
王东东 , 梁灿
, 梁灿
WANG Dongdong, LIANG Can
中图分类号: TG179
通讯作者:
收稿日期: 2014-08-25
修回日期: 2014-11-23
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了热输入量不同的316LN不锈钢焊接接头在沸腾硝酸溶液中的晶间腐蚀特性, 结果表明: 焊接热输入量越大, 焊接接头的抗晶间腐蚀性能越差; 焊接接头焊缝区抗晶间腐蚀能力高于热影响区和母材区; 晶间腐蚀过程可分为氧化、钝化、氧化膜裂纹萌生、氧化膜裂纹扩展和高速晶间腐蚀等阶段; 在不同阶段声发射信号中氧化信号在20 kHz的频率位置有能量峰, 钝化信号在40 kHz频率处有明显能量峰的突发型信号, 氧化膜裂纹萌生信号在80-100 kHz的频率段内有明显能量峰的突发型信号, 氧化膜裂纹扩展信号具有60 kHz倍频关系, 高速晶间腐蚀信号是一种持续时间稍长的突发型信号, 在50 kHz处有明显的能量峰。
关键词:
Abstract
The intergranular corrosion characteristics of 316LN austenitic stainless steel welded joints with different welding heat input in boiling nitric acid solution were investigated by metallography analysis and acoustic emission technology. The results show that the resistance to intergranular corrosion of welded joints deteriorated with the increasing welding heat input. The intergranular corrosion resistance of the weld zone is better than that of the heat affected zone and the base material. Five stages for the intergranular corrosion process can be differentiated according to the characteristics of the detected acoustic emission spectrum, such as oxidation, passivation, oxide film crack initiation, oxide film crack propagation and finally fast intergranular corrosion. In other words, in the acoustic emission spectrum, there exist an obvious energy peak by 20 kHz representing the oxidation signal; an obvious energy peak by 40 kHz of a burst-like signal representing the stage of passivation process; energy peaks in a range 80 to 100 kHz of burst-like signal representing the oxide film crack initiation; energy peaks by frequency of 60 kHz representing the stage of crack propagation; and finally a peak by 50 kHz of a burst-like signal with a slightly longer duration representing the stage of fast intergranular corrosion.
Keywords:
发展核电是调整我国能源结构和改善能源供求关系的重要举措[1]。在引发核电站安全事故的因素中, 关键材料的腐蚀失效是重要的因素之一。核电站主焊缝的缺陷和热影响等因素, 都会导致失效。同时, 核电主管道运行在高温高压且含有放射性物质的恶劣环境中, 使焊接接头失效的几率大大提高。核电主管道晶间腐蚀导致的失效事故占总数的25.72%[2], 因此对核电主管道的晶间腐蚀机理、检测、失效分析和评价的研究非常有必要。
目前, 国内外很多专家学者都用声发射技术监测和研究金属材料的腐蚀。Retting和Felsen等[3]发现, 将钢丝和铝丝放入腐蚀溶液中, 氢气的产生量与累计振铃计数呈线性关系。这充分证明, 声发射技术是研究和监测材料腐蚀过程的新方法。此后, Mazille等[4]在研究316L不锈钢点蚀时发现, 试样表面点蚀个数与事件计数有很好的线性关系。Fregonses等[5, 6]对奥氏体不锈钢的点蚀进行了深入细致的研究。他们用振铃计数和上升时间等参数作为特征参数, 成功地区分了点蚀萌生和扩展阶段的不同声发射信号特征。Shaikh等[7]在研究316LN不锈钢的应力腐蚀开裂过程中将实验过程分为4个阶段, 即实验开始期、裂纹萌生期、裂纹早期扩展和裂纹后期扩展, 并详细分析了各个阶段声发射信号的特征。Xu等[8]在研究敏化304不锈钢晶间腐蚀和应力腐蚀开裂的声发射特性时发现, 晶间腐蚀的声发射信号的数量和幅值低于应力腐蚀开裂。他们还发现, 在整个应力腐蚀开裂过程中声发射信号的数量随着时间平缓增加。杜刚[4]和王伟魁等[9-10]也采用声发射检测技术并与电化学阻抗谱检测结果进行对比研究了304不锈钢的耐蚀性能和应力腐蚀过程特征, 采用声发射信号的平均频率来表征304不锈钢不同腐蚀阶段。结果表明, 不同腐蚀阶段的声发射信号特征差异明显, 有助于研究人员更为准确地评估不锈钢的腐蚀状况。
核电主管道的工作环境恶劣, 容易发生各种失效, 以晶间腐蚀最为难以检测。用声发射技术检测核电主管道的晶间腐蚀行为是一种新的思路, 本文以金相分析技术和声发射检测技术为手段, 对第3代核电AP1000技术的主管道材料316LN的晶间腐蚀失效特性进行探索性研究。
实验用316LN奥氏体不锈钢为第3代核电AP1000技术一回路主管道材料, 属热轧不锈钢板, 其化学成分(质量分数, %)为: C 0.023, N 0.16, Cr 16.43, Ni 11.33, Mo 2.25 , Mn 1.45, Si 0.46, P 0.024, S 0.001。所用焊条为直径3.2 mm 的ER316L, 分别在120, 130 , 140 A电流下完成试件的焊接。
根据焊接参数的不同将试样分为3组, 每组4个试样同时进行实验, 其中两个试样用于金相观察, 其余用于声发射信号检测。金相试样又分为焊接接头试样和母材试样, 焊接接头试样以焊缝为中心通过线切割而成, 母材试样则取自焊接接头的两端。焊接接头试样的尺寸为40 mm×20 mm×10 mm, 母材试样的尺寸为20 mm×20 mm×10 mm。用超声波设备对所有试样清洗表面, 然后用400#~2000#金相砂纸打磨以去除表面的不平整部分及氧化产物。用颗粒度为1.5 μm的金刚石金相抛光剂对试样进行抛光, 用清水冲洗抛光面, 无水乙醇清洗, 丙酮去脂, 烘干后对金相试样进行称重并记录。依据GB4334-2008《金属和合金的腐蚀—不锈钢晶间腐蚀试验方法》标准, 选用符合GB/T626的优质纯硝酸用蒸馏水配制成65%的浓硝酸溶液进行沸腾硝酸晶间腐蚀。每组实验采用4个平行试样, 进行5个周期, 每个周期48 h。
实验用声发射检测系统包括AEwin声发射信号处理系统、SAMOS 24通道声发射检测仪, 试验中设置前置增益为40 dB, 撞击定义时间(HDT)为600 µs, 峰值定义时间为(PDT)为300 µs, 撞击闭锁时间(HLT)为1000 µs。
在试件露出部位安装声发射传感器, 使用直径为0.5 mm的2B或HB铅芯进行断铅实验, 确保传感器与试样接触良好, 能稳定采集信号。将加热温度设定在115℃, 开启搅拌器进行加热。在每个周期中每3 h采集一次声发射信号, 一次采集3组信号, 每组信号采集时间为3 min; 48 h后待实验系统冷却后将实验试样取出, 在流水中用软毛刷刷掉试件表面的腐蚀产物, 并放入超声波清洗器中加入适量无水乙醇清洗30 min, 取出烘干并称重。用LWD300LCS型倒置金相显微镜观察试件表面的金相显微组织; 对采集的声发射信号进行分析处理。
腐蚀速率指在单位时间内金属腐蚀程度的平均值, 在一定程度上表征金属腐蚀程度和相对速度。在GB4334-2008标准中将腐蚀速率定义为金属腐蚀损失量, 即单位时间单位面积上金属腐蚀造成的质量损失。其计算公式为
式中V - 腐蚀速率g/(m2h); T - 实验时间(h); Wf - 实验前试件质量(g); Wb -实验后试件质量(g); S - 试件腐蚀面积(m2)。
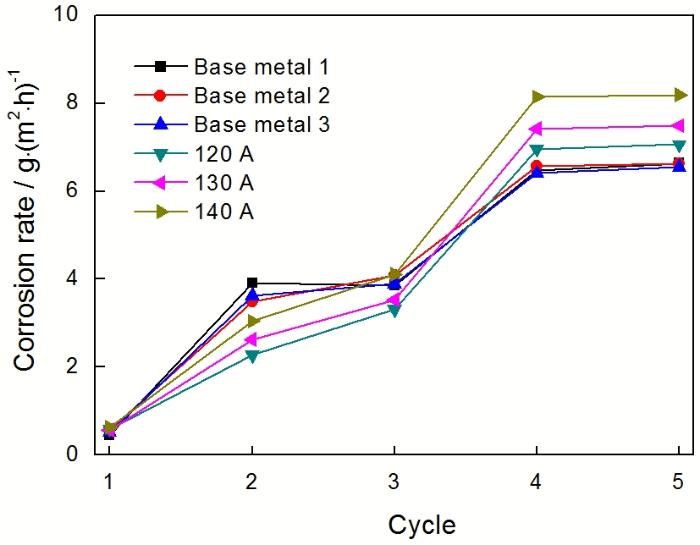
每个周期结束后对金相试样进行称重, 计算腐蚀速率, 结果如图1所示。由图1可见, 母材试样和焊接接头试样的腐蚀速率规律基本上一致。第1周期所有试样的腐蚀速率都相对很小; 第2周期3个母材试样的腐蚀速率都比焊接接头试样的腐蚀速率大, 且随着焊接热输入量的增加相应的焊接接头的腐蚀速率有增大的趋势; 第3周期母材试样的腐蚀速率和第2周期基本一致, 而3个焊接接头试样的腐蚀速率有所增大, 焊接电流为140 A的焊接接头试样的腐蚀速率甚至已经超过母材的腐蚀速率; 第4周期和第5周期的腐蚀情况基本相同, 母材试样的腐蚀速率最小, 焊接接头试样的腐蚀速率随着焊接热输入量的增大而变大, 由于第4周期和第5周期的腐蚀速率达到了整个腐蚀过程的最大速率, 可认为所有金相试样的腐蚀已经进入高速腐蚀阶段。
根据腐蚀速率的变化情况可得: 316LN奥氏体不锈钢焊接接头晶间腐蚀程度与焊接热输入量的大小有一定关系, 即随着焊接热输入量的增加, 焊接接头晶间腐蚀越严重; 进入高速腐蚀阶段后焊接接头的晶间腐蚀速率大于母材的腐蚀速率。
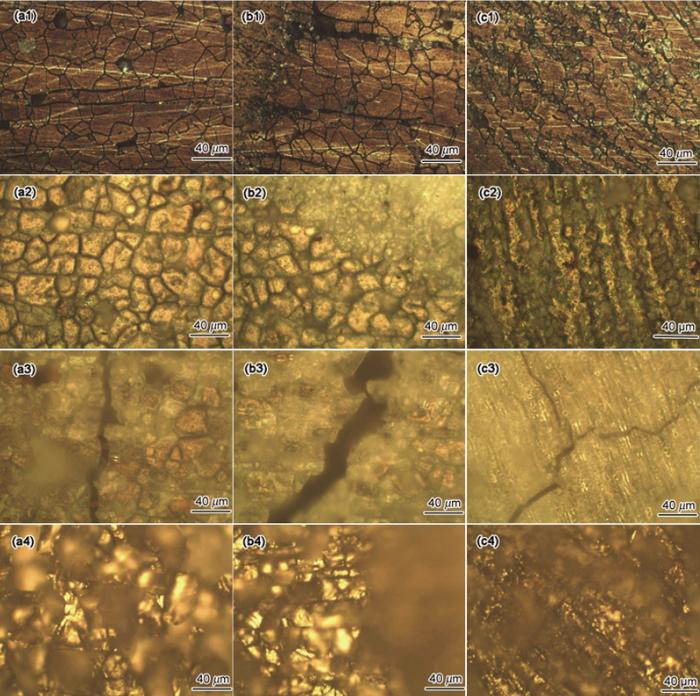
通过观察金相图发现, 不同焊接热输入量下的焊接接头试样的金相组织没有明显的差别。因此, 本文主要通过对130 A焊接电流的金相试样各腐蚀周期后的金相进行分析。图2给出了金相试样经过前4个周期沸腾硝酸腐蚀后的金相图。图2a1-c1为第1周期后晶间腐蚀金相图。从图2a1可以看到, 母材区为单一的奥氏体组织并伴有少量的条状铁素体, 晶粒形状非常清晰, 晶界也非常明显, 同时金相试样表面的少数区域出现黑色的小斑点, 这是晶间腐蚀后晶粒脱落造成的。从图2b1中可以看到, 热影响区也为单一的奥氏体组织并伴有少量的条状铁素体, 还有一些条状的腐蚀痕迹, 是铁素体被腐蚀所致。从图2c1中可以看出, 焊缝区的组织形态为奥氏体加铁素体的双相组织, 也出现一定的腐蚀痕迹, 说明焊缝区也开始腐蚀。图2a2-c2为金相试样经过两个周期沸腾硝酸腐蚀后的金相图。从图中可见, 试样的晶间腐蚀程度比第1周期加深、加宽, 且试样表面的色泽发生改变, 主要是因为金相试样表面氧化。图2a3-c3为金相试样经过3个周期沸腾硝酸腐蚀后的金相图。经过3周期腐蚀后, 试样的腐蚀情况和第2周期差不多, 但在试样表面的各个区域都出现了裂纹。图2a4-c4为金相试样经过4个周期沸腾硝酸腐蚀后的金相图。从图中可以看出, 经过4个周期的腐蚀后金相试样表面已经严重腐蚀。如图2a4所示, 母材区已经全部被严重腐蚀, 晶粒也脱落严重。其原因是, 晶界不断腐蚀后晶粒与晶粒之间因失去连接而从试样表面脱落; 金相图中有清晰和模糊的区域, 这是两者之间的高度差所致。这说明, 试样表面已经变得非常粗糙, 同时还能清晰看到一些晶界被腐蚀的现象; 如图2b4所示, 热影响区也严重腐蚀, 但是热影响区和焊缝区有明显的腐蚀差别。焊缝区的高度高于热影响区, 即焊缝区的腐蚀程度比热影响区要小, 焊缝区抗晶间腐蚀的能力强于热影响区; 同时, 热影响区的腐蚀也沿着晶界向金属的深处不断延伸, 符合晶间腐蚀的特点; 如图2c4所示, 焊缝区也有一定的晶间腐蚀。
图2 不同组织前4个周期的晶间腐蚀金相图
Fig.2 Intergranular corrosion microstructure of different metallographic structure at the first to the fourth period (a) base material (b) heat affected zone (c) weld zone
第5周期的腐蚀情况与第4周期的基本相同, 只是在腐蚀的深度上有所加深、加宽。从腐蚀速率上也可以看出第4和第5周期的腐蚀速率是相同的。实验结束后, 将试样进行稀酸清洗, 去除试样表面的氧化膜后在金相显微镜下观察, 发现基体中并未出现裂纹, 因此可以断定第3周期试样产生的裂纹为氧化膜裂纹。裂纹形成的主要原因是: 氧化膜和金属材料本身的热膨胀系数不同, 导致在沸腾硝酸腐蚀的过程中二者之间形成一种热应力, 使裂纹的产生。裂纹的产生进一步导致试样表面氧化膜的破坏脱落, 氧化膜一旦被破坏, 新鲜金属表面就会暴露出来。若此时氧化膜得不到及时修复, 就会形成“大阴极小阳极”的电化学腐蚀情况, 加速新鲜金属的氧化腐蚀。由此可以判断, 此时已经进入腐蚀的一个关键时刻, 氧化膜一旦破坏, 试样的晶间腐蚀将进入一个新的加速腐蚀阶段。
金相分析结果表明, 焊缝区的腐蚀程度是最小的, 即焊缝区的抗晶间腐蚀能力优于母材区和热影响区。其原因是, 在焊接的过程中焊缝区已不完全是奥氏体, 而是转变为以奥氏体为基底混合一定量铁素体的双相组织。铁素体均匀的分散在奥氏体晶粒之间, 削弱了奥氏体柱状晶和树枝晶的方向性, 也隔断了奥氏体晶界附近区域连续大面积碳化铬的析出; 同时, 铁素体中的Cr含量远高于奥氏体, 且Cr在铁素体中的扩散比在奥氏体中快很多。因此, 形成碳化铬析出物时铁素体中的Cr能补充奥氏体晶界区碳化铬形成所需要的Cr元素, 从而防止了奥氏体晶界附近贫Cr区的形成, 提高了奥氏体不锈钢焊缝区的抗晶间腐蚀的能力。
实验对比发现, 不同焊接热输入量的焊接接头晶间腐蚀机理相同, 在实验过程中产生的声发射信号特征也基本相同, 因此文中以130 A电流焊接的316LN不锈钢焊接接头的晶间腐蚀过程产生的声发射信号进行参数分析和波形分析。
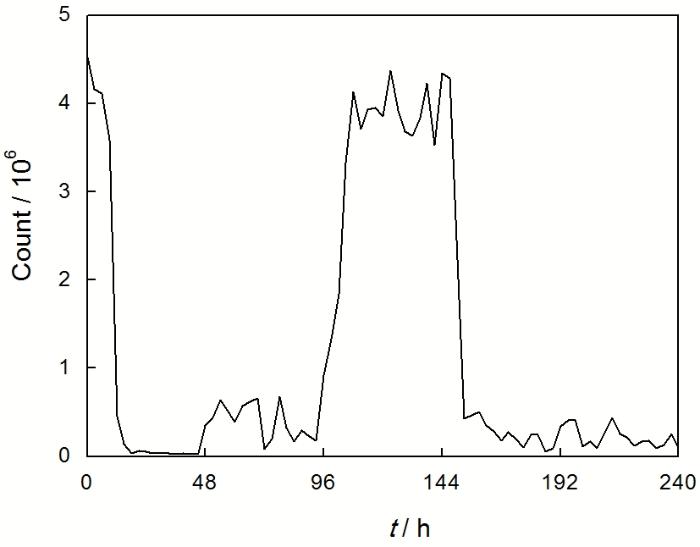
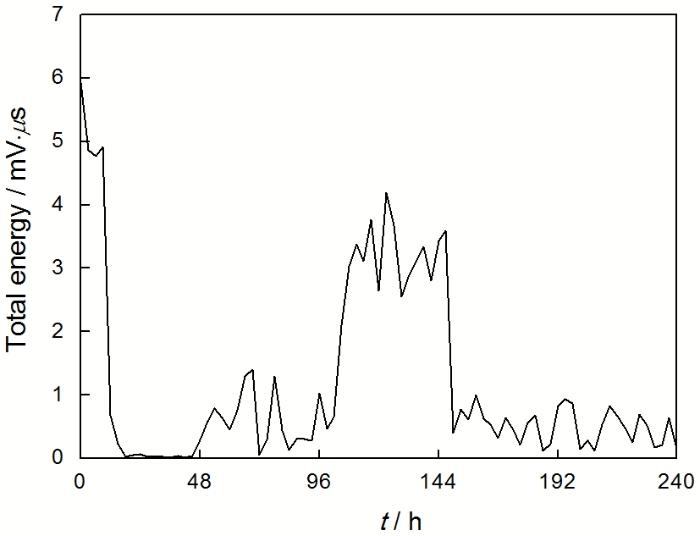
2.3.1 总计数和总能量分析 焊接接头试样晶间腐蚀实验中每个周期的总计数、总能量变化如图3、图4所示。其中, 总计数为在相同的声发射系统设置条件下3 min内声发射仪器采集累加得到的计数总和; 总能量则为在相同的声发射系统设置条件下3 min内声发射仪器采集累加得到的能量总和。从图3和图4可以看出, 总计数和总能量随着实验时间的延长具有相同的变化特征。在第1周期实验的前期出现高计数与高能量的声发射参数特征, 而紧随其后却出现了低计数和低能量的声发射参数特征; 在第2周期内总计数和总能量参数开始出现波动, 但是相对前面第1周期末端的低计数和低能量情况总计数和总能量有明显的提高; 实验进入第3周期后总计数和总能量得到大幅提高, 再次出现高计数高能量的分布特征; 第4周期和第5周期的总计数和总能量分布情况基本相同。
根据总计数和总能量的分布特征以及前面腐蚀形貌分析的结果, 可将316LN奥氏体不锈钢晶间腐蚀过程进一步分为5个阶段:
氧化阶段(第1周期的前期): 在这个阶段晶间腐蚀速率很小, 试样表面被强氧化性硝酸氧化生成氧化膜, 氧化膜的生成开始对316LN不锈钢的晶间腐蚀起到保护作用。氧化阶段的持续时间非常短, 且试样表面有气泡, 是316LN不锈钢表面被腐蚀引起的。同时, 浓硝酸分解产生很多的气泡, 主要是NO2气体, 溶液颜色慢慢变成红棕色。
钝化阶段(第1周期的后期): 由于生成的氧化膜阻隔了硝酸与316LN不锈钢的接触, 试样的晶间腐蚀进入一个低谷阶段, 晶间腐蚀速率非常低, 采集到的声发射信号具有低计数和低能量的特征。
氧化膜裂纹萌生阶段(第2周期): 从前面金相分析结果可知, 在第2周期的腐蚀速率也较低, 第2周期的晶间腐蚀现象也不很明显, 只在金相试样表面的局部区域观察到晶间腐蚀的迹象。同时, 因为在第3周期中观察到大量的裂纹, 可以推断在第2周期的腐蚀过程中实验试样表面出现了氧化膜裂纹萌生的现象, 导致采集到的声发射信号总计数和总能量参数发生变化。
氧化膜裂纹扩展阶段(第3周期): 通过金相观察发现, 在第3周期实验结束后试样表面出现非常多的裂纹。因此可断定, 产生高计数和高能量声发射信号的声发射源应该是氧化膜裂纹扩展过程。同时本阶段的腐蚀速率仍然处于缓慢腐蚀阶段的低水平, 但是一旦氧化膜遭到完全破坏, 腐蚀将进入一个高速阶段。这都与前文金相分析的分析结果符合。
高速晶间腐蚀阶段(第4周期和第5周期): 金相分析结果表明, 在第4周期和第5周期的腐蚀实验过程中316LN不锈钢焊接接头已经进入了高速的晶间腐蚀阶段。从图3和图4中也可以看出, 实验进入第4周期后采集到的声发射信号具有相同的总计数和总能量分布特征。因而可以认定, 这个阶段采集到的声发射信号是高速晶间腐蚀所产生的, 即高速晶间腐蚀过程是主要声发射源。
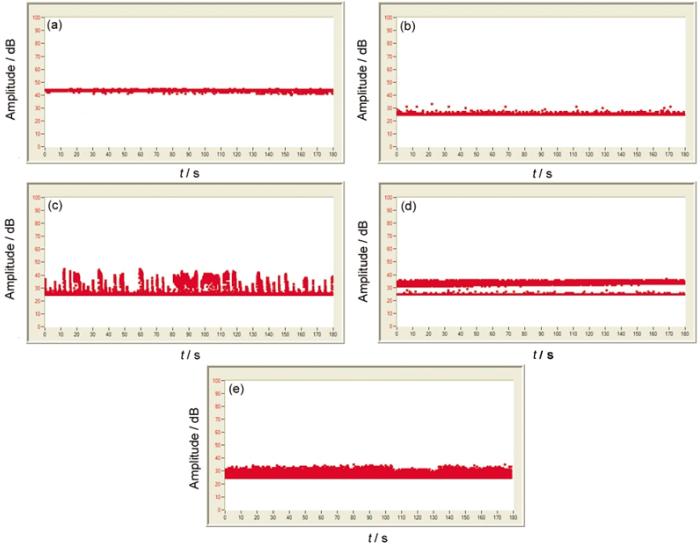
2.3.2 幅值分析 实验前实测环境噪声以25 dB为主, 故设置门槛值为25 dB, 以减少环境噪声对腐蚀信号采集的影响。焊接接头试样晶间腐蚀不同阶段声发射信号幅值特征, 如图5所示。
图5 不同阶段的声发射信号幅值变化图
Fig.5 Amplitude of AE signals at different stages, (a) oxidation (b) passivation (c) oxide film crack initiation (d) oxide film crack propagation (e) fast intergranular corrosion
如图5a所示, 氧化阶段的幅值范围为43-45 dB。这个阶段的声发射信号具有高幅值的特点, 信号也比较稳定。根据前面的分析可知, 氧化阶段主要是不锈钢表面被硝酸强烈氧化的过程, 而这个过程产生的声发射信号是非常强烈的, 具有高计数、高能量、高幅值的特点。如图5b所示, 钝化阶段的幅值范围为25-28 dB, 幅值大小与噪声信号的幅值分布情况差不多, 经过对该信号波形和频谱的分析可以确定其不是噪声信号, 说明这个阶段产生的腐蚀信号是非常微弱的。如图5c所示, 氧化膜裂纹萌生阶段的幅值范围为25-45 dB, 裂纹扩展阶段的幅值分布情况在时间上并不连续而是断断续续的。可以推断, 产生此类声发射信号的声发射源的变化情况并不是实时存在的, 而是断断续续的过程, 这非常符合裂纹萌生的发生状况。如图5d所示, 氧化膜裂纹扩展阶段的幅值范围为分为两层, 其一为25-26 dB, 另一层为32-36 dB。分析结果表明, 幅值在25-26 dB之间的信号中主要是噪声信号, 而幅值在32-36 dB之间的声发射信号主要是由于裂纹扩展所引起的。如图5e所示, 高速晶间腐蚀阶段的幅值范围为25-32 dB, 在试样实验的第4周期和第5周期已经进入高速晶间腐蚀阶段, 这时声发射系统检测到的信号为高速晶间腐蚀信号。
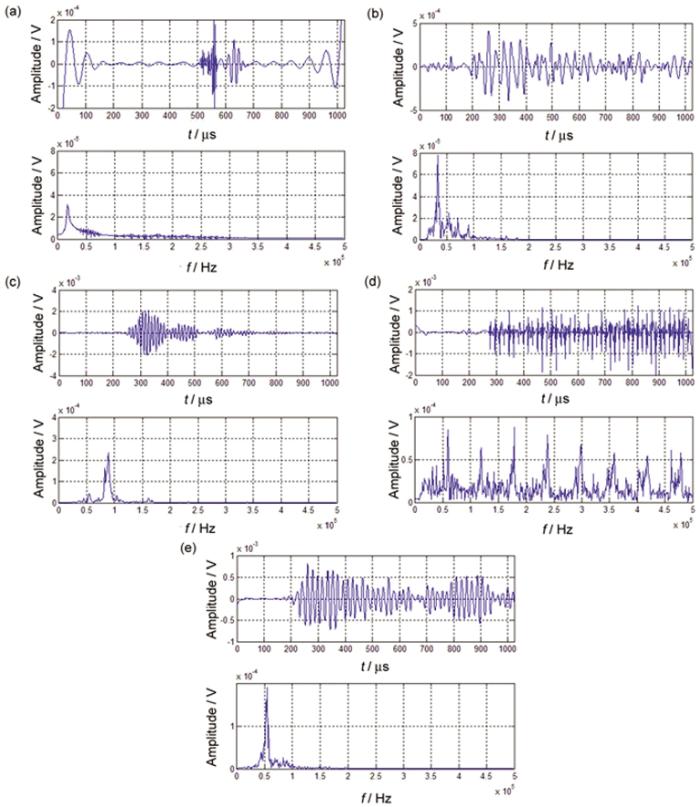
对环境噪声进行频谱分析发现, 噪声的主要频率集中在250 Hz以下, 故对腐蚀信号进行小波分析时将250 Hz以下频率的信号进行抑制。图6给出了焊接接头试样晶间腐蚀实验不同阶段信号经过小波降噪重构后的波形、频谱图。
图6 不同声发射信号的小波降噪重构图
Fig.6 Different AE signals after wavelet de-noising and reconstruction, (a) oxidation signal (b) passivation signal (c) crack initiation signal (d) crack propagation signal (e) fast intergranular corrosion signal
如图6a所示, 氧化信号为衰减信号和一些短暂存在的突发信号叠加而成, 在20 kHz的频率位置具有能量峰。如图6b所示, 钝化信号是一种突发型信号, 其频率分布范围为10-90 kHz内, 在40 kHz的频率附近出现能量峰。试样晶间腐蚀钝化阶段的腐蚀速率和声发射信号的计数、能量及幅值水平都非常低, 表明钝化阶段的腐蚀非常弱, 这与声发射参数分析相符合。如图6c所示, 裂纹萌生信号也为突发型信号, 波形衰减很快, 因而是一种计数和能量都非常低的特征; 频谱图上可以看出, 在80-90 kHz的频率范围内有明显的能量峰值。氧化膜是脆性的, 因而氧化膜破裂产生的声发射信号通常为突发型信号, 并且在实验后一阶段金相试样表面出现了裂纹, 说明此类信号的声发射源就是裂纹萌生过程。如图6d所示, 裂纹扩展信号的波形图电压值非常高, 且持续时间长, 使信号具有高计数、高能量和高幅值的参数分布特点; 从频谱图上可以看出, 在与60 kHz呈倍频关系的频率处都有明显的能量峰值。金相试样表面有许多裂纹, 表明此类信号的声发射源为氧化膜裂纹扩展过程。如图6e所示, 高速晶间腐蚀信号也是突发型信号, 在50 kHz有能量峰。因为在试样晶间腐蚀的第4和第5周期内都采集到非常多类似的信号, 且从腐蚀速率分布的情况和金相分析的结果可知, 第4和第5周期时316LN不锈钢焊接接头已经进入晶间腐蚀的高速腐蚀阶段。在这个阶段内试样在沸腾的硝酸中发生了严重的晶间腐蚀, 因此在此阶段采集到的晶间腐蚀信号的声发射源为316LN不锈钢焊接接头的高速晶间腐蚀过程。
1. 316LN不锈钢焊接时焊接热输入量越大, 焊接接头的抗晶间腐蚀性能越差, 且焊缝区抗晶间腐蚀能力高于热影响区和母材区。
2. 用声发射技术能区分晶间腐蚀的各阶段。计数、能量、幅值等参数能表征晶间腐蚀过程中声发射信号的变化情况, 且能根据这些参数的变化情况将316LN不锈钢焊接接头的晶间腐蚀过程分为氧化阶段、钝化阶段、氧化膜裂纹萌生阶段、氧化膜裂纹扩展阶段和高速晶间腐蚀阶段。
3. 氧化信号在20 kHz的频率位置出现能量峰; 钝化信号为在40 kHz频率处有明显能量峰的突发型信号; 氧化膜裂纹萌生信号是突发型信号, 且在80-100 kHz的频率段内出现明显的能量峰; 氧化膜裂纹扩展信号是具有60 kHz倍频关系的信号; 高速晶间腐蚀信号是一种持续时间稍长的突发型信号, 在50 kHz的频率处出现明显的能量峰。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}