
卢棋, 何国球 , 杨洋, 樊康乐, 赵小根
, 杨洋, 樊康乐, 赵小根
同济大学材料科学与工程学院 上海市金属功能材料开发应用重点实验室 上海 201804
LU Qi, HE Guoqiu, YANG Yang, FAN Kangle, ZHAO Xiaogen
中图分类号: TH117
通讯作者:
收稿日期: 2014-07-21
修回日期: 2014-12-3
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
采用冷压烧结粉末冶金法制备铜钛硅碳石墨合金材料, 通过摩擦磨损试验机和扫描电子显微镜(SEM)等手段研究了铜钛硅碳石墨合金材料的磨损性能和磨损机制, 以及速度和载荷对滑块摩擦磨损性能的影响。结果表明, 在速度较大或载荷较小的条件下磨损量随着滑移距离呈现线性增长, 在试验参数范围内磨损量整体上随着滑移距离的变化曲线有一定的规律性。微观分析表明, 钛硅碳和石墨零星分布在磨损表面极大地提高了铜基材料的耐磨性能。磨损的主要形式, 是黏着磨损、磨粒磨损和氧化磨损。
关键词:
Abstract
A new Cu-based composite Cu/Ti3SiC2/C was prepared by powder metallurgy. Then the tribological performance of the composite was examined under different sliding speeds and loads by means of a specially designed sliding apparatus. The worn surface of the composite was characterized by SEM equipped with EDS. The results show that the amount of wear loss increases linearly with the increase of the sliding distance under the condition of high speed and low load. The observation of the worn surface showed that scattered distribution of Ti3SiC2 and graphite in the Cu matrix may be responsible to the obvious enhancement of the wear property the composite. Furthermore, the worn failure of the composite may be attributed to adhesive wear, abrasive wear and oxidation wear.
Keywords:
20世纪初前苏联、日本、西欧等国对受电弓集电滑板材料的开发和使用都作了大量的研究, 我国在1965年研制了第一批粉末冶金集电滑板材料。20世纪80年代以来, 铜基粉末冶金滑板在国内得到广泛应用, 但其对接触导线磨耗较为严重[1-4]。后来出现的浸金属集电滑板材料集中了碳材料和金属材料的优点, 基本解决了碳滑板机械强度低的问题, 耐磨性大大提高, 也解决了导线磨损过快的问题。但是其抗冲击能力不足, 易出现掉块, 成本也很高[5]。铜石墨合金材料具有良好的耐热性、耐磨性和稳定的摩擦系数, 是高速列车制动的理想材料。
石墨的比热容为1.648 J/(kgK), 远比铜的比热容(0.39 J/(kgK))大。在铜基合金中加入石墨可降低材料摩擦面的温度。同时, 石墨又具有固体润滑剂性能和抗熔焊作用[6], 因而广泛用作导电材料。钛硅碳材料是结构、导电和自润滑多功能合一的新型材料体系, 具有类似金属材料的导电、导热和易加工等特性和类似陶瓷材料的轻质、抗氧化、耐高温等特性。在不影响铜石墨合金材料自润滑性能和导电性能的前提下, 能提高材料的强度、硬度以及耐磨性能[7-8]。
Ti3SiC2的常温电导率是9.6×10-6 Ω-1m-1, 比石墨大了近两个数量级。在25-1000℃其热膨胀系数为(10-11)×10-6℃-1, 与铜的热膨胀系数17×10-6℃-1接近。Ti3SiC2的抗压强度、杨氏模量以及硬度分别为900 MPa, 326 GPa, 4 GPa。更为重要的是, Ti3SiC2在1300℃时具有很好的抗氧化能力, 远高于石墨。
表1 所用各种粉末的粒度与质量分数
Table 1 Granularity and mass fraction of powders
| Material | Cu | Ti3SiC2 | Graphite |
|---|---|---|---|
| % | 87 | 10 | 3 |
| granularity(mesh) | 400 | 200 | 200 |
目前对铜石墨合金材料的制备和磨损性能研究较多[9-11]。本文用冷压烧结粉末冶金法制备铜钛硅碳石墨合金材料, 研究其摩擦磨损性能, 并探讨磨损机制。
表1列出了实验所用各种粉末的粒度和含量(以质量分数计)。制备工艺流程如图1所示。采用机械干混法混料12 h, 在侧压式粉末制品液压机上以300 MPa的压力进行压制, 在氢气保护气氛下进行烧结, 烧结温度为920℃, 烧结时间为3 h。烧结后在氢气保护气氛下炉冷至室温, 再以300 MPa的压力进行复压。
图1 铜石墨合金的制备工艺流程图
Fig.1 Preparation process flow diagram of copper graphite alloy
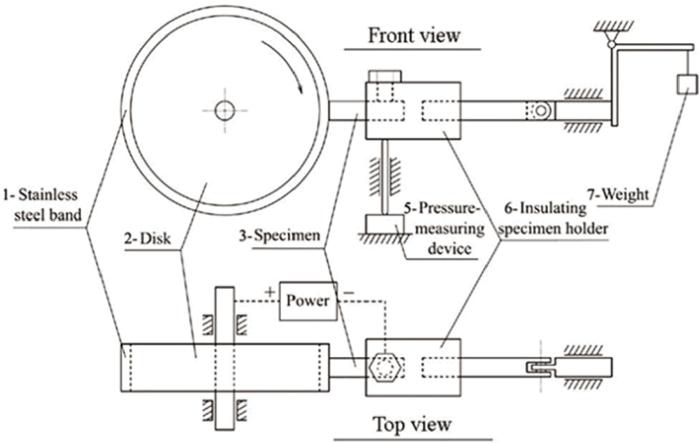
磨损实验是在如图2所示的自制的摩擦磨损实验机上进行的。此装置有一个直径为405 mm的铸件转盘2, 沿其外缘缠绕并固定装有铜带材, 截面为50 mm×5 mm, 采用精密加工技术将接缝处理完好。轮盘外缘线速度0-100 km/h可调, 运动平稳, 试样尺寸为10 mm×10 mm×35 mm的销试样, 摩擦面为10 mm×10 mm, 接触压力分别为20 N和40 N, 相对滑动距离为25, 50, 75和100 km。进行磨损实验前, 试样均在800号砂纸上打磨, 采用精度为1 mg的电子天平称量试样的磨损质量损失, 所有实验均在实验室环境中完成。
用HITSCHI S-2360N型扫描电子显微镜(SEM)以及Quanta 200 FEG型带有能谱分析技术(EDS)的场发射环境扫描电子显微镜(ESEM)观察分析磨损表面形貌及其磨损机制。
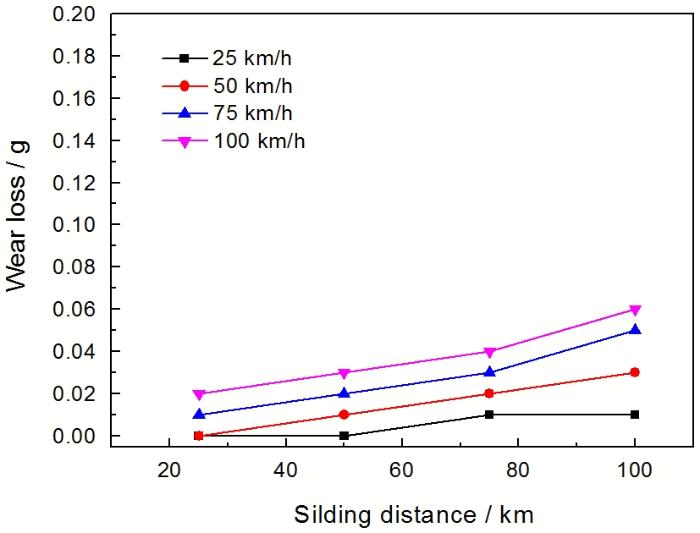
图3给出了接触压力为20 N条件下试样磨损量与滑行速度的关系。可以看出, 在整体上, 随着速度的增大材料的磨损量大幅度增加, 滑行50 km后速度对磨损量的影响几乎呈线性增长。在速度较小(V<50 km/h)时, 磨损量随着滑移距离的增加先增加然后趋于平稳。在速度较大(V≥50 km/h)时, 磨损量随着滑移距离的增加也呈平稳线性增长。其原因是, 速度的增加导致表面切向冲击力增大, 在较大冲击力的作用下材料中界面结合力较弱的粒子与基体剥落分离 [12]。
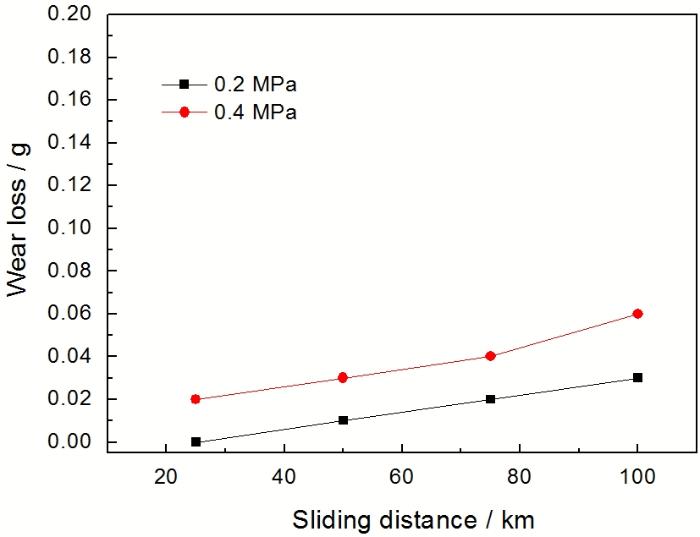
图4给出了试样在滑行速度为50 km/h条件下试样的磨损量与载荷的关系。可以看出, 随着滑行距离的增加磨损量增大。在外加载荷较小时, 随着滑行距离的增加磨损量呈近线性增长。外加载荷较大时, 随着滑行距离的增加磨损量先线性增长后呈上扬的趋势。当滑行25 km和50 km时, 2种载荷下试样的磨损量相差近1倍; 当滑行100 km时, 2种载荷下试样的磨损量相差近2倍。其原因是, 外加载荷越大则试样接触面上的压力越大, 磨损失重就越大[13-14]。在摩擦磨损过程中, 在载荷作用下基体的次表层的塑性变形使位错产生滑移和聚集, 进而产生了许多空位和微裂纹, 使合金性能急剧下降, 从而严重削弱合金的耐磨性[15]。
如图5所示为合金在载荷为20 N、滑行速度为50 km/h的条件下与摩擦副相对滑行100 km后的试样SEM表面形貌和能谱分析。由图5a可见, 磨痕方向基本一致, 合金表面有较多的坑点和一些较大的片状层, 部分区域表面有犁沟, 磨损表面局部存在氧化膜, 摩擦表面较均匀的分布着许多颗粒物质和大块的深黑色残留物。对图5中的A点和B点进行EDS能谱分析, 结果如图5b和5c所示。其中A点主要含有碳, 是材料中含有的石墨经过摩擦后破碎形成的, 在摩擦磨损过程中起到了自润滑的作用。对B点的分析表明, 表面含有Ti, C, Si, O, Cu等元素, 说明表面有TiC硬质结晶相生成[16]。合金表面有氧原子, 说明在摩擦磨损过程中可能有氧化物的生成。
图5 载荷为20 N、速度为50 km/h时试验合金表面的形貌
Fig.5 Morphology of worn surfaces of tested alloys (20 N, 50 km/h)
合金磨损表面有大量的石墨, 因为石墨为非金属低强度脆性材料, 其强度远低于金属铜。因此, 在摩擦过程中石墨在表面摩擦剪切应力的作用下容易破碎和流动, 使摩擦表面含有较多的石墨粒子[17]。石墨为密排六方结构, 具有良好的润滑性。石墨粒子在表面的大量分布增强了润滑作用, 有利于降低微凸体间的犁削力, 减弱了表面的犁沟程度, 从而降低了材料的磨损量。
图6 不同载荷下试验合金磨损表面的形貌
Fig.6 Morphology of worn surface of tested alloys after various load
磨损表面磨粒、磨屑主要来源于: ①加工硬化或氧化的基体材料和少数钛硅碳烧结集聚的硬质粒子或者摩擦生成的TiC硬质结晶相[18]; ②在磨损表面局部区域产生裂纹, 裂纹扩展导致局部脆性断裂剥落, 断裂剥落的磨屑作为磨粒加剧磨粒磨损; ③磨损表面形成的氧化物膜可发生断裂、脱落, 从而成为磨粒而导致磨粒磨损和氧化磨损。磨粒在法向载荷的作用下嵌入合金表面, 并在压应力和切应力作用下沿滑动方向运动, 从而对磨损表面产生犁沟或微切削作用, 并在犁沟两侧或前沿产生隆起的犁皱。犁皱在后续摩擦过程中发生变形而形成塑性变形区, 反复的塑性变形导致加工硬化, 并使磨损表面变光滑[19]。
此外, 由图5a可见, 合金表面产生了剥落坑。其原因是, 低强度的石墨优先破损, 破损处成为表面凹坑。因为石墨与铜基体结合力较差, 随着摩擦的进行也容易脱落进入摩擦界面而使表面形成凹坑。这种凹坑还会成为颗粒物质的富集处, 当摩擦应力达到一定程度时凹坑边缘的金属基体发生变形和损伤, 使石墨及富集此处的颗粒物质被完全挤出。大量石墨颗粒被挤出摩擦表面, 起润滑作用。
图6给出了不同载荷作用下的合金的摩擦表面形貌。由图6a可见, 在低载荷情况下磨损表面现对较光滑, 磨痕方向一致, 摩擦产生的硬质粒子较少。载荷越大产生的正压力越大, 随之产生较大的剪切应力。较大的剪切应力更易产生粘着磨损, 从而使材料发生转移和剥落, 进而产生更多硬质粒子, 从图6b可见磨损表面含有更多的硬质粒子, 但是磨痕并不明显, 磨损表面也不光滑。另一方面, 摩擦产生的摩擦热导致试样表面温度升高, 材料摩擦表面软化, 降低表面的塑性[20-21]。且随着温度的升高磨损表面氧化程度会加剧[22], 因此磨损表面比较粗糙。
对于所研究的铜石墨合金, 在磨损开始阶段发生粘着磨损, 随着磨损时间的延长积累的磨粒变多, 引起合金的磨粒磨损。合金表面的材料在磨粒的切削作用下, 被剥离材料表面形成磨屑, 而合金表面沿滑动方向形成犁沟。随时间的推移, 加剧了磨粒对合金表面的切削。在合金磨损表面发生明显的塑性变形, 合金的磨损量加重。随着摩擦的进行合金表面的温度升高, 表面的氧化磨损程度加剧。
1. 速度对铜钛硅碳石墨合金材料磨损量的影响呈现较好的规律性, 随着速度的增加磨损量呈线性增长。低载时, 随着滑行距离的增加磨损量呈线性增长。高载时, 随着滑行距离的增加磨损量先线性增长后呈上扬的趋势。
2. 在铜钛硅碳石墨合金材料的磨损过程中, 其中的钛硅碳和石墨均匀分布在磨损表面, 极大地提高了铜基材料的耐磨性能。
3. 铜石墨合金的磨损机制, 在开始阶段主要为粘着磨损, 随着磨损的增加磨损机制主要以粘着磨损和磨粒磨损为主, 并伴有氧化磨损。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}