
陈招科 , 李斌, 熊翔
, 李斌, 熊翔
中南大学 粉末冶金国家重点实验室 长沙 410083
CHEN Zhaoke, LI Bin, XIONG Xiang
中图分类号: TB332
通讯作者:
收稿日期: 2015-03-19
修回日期: 2015-06-3
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
用化学气相渗透(CVI)工艺, 控制反应气体的流动方向制备出陶瓷相呈梯度分布的多层SiC/TaC陶瓷复合界面改性C/C复合材料。结果表明, 沿着C/C复合材料厚度方向SiC/TaC陶瓷相的含量迅速减少, 界面厚度下降, 界面结构则从多层SiC/TaC层状界面(I区)转变为团簇状SiC/TaC陶瓷复相界面(II区)和单层TaC陶瓷界面(III区)。在I区, 多层SiC/TaC陶瓷复合界面由SiC层(i层)、TaC层(ii层)、镶嵌有SiC颗粒的TaC复相层(iii层)、镶嵌有TaC相的SiC复相层(iv层)以及TaC层(v层)等五个子界面层组成。在II区, 陶瓷相不再以层状形式包覆, 而是呈团簇状生长在炭纤维表面。本文还探讨了多层SiC/TaC陶瓷复合界面的纳米压痕硬度和杨氏模量的分布。
关键词:
Abstract
Multi-interlayers of SiC/TaC ceramics gradient distribution were inserted into C/C composites by means of chemical vapor infiltration (CVI) and controlling the flow direction of reaction gas in the porous C/C preforms. The results show that, along the thickness direction of C/C composites, the content of SiC/TaC ceramic phase and the thickness of the multi-interlayer are decreased, while the structure of the ceramic phase also changes from multi-interlayer (Region I) to composite interlayer (Region II) and then single interlayer (Region III). In Region I, the SiC/TaC multi-interlayer is composed of five interlayers: the first SiC layer, the second TaC layer, the third TaC composite interlayer embedded with SiC particles, the fourth SiC composite interlayer embedded with fine mosaic-like TaC phase and the fifth white TaC layer. In Region II, the ceramic phase does no longer coat on the surface of carbon fiber in form of an interlayer, but of a cauliflower-like cluster. At last, the nano-hardness and elastic modulus of SiC/TaC ceramic multi-interlayer in Region I were also discussed.
Keywords:
C/C复合材料的高温氧化和烧蚀防护, 一直是国内外材料学者的研究热点[1-4]。研究表明, C/C复合材料的氧化是从炭纤维/基体界面处开始的[5]。因此, 对于C/C复合材料除了炭纤维和基体炭的性能外, 纤维与基体炭之间的界面也是影响材料氧化烧蚀性能的重要因素。基于此观点, 研究者结合涂层和基体改性的思路将高强高硬且抗烧蚀性能优良的陶瓷相以涂层的形式引入炭纤维/基体炭界面处, 以增强增韧并改善C/C复合材料防氧化、抗烧蚀性能。Labruquère等[6]用化学气相渗透(CVI)法在炭纤维/基体炭界面处引入Si-B-C等复合涂层, 提高了C/C复合材料的力学性能和抗氧化性能; C.Verdon等[7]在C/C复合材料中引入了HfC-SiC多层界面; A.Sayir[8]制备了炭纤维增强HfC和TaC/HfC基体复合材料; Chen等[9]、Zhu等[10]也开展了相关的研究工作。中南大学在陶瓷复合界面改性提高C/C复合材料防氧化抗烧蚀性能方面做了大量的研究工作, 发现在炭纤维/基体炭之间引入高强高硬且熔点高、抗烧蚀的PyC/TaC/PyC或PyC/SiC/TaC/PyC的陶瓷复合界面, 能显著提高C/C复合材料的力学性能以及防氧化抗烧蚀性能[11-14]。但是大量烧蚀试验结果表明, 在有陶瓷相保护的情况下C/C复合材料的氧化和烧蚀主要发生在烧蚀面表层1-2 mm处或更薄处。因此, 将陶瓷相均匀渗透于C/C复合材料中后, 距离烧蚀面表层较远处的大部分陶瓷相不能发挥防氧化抗烧蚀作用; 同时, 这部分多余陶瓷相的引入不但造成C/C复合材料密度大幅度升高, 还导致材料制备成本偏高, 不符合低成本高性能C/C复合材料的发展趋势。
梯度材料是指构成材料的要素(组成、结构)沿厚度方向由一侧向另一侧呈连续梯度变化, 从而使材料的性能也呈连续梯度变化的一种新型材料。国内外研究者曾关注具有陶瓷梯度结构的改性C/C复合材料的制备和性能研究。例如, Y. C. Zhu等[15]在制备功能梯度 (Si3N4+SiC) /C层时, 用熔渗法将Si渗入C/C基体表层制备出梯度分布的SiC改性C/C复合材料。李淑萍等[16]用包埋法在C/C复合材料表面制备SiC-HfSi2-TaSi2 涂层时, 部分Si 元素渗入到C/C 基体中形成了SiC呈梯度分布的改性C/C基体。但是, 上述研究在制备涂层时利用扩散作用将熔融Si渗入C/C复合材料表层的孔隙中形成陶瓷相梯度过渡, 并没有对陶瓷相在多孔C/C复合材料中的梯度分布开展设计和控制研究。
在前期研究的基础上, 中南大学通过设计强制对流工装控制反应气体在坯体中的流动方向和沉积位置, 使TaC在C/C复合材料Z轴方向呈梯度分布, 制备出梯度分布的TaC界面改性C/C复合材料, 并初步探讨了材料的微观结构和宏观弯曲强度[17]。与简单陶瓷界面相比, 由陶瓷相与炭相或多种陶瓷相交替组成的多层陶瓷复合界面在对C/C复合材料的增强增韧和防氧化抗烧蚀性能的改善方面有更大的优势。鉴于此, 本文用化学气相渗透(CVI)工艺在炭纤维/基体炭界面处引入多层SiC/TaC陶瓷复合界面, 同时, 通过控制先驱气体从低密度C/C坯体的烧蚀面向非烧蚀面强制流动, 使多层SiC/TaC陶瓷复合界面在C/C坯体中呈梯度分布, 制备呈梯度分布的多层SiC/TaC陶瓷复合界面改性C/C复合材料, 并深入研究多层SiC/TaC陶瓷复合界面在C/C复合材料中的成分和结构的分布状态以及多层SiC/TaC陶瓷复合界面的纳米硬度和杨氏模量值。
实验中使用密度为(0.56±0.05) g/cm3的准三维针刺炭毡为预制体, 其中增强炭纤维为T300-12K炭纤维, 炭纤维的体积分数为32.5%。
用CVI法在预制体中炭纤维表面制备过渡PyC层、多层SiC/TaC陶瓷复合界面层以及致密PyC层。制备过渡PyC层和致密PyC层的沉积温度为1120℃, 沉积压力为10 kPa左右, 先驱体为CH4, 并以氩气为保护气体和稀释气体; 制备SiC的沉积温度为950℃, 沉积压力为200-600 Pa, 先驱体为MTS(CH3SiCl3), 载气为高纯H2。以鼓泡方式将水浴锅中蒸发的气态MTS载入反应炉中, H2: MTS摩尔比为10, 稀释气体为高纯Ar; 制备TaC的沉积温度为800℃, 沉积压力为200-600 Pa, 先驱体为TaCl5和C3H6, Ar则同时作为TaCl5载气以及保护气体。
使用自行设计的化学气相沉积炉, 通过设计的强制对流工装控制反应气体在坯体中的流动方向和沉积位置, 使SiC/TaC陶瓷复合界面沿C/C复合材料Z轴方向呈梯度分布。在沉积完梯度分布多层SiC/TaC陶瓷复合界面以及致密PyC层后, 采用浸渍-炭化循环工艺对样品进行后续树脂炭增密。材料的最终密度约为2.2-2.4 g/cm3, 开孔隙率5%左右。
用Nova Nano SEM230型场发射扫描电子显微镜(FESEM)观察梯度C/C复合材料以及多层SiC/TaC陶瓷复合界面的微观结构, 用JEOL JXA-8230型电子探针显微分析仪(EPMA)对梯度C/C复合材料中各个区域以及多层陶瓷复合界面的元素成分进行定性定量分析。使用型号为OPX 的CSM纳米压痕仪测试多层SiC/TaC陶瓷复合界面各子界面层的纳米压痕硬度和杨氏模量。三菱锥Berkovich压头的校准是在标准硅样品上采用连续刚度法完成的。在SiC/TaC陶瓷复合界面的测试过程中, 用三菱锥Berkovich压头对界面层进行连续的加载, 保持最大载荷5mN 达到10s, 然后缷载, 得到纳米压入全过程的载荷-深度曲线。根据Oliver公式并结合载荷-深度曲线计算SiC/TaC陶瓷复合界面层的硬度和杨氏模量值[18]。测试前, 样品分别经水磨砂纸粗磨和抛光机精抛以使样品精度达到5 μm, 满足纳米压痕测试的要求。
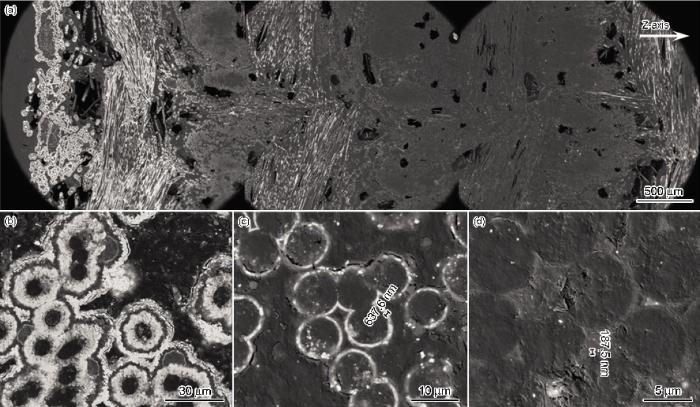
图1a给出了沉积SiC/TaC陶瓷复合界面后C/C坯体的微观结构, 图中白色部分为SiC/TaC陶瓷相。在SiC/TaC陶瓷复合界面的CVI制备过程中, 采用强制对流工艺使反应气体强制通过多孔C/C坯体, 在C/C坯体厚度方向上(Z轴方向)形成梯度分布的SiC/TaC陶瓷相: 从C/C坯体左侧至右侧, SiC/TaC陶瓷相的含量逐渐减少。根据SiC/TaC陶瓷相含量的不同, 可将C/C坯体沿Z轴方向分为I、II、III三个区域。I区与表面的距离为0-1.3 mm, 在此区域陶瓷相含量最高, 炭纤维与基体间的SiC/TaC陶瓷复合界面较厚, 约为12000.0 nm(图1b); II区与表面的距离为1.3-2.8 mm, 在此区域陶瓷含量下降, 但是炭纤维与基体间仍有明显的SiC/TaC陶瓷复合界面, 界面厚度约为637.6 nm(图1c); III区与表面的距离为2.8-5.2 mm, 在此区域陶瓷含量进一步减少, 陶瓷界面厚度仅为187.5 nm (图1d)。但是, 由于反应气体的扩散作用在坯体右侧也不可避免地生成了少量的SiC/TaC陶瓷相。
图1 沉积SiC/TaC陶瓷复合界面后C/C坯体的微观结构以及I区、II区、III区微观结构放大照片
Fig.1 Microstructures of C/C preforms after infiltration of SiC/TaC multi-interlayers (a) and microstructures of regions I (b), II (c) and III (d)
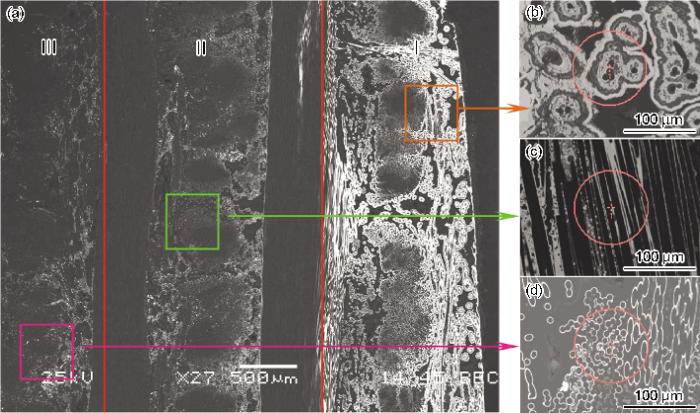
图2a给出了热解炭、树脂炭增密后SiC/TaC陶瓷复合界面改性C/C复合材料的微观形貌。可以看出, 陶瓷相在C/C复合材料中的分布仍保留了热解炭增密前的特征。I区的陶瓷相含量最多, 基体炭相对较少; II区的陶瓷相减少, 基体炭含量增加; III区陶瓷相含量更少, 基体炭更多。在较大倍数电镜下观察I、II、III三区, 分别得到图2中的b, c, d。可以看出, 在I、II、III区陶瓷相含量不同, 陶瓷复合界面的微观结构也明显不同。在I区, 陶瓷复合界面厚度较大, 白色、灰色陶瓷相均以层状形式分布在炭纤维表面, 形成了多层SiC/TaC陶瓷复合界面; 在II区, 陶瓷复合界面厚度下降, 陶瓷相不再以多层层状形式包覆在炭纤维表面, 而是呈现出灰色SiC颗粒状弥散分布于白色TaC陶瓷相的结构, 以SiC/TaC复相陶瓷界面的形式零散的生长在炭纤维表面; 在III区, 陶瓷界面厚度极低, 已经不能分辨出灰色的SiC陶瓷相, 只能看到较薄一层的TaC陶瓷界面。
图2 梯度分布SiC/TaC陶瓷复合界面改性C/C复合材料的微观结构和I区、II区、III区的微观结构及元素含量电子探针测量示意图,束斑直径为100 μm
Fig.2 Microstructures of C/C composites with gradient distributed SiC/TaC multi-interlayers (a) and microstructures of Regions I (b), II (c), III (d) and the tested zones of element content by electronic probe, with the diameter of beam spot of 100 μm
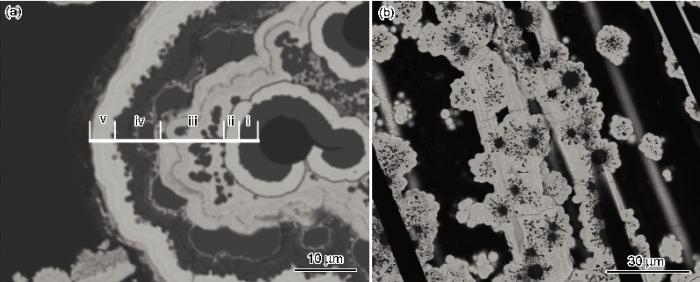
图3a给出了I区中多层SiC/TaC陶瓷复合界面的微观结构放大照片。根据形貌特征, 可将炭纤维表面的SiC/TaC陶瓷复合界面由内至外分为五层: 紧贴炭纤维的灰色SiC层(i层)、紧挨灰色SiC层的白色TaC层(ii层)、灰色颗粒+白色陶瓷相的TaC/SiC复相层(iii层)、白色细花纹状+灰色陶瓷相的SiC/TaC复相层(iv层)以及白色的TaC层(v层), 在图3中分别用i、ii、iii、iv和v标出。i层的成分为SiC, SiC具有相对较小的热膨胀系数(4.8×10-6℃-1[19]), 可作为过渡层缓解炭纤维与TaC之间的热应力; 在i层中, SiC呈明显的层状结构包裹在炭纤维表面。ii层为白色的致密TaC层。iii层主要成分为白色的TaC, 但是含有少量以颗粒状分布的灰色SiC; SiC以颗粒状分布在TaC层中, 这种SiC颗粒+TaC基体的复相界面可降低单层陶瓷涂层与炭相之间的残余热应力。iv层主要成分为灰色的SiC相, 并含有少量白色的细花纹状TaC; 其形成原因可能是: 在制备完TaC界面后再继续沉积SiC时需要从800℃降温出炉, 再升温到950℃。在这个降温升温过程中iii层的TaC在热胀冷缩过程中发生鼓泡, 形成花纹状的凸起; 随后, 后续沉积的SiC渗入到鼓泡当中形成这种灰色界面中含有白色花纹状的陶瓷复相界面结构。v层为复合界面的最外层, 其成分为TaC。
图3b给出了II区中SiC/TaC陶瓷复合界面的微观结构。由图3b可知, 陶瓷相不再以层状形式包覆在炭纤维表面, 而是呈一簇一簇的菜花状或梅花状零散的生长在炭纤维表面, 陶瓷相由灰色的陶瓷花蕊和白色的陶瓷花瓣组成。形成这种形貌的主要原因可能是: 在沉积完第i层SiC时, 由于损耗效应的存在, 能到达第II区域的SiC的先驱源气体的量已经很少, 不能在炭纤维表面形成完整的层状SiC; 同时, 先驱源气体处于沉积的后期阶段, 滞留时间短, 因此只能在炭纤维表面形成零散地且呈岛状堆积的SiC簇, 并导致沉积基底非常粗糙; 以此为基础, 后续沉积的TaC以这些零散的呈岛状堆积的SiC簇为沉积核心, 在SiC上沉积形成了这种一簇一簇的菜花状或梅花状形貌。
图3 SiC/TaC陶瓷复合界面I区和II区的微观结构
Fig.3 Microstructure of SiC/TaC multi-interlayer in Regions I (a) and II (b)
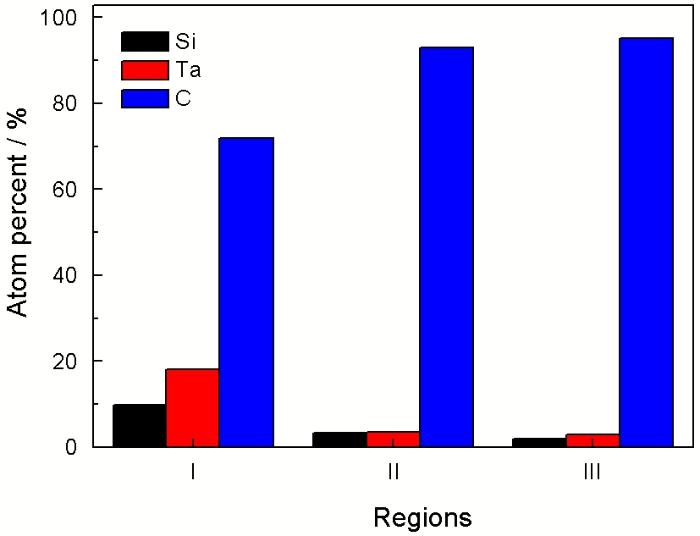
用电子探针定量表征了梯度分布多层SiC/TaC陶瓷复合界面改性C/C复合材料中I区、II区、III区中C、Si、Ta元素的含量, 束斑直径为100 μm。成分含量的测量区域见图2b、c和d, 各区域中C、Si、Ta元素的含量分布见图4。由图4所示, 梯度分布多层SiC/TaC陶瓷复合界面改性C/C复合材料的I、II及III区内的C、Si、Ta元素的含量有明显的差别。从图中可见, 从I区至III区C元素的含量逐渐增多, 而Ta和Si元素的含量均逐渐减少。同时, 这三个区域的化学组成均以C为主, 即C的含量远远高于Si和Ta的含量。结合图4的结果可以推测: 白色陶瓷相主要由Ta组成, 而灰色陶瓷相主要由Si组成。
图4 梯度分布SiC/TaC陶瓷界面改性C/C复合材料中I、II、III区C、Ta、Si元素的含量
Fig.4 Content distribution of C, Ta, Si elements in Region I, II and III
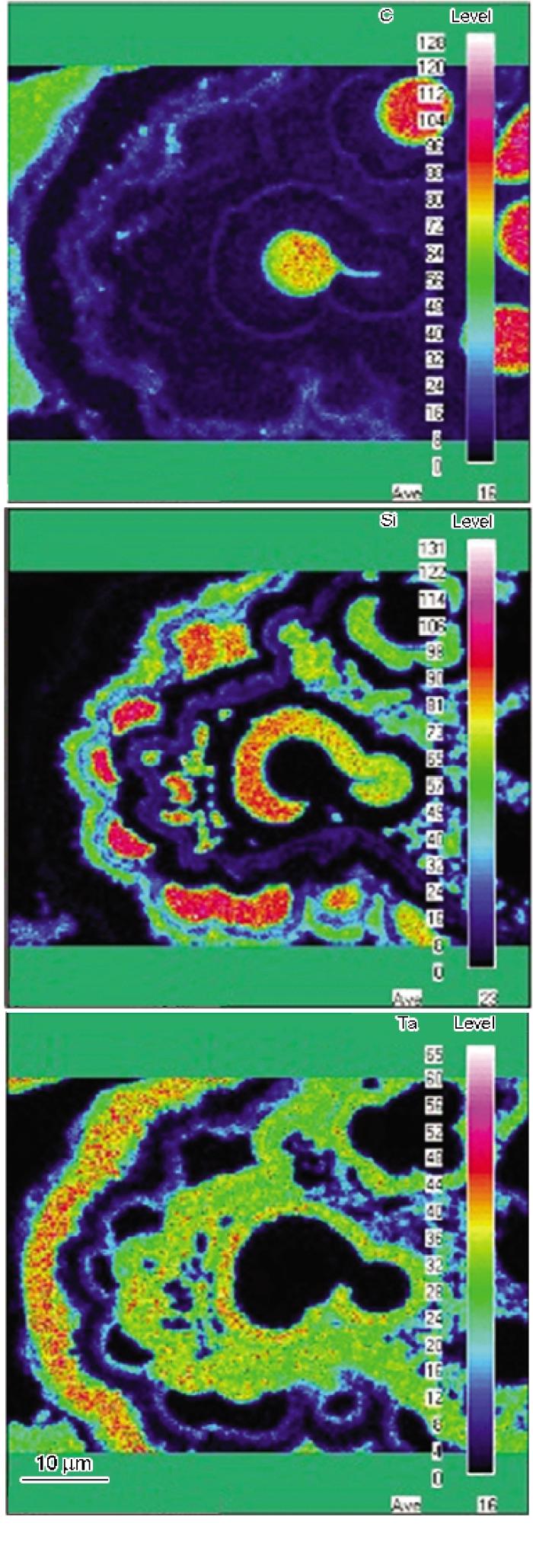
使用JEOL JXA-8230型电子探针定性描述了I 区中多层SiC/TaC陶瓷复合界面中各小层C、Si、Ta元素的成分分布。图5给出了多层SiC/TaC陶瓷复合界面中C、Si、Ta三种元素的面扫描分布图(元素定性分析)。图5表明, C元素存在于整个复合界面中, 但是主要集中在炭纤维处; Si元素主要存在于i层(炭纤维外的灰色区域)以及iii层和iv层中, 但是Si在iii层和iv层均以局部聚集形式存在; 而Ta则主要存在于ii层、iii层以及v层中。
图5 多层SiC/TaC陶瓷复合界面中元素含量面分布图
Fig.5 Distribution of (a) C, (b) Si, (c) Ta elements in the SiC/TaC multi-interlayer
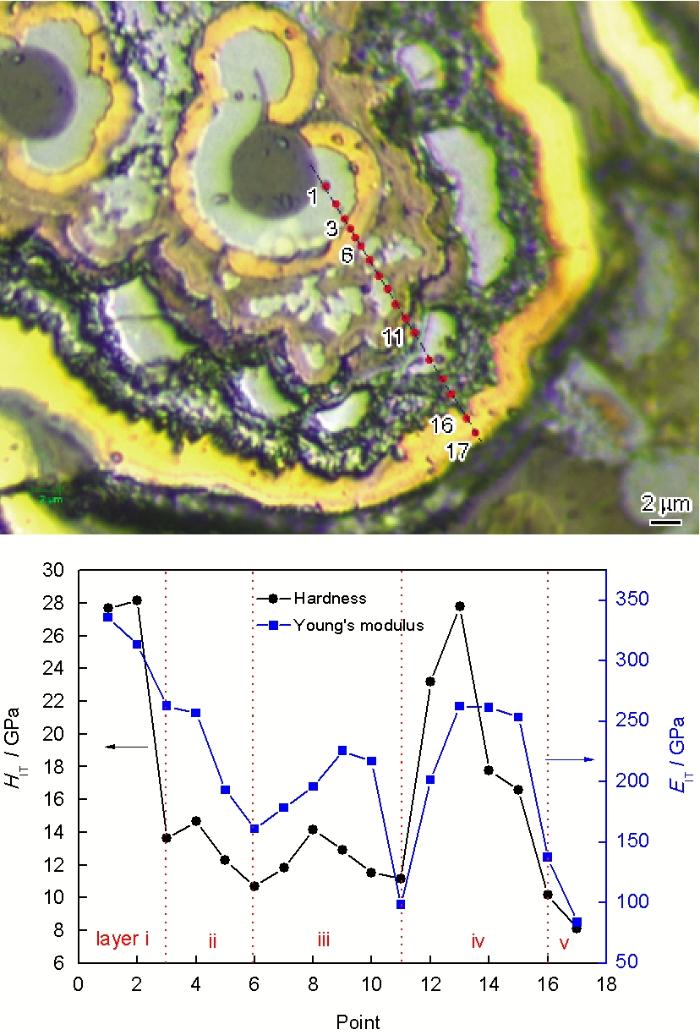
使用纳米压痕仪研究了I区中多层SiC-TaC陶瓷复合界面处各子界面的纳米压痕硬度值和杨氏模量值, 探讨了多层SiC/TaC陶瓷复合界面中硬度和杨氏模量值的分布情况。I区中多层SiC/TaC陶瓷复合界面的纳米压痕测试点及相应的压痕硬度和杨氏模量值, 如图6所示。
图6 I区中多层SiC/TaC陶瓷复合界面纳米压痕测试点及相应的压痕硬度和杨氏模量值
Fig.6 Schematic points of nanoindentation test in the SiC/TaC multi-interlayer in Region I and the corresponding hardness and Young’s modulus
由图6可知, 在多层SiC/TaC陶瓷复合界面的不同子界面, 纳米压痕硬度和杨氏模量值变化较大。在第i层1、2点处, 纳米压痕硬度和杨氏模量值最高, 硬度值达到了27.7-28.2 GPa, 杨氏模量值达到了313.7-335.9 GPa; 在第ii层、iii层, 纳米压痕硬度和杨氏模量值迅速下降到10.7-14.6 GPa和98.4-262.8 GPa之间; 而在iv层, 纳米压痕硬度和杨氏模量值又急剧增加到16.6-27.8 GPa和201.6-262.6 GPa之间; 在第v层, 纳米压痕硬度和杨氏模量值重新下降到8.1-10.2 GPa和83.7-137.3 GPa之间。
根据图6中纳米压痕硬度和杨氏模量值并结合图5对各层化学元素成分的表征, 多层SiC/TaC陶瓷复合界面中压痕硬度和杨氏模量的分布规律为: SiC含量越高的区域其压痕硬度和杨氏模量值越高, 例如以SiC为主要成分的第i层和第iv层的纳米压痕硬度值和杨氏模量值要显著高于以TaC为主要成分的第ii、iii和v层。第iii层和第iv层复相层的纳米压痕硬度和杨氏模量则介于以TaC为主要成分的第ii层和第v层以及以SiC为主要成分的第i层之间。
另外, 在本工艺条件下制备的SiC界面层其纳米压痕硬度和杨氏模量均低于在1100-1200℃条件下制备的SiC涂层的纳米压痕硬度(34-38 GPa)以及杨氏模量(380-490 GPa)[20], 而TaC界面层的纳米压痕硬度值也低于纯TaC涂层的纳米压痕硬度值(13.7-21.2 GPa)[21], 这主要归因于: (1)子界面层中含有较高含量的碳成分和(2)在较低沉积温度沉积的SiC、TaC陶瓷相的结晶度不高, 且容易形成含有较多纳米孔隙的针状晶体结构[22]。
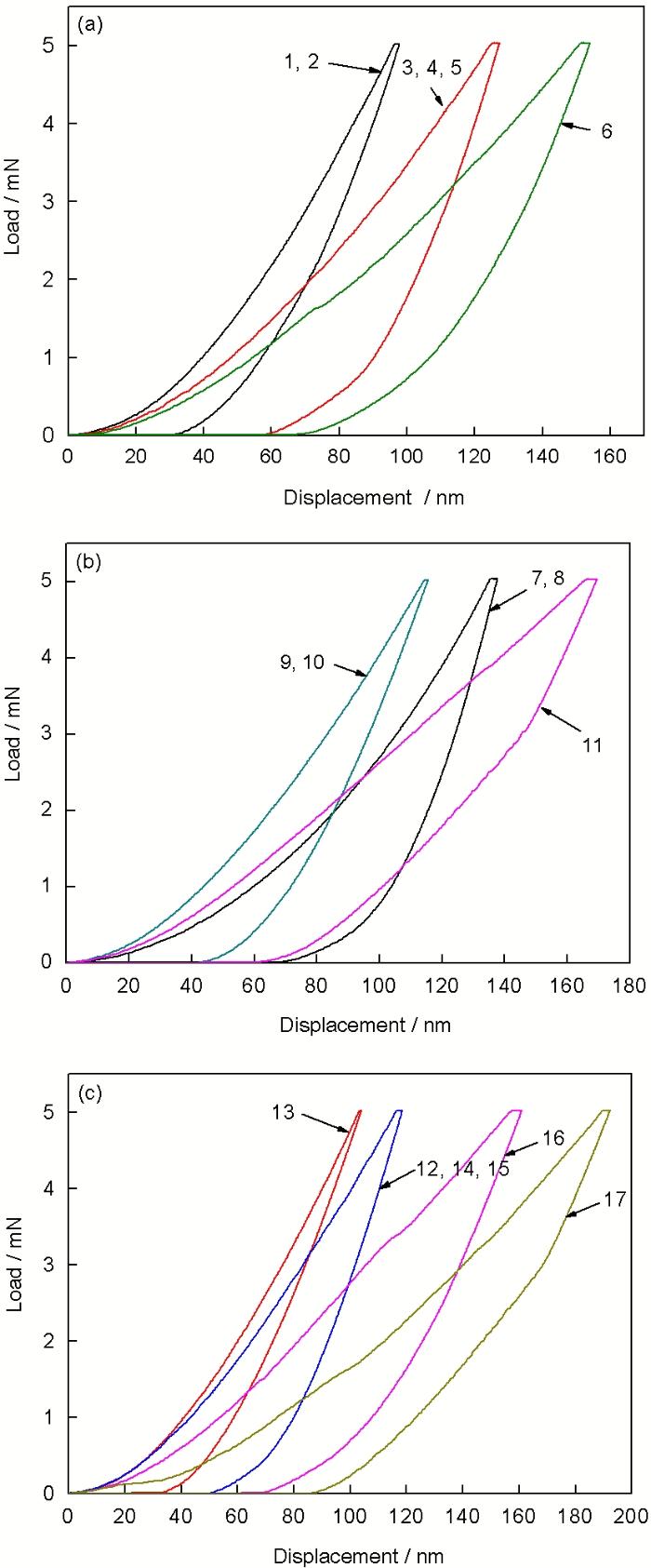
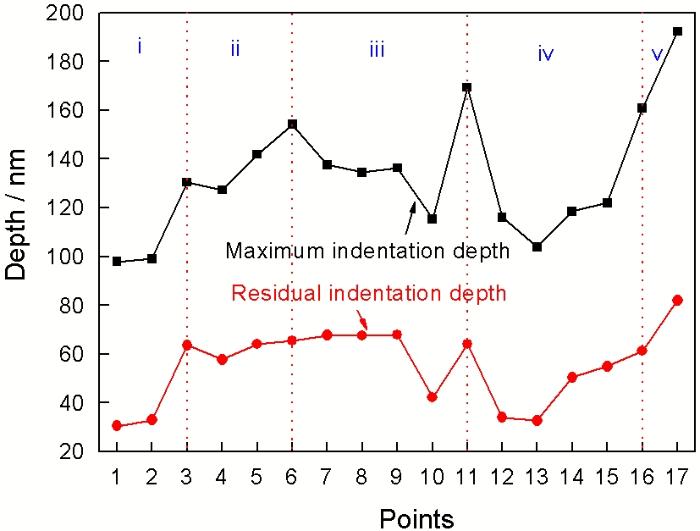
图7给出了多层SiC/TaC陶瓷复合界面中各压痕点的载荷-位移曲线。图8给出了多层SiC/TaC陶瓷复合界面中各压痕点的最大压痕深度和残留压痕深度。可以看出, 在以SiC为主要成分的第i层1、2点处, 在5 mN的最大载荷加载条件下界面层的最大压痕深度分别为97.8 nm和99.0 nm; 随后, 在缷载过程中界面压痕发生弹性回复, 其残余压痕深度分别为30.5 nm和32.8 nm, 表明界面发生了塑性变形。在以TaC为主要成分的第ii层3、4、5点处, 在相同的5 mN的最大载荷加载条件下界面层的最大压痕深度达到了141.9 nm, 缷载后残余压痕深度达到了64.1 nm。相比之下, 含TaC的界面层基体较软, 在相同载荷条件下压痕更深, 更容易产生塑性变形。在第iii层SiC镶嵌于TaC的复相层中, 因成分和结构的不同载荷-位移曲线分为三种情况。在以TaC为主的7、8、9点处, 界面层的最大压痕深度为137.7 nm, 缷载后残余压痕深度为67.7 nm。在SiC富集的10点处, 界面层的最大压痕深度为115.4 nm, 缷载后残余压痕深度42.2 nm; 与i层相比, 最大压痕深度和残余压痕深度均增加; 这主要是因为复相层中TaC相等的影响。同样的, 在第iv层TaC镶嵌SiC的复相层其载荷-位移曲线分为2种情况。在SiC富集的13点处界面层的最大压痕深度为103.9 nm, 缷载后残余压痕深度32.6 nm; 在TaC富集的点12、14和15处界面层的最大压痕深度仅达到118.5 nm, 缷载后残余压痕深度为50.4 nm。在以TaC为主的第v层17点处界面层的最大压痕深度达到了192.3 nm, 缷载后残余压痕深度则达到了82.0 nm。
图7 多层SiC/TaC陶瓷复合界面中各压痕点的载荷-位移曲线
Fig.7 Load-depth curve of each points in the SiC/TaC multi-interlayer in Region I
图8 多层SiC/TaC陶瓷复合界面中各压痕点的最大压痕深度和残留压痕深度
Fig.8 Maximum indentation depth and residual indentation depth of each point in the SiC/TaC multi-interlayer in Region I
另外, 由图8还可知, 在子界面与子界面的交界处, 最大压痕深度和残余压痕深度均要高于相邻的子界面层的值。例如, 在第ii层和第iii层的界面6点以及第iii层和第iv层的界面11点处。
1. 用等温CVI工艺在C/C复合材料Z轴方向形成了梯度分布的SiC-TaC陶瓷相。从C/C复合材料烧蚀面至非烧蚀面陶瓷相含量逐渐减少, 界面厚度下降, 界面结构则从多层SiC/TaC层状界面(I区)转变为团簇状SiC-TaC陶瓷复相界面(II区)和单层TaC陶瓷界面(III区)。
2. 在I区, 多层SiC/TaC陶瓷复合界面由SiC层(i层)、TaC层(ii层)、镶嵌有SiC颗粒的TaC复相层(iii层)、镶嵌有TaC相的SiC复相层(iv层)以及TaC层(v层) 等五个子界面层组成。
3. 因元素成分和微观结构的不同多层SiC/TaC陶瓷复合界面中各子界面层的纳米压痕硬度和杨氏模量值的变化较大; 在SiC含量高的区域硬度和杨氏模量值高, 在子界面层交界处硬度和杨氏模量偏低。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}