
李龙, 陈鑫, 高闯, 张小军, 周德敬 , 凌亚标
, 凌亚标
银邦金属复合材料股份有限公司 江苏省金属层状复合材料重点实验室 无锡 214145
LI Long, CHEN Xin, GAO Chuang, ZHANG Xiaojun, ZHOU Dejing, LING Yabiao
中图分类号: TG335
通讯作者:
收稿日期: 2014-07-2
修回日期: 2014-08-25
网络出版日期: 2015-01-25
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
通过钎焊后拉剪实验得到了不同压下量下铝/钢复合界面的结合强度, 用扫描电镜观察了不同压下量下的铝/钢复合材料拉剪断口的形貌, 并用能谱仪分析了拉剪断口上的元素。根据拉剪强度并结合断口形貌, 定义了钎焊用冷轧4A60铝/08Al钢复合材料的最小复合压下量为35%, 稳定复合压下量为50%。
关键词:
Abstract
Thin 4A60 Al-alloy clad 08Al-steel strips were made by cold rolling with different reduction rates. The clad strips were then brazed with a thin film of 3003 Al-alloy. The interfacial bonding strength of aluminum to steel was evaluated by tensile shearing test in order to determine critical rolling reduction of thin aluminum clad steel sheets. The fracture morphology and element distribution were observed and analyzed by means of scanning electron microscope (SEM), energy dispersive spectrometer (EDS), respectively. Finally, a minimum bonded reduction of 35% was suggested and the stable reduction of 50% was proposed based on the measured bonding strength and the observed fracture morphology.
Keywords:
铝/钢复合材料带兼具钢铁材料良好的力学性能以及铝合金的耐腐蚀、良好的导热性能及钎焊性能等诸多优点, 得到了广泛的应用[1-4]。电力工业不仅消耗大量的一次能源, 也消耗大量的水资源。随着火电厂大容量高参数汽轮机组的增加, 水资源短缺的状况日益严重, 采用空冷机组是解决上述矛盾的有效途径之一[5]。薄铝层铝/钢复合带材是制备电站空冷系统核心部件—空冷翅片管基管的关键材料。把铝/钢复合带材焊接制备成基管后要在其上钎焊铝合金空冷翅片, 钎焊后铝/钢界面的结合是评价空冷翅片管基管的关键。但是, 测量复层为微米级别(小于0.1 mm)的金属层状复合材料的结合强度仍有很大的难度, 目前还没有统一的性能评价标准体系[6]。井玉安等[7]开发了一种双金属复合材料抗剪强度测试装置, 成功测出了复层厚度为0.2 mm的Ni/Cu双金属材料的抗剪强度值。但是该测试装置比较复杂, 对试样的要求较高, 且无法评价复层厚度小于0.1 mm的界面抗剪强度。
本文对不同压下量的铝/钢复合带材钎焊后进行拉剪实验, 评价钎焊后薄铝层铝/钢复合带材界面结合强度, 并确定钎焊用薄铝层冷轧铝/钢复合带材的最小复合压下量和稳定复合压下量。
实验用材料为0.23 mm厚的4A60铝合金与4 mm厚的08Al钢板, 宽度为460 mm。4A60铝合金的初始状态为完全退火态(平均晶粒尺寸35 μm), 08Al钢板为热轧态(平均晶粒尺寸25 μm), 其化学成分列于表1。
表1 铝/钢复合带材中组元材料的化学成分
Table 1 Chemical composition of components for aluminum clad steel strip (mass fraction, %)
| Materials | C | Si | Mn | P | S | Fe | Al | |
|---|---|---|---|---|---|---|---|---|
| Clad layer | 4A60 | - | 0.83 | 0.01 | - | - | 0.32 | Bal. |
| Base layer | 08Al | 0.007 | 0.14 | 0.212 | 0.02 | 0.004 | Bal. | - |
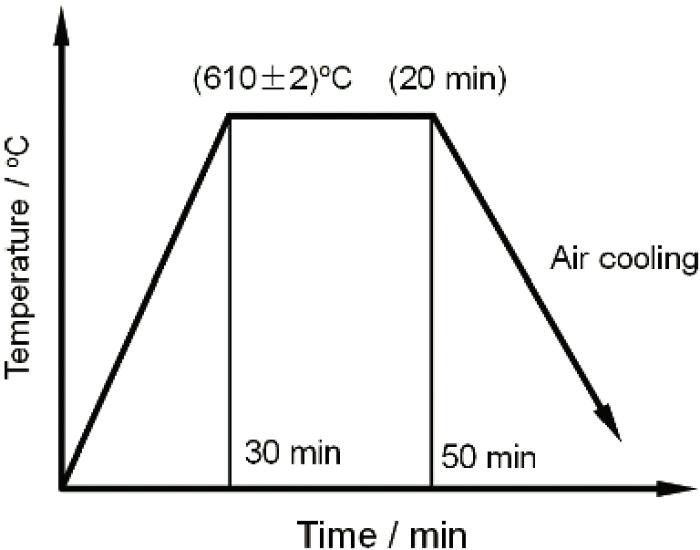
轧制复合前先将08Al钢酸洗, 然后对4A60铝合金及08Al钢待复合表面打磨(表面粗糙度Ra=(1.5±0.2) μm)。在Φ420 mm四辊轧机上采用张力经一道次冷轧复合, 压下量设定为25%、30%、35%、40%、45%、50%、55%和60%, 终轧厚度对应约为3.2 mm、3.0 mm、2.7 mm、2.5 mm、2.3 mm、2.1 mm、1.9 mm和1.7 mm。然后在520℃进行24 h退火处理, 钎焊工艺步骤为: 去除铝/钢复合带材表面油污后在10%NaOH溶液中浸泡15 min, 在保温箱中烘干后把钎剂KAlF4均匀涂覆于4A60铝合金层。最后将其放入有氩气保护的钎焊炉中, 钎焊一层厚度为2mm的3003铝合金, 总时间为60 min。图1给出了钎焊工艺参数。
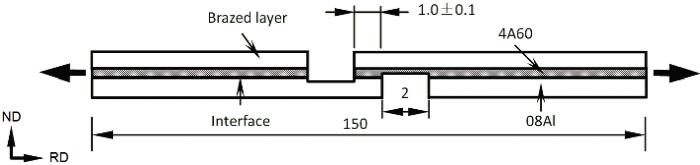
按照GB/T6393-2008对拉剪试样的规定调整了剪切槽的底部及剪切区域的尺寸, 最后采用的拉剪试样的具体尺寸在图2中给出。拉剪试验在CMT7540电子万能试验机上进行, 拉伸速率为2 mm/min, 并记录拉剪过程中的位移-力曲线。
用金相显微镜和JSM-6480扫描电镜(SEM) 观察拉剪后的断口形貌, 用EDS能谱仪(Energy Disperse Spectrum)对分析焊前后的界面元素扩散, 并对拉剪后的断口进行能谱分析。
图3给出了钎焊后界面附近的SEM形貌及钎焊前后Fe、Al元素扩散的情况。从图3a可以看出, 钎焊后界面并未出现脆性化合物; 界面08Al钢和4A60铝的复合界面并非一个平整的直线, 而是有一定起伏的曲线(曲面)。这一方面与原始材料的表面状态有关, 另一方面也和铝、钢两种不同硬度的材料在界面附近变形能力的差别有关。从图3b可以看出, 钎焊后(Brazing)Al元素有一定的扩散。通过多个试样多次重复的EDS分析发现, 冷轧态界面两侧Fe和Al元素的过渡距离基本是(2±0.5) μm, 而钎焊后Al元素的扩散距离基本是(4±0.5) μm, 变化不大, 而Fe的过渡距离基本没有变化。结果表明, 钎焊后界面存在有一定的元素扩散。元素扩散在一定的程度上会改善界面的结合质量并提高界面的结合强度, 但是由于该铝/钢复合带材是在钎焊后进行使用, 从工程应用的角度, 钎焊状态下的铝/钢复合材料的结合强度更具实际意义。
虽然扫描电镜上的EDS对元素在空间上的分辨精度在微米级别, 但热处理后结合界面会存在有元素的扩散[8-10]。按照冷轧复合理论, 在冷轧状态下很难发生元素的扩散[1]。因此, 在冷轧状态下铝/钢界面是否存在元素扩散需要用如高分辨透射电镜和3DAP等检测手段分析。
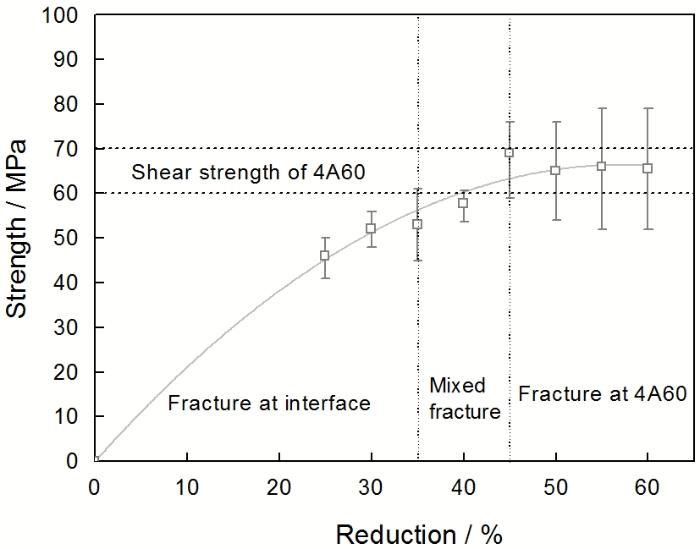
图4给出了冷轧态4A60/08Al复合带材钎焊后的拉剪结果。从图4可以看出, 随着压下量的增加界面结合强度逐渐增加, 当压下量从25%增加到50%时平均拉伸剪切强度从46 MPa增加到了65 MPa。当压下量超过50%时拉剪强度基本保持不变, 基本都在60-70 MPa范围内, 这与再结晶后的4A60拉剪强度相当。根据断口形貌(图5)对拉剪断裂行为分成了三类: 界面断裂(指断裂在铝钢界面位置)、混合断裂(指断口上既存在有铝钢界面断裂也存在有铝层断裂)和铝层断裂(指断裂仅发生在铝层上, 铝钢界面未观察到分层断裂现象)。
图3 钎焊后界面附近的SEM形貌和钎焊前后Fe、Al元素的扩散
Fig.3 Microstructure of 4A60/08Al clad material after brazing (a) and the element distribution across interface before and after brazing treatment (b)
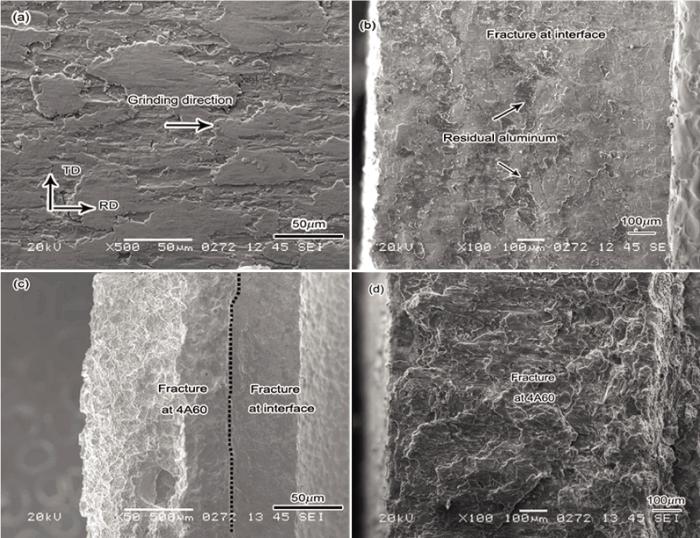
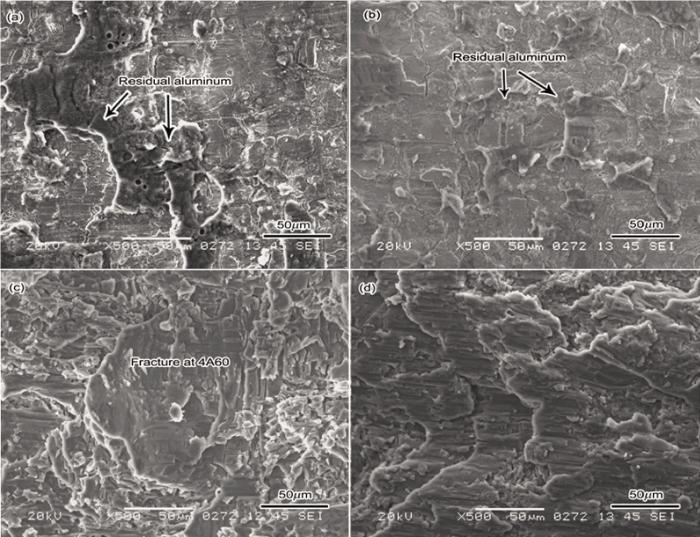
图5给出了对应不同压下量的断裂形貌, 其中图5a为复合前08Al钢的原始表面形貌。经过钢丝刷的打磨, 表面凹凸不平, 表面粗糙度Ra大约为1.5 μm。图5b、图5c、图5d分别对应压下量为25%、35%和50%的拉剪断口形貌。从图5a可以看出, 压下量为25%时断口较为齐整, 断裂发生在铝钢界面, 根据图像分析软件测定断口上存在有(30±5)%的铝, 定义此断裂形式为铝钢界面断裂; 当压下量达到35%时, 根据形貌及EDS能谱分析可知断口2/3的面积为铝层断裂, 1/3为界面断裂(图5c), 定义为混合断裂; 当压下量达到50%时拉剪试样都断裂在铝层(图5d), 定义为铝层断裂。图4还给出了不同压下量断裂形式的总结。
图4 不同压下量4A60/08Al冷轧复合带材的拉剪实验结果
Fig.4 Bonding strength of 4A60/08Al clad strips with different cold-rolling reductions
图6给出了不用压下量下拉剪断口的SEM形貌。压下量为25%时断裂发生在铝钢界面, 断口存在有残留的铝(4A60)(图5a和图6a)。从图5a及放大后的图6a可以看出, 压下量为25%时界面结合区域(残留铝的区域)的分布不均匀。当压下量达到35%时在铝钢断裂面上结合区域相对均匀(图6b), 说明此时的铝钢的复合较为稳定, 而在铝层断裂位置(图6c)有明显的撕裂棱; 当压下量达到50%时, 由于仅发生铝层断裂, 拉剪断口为明显的剪切断口形貌(图6d)。
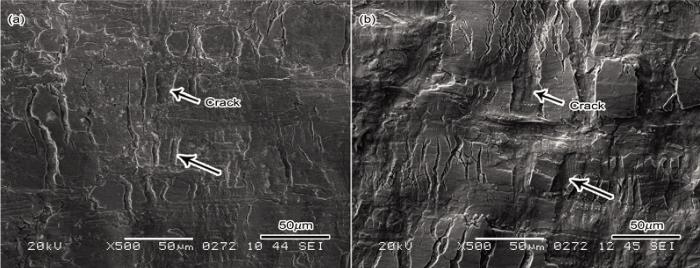
图7给出了25%及50%压下量下利用NaOH把铝层全部腐蚀掉后的钢侧界面处的形貌。从图7可以看出, 随着压下量的不断增加, 由于表面脆性硬化层的破裂, 钢的表面产生了许多裂缝, 新鲜的金属从裂口中被挤出, 相遇后产生粘合[11-13]。当压下量较小时(如25%)表面脆性硬化层虽然破裂但挤入裂缝的铝分数较低(图5b), 界面结合强度也比较低(图4); 当压下量增加到35%时断裂表面为台阶断裂(图5c), 在铝钢界面断裂处也残留大量被撕断的铝(图6b)。压下量的增加使裂缝数量增加的同时裂缝变宽(图7), 导致铝层挤入的体积增加。结合能力与挤入的面积有关, 压下量越大挤入的面积越大, 结合能力越强[14]。压下量增加到50%时断裂发生在铝层, 此时铝钢界面在拉剪状态下的结合强度已经超过了铝层本身的强度。这个结果表明, 铝与钢已经产生了较好的结合。
图5 不同压下量的铝/钢复合带材钢侧的断口形貌
Fig.5 SEM images of 4A60/08Al clad strips surface after shearing, conditions: (a) reduction in thickness: 0%; (b) 25%; (c) 35%; (d) 50%
图6 不同压下量铝钢复合带材钢侧的断口形貌
Fig.6 SEM images of 4A60/08Al clad strips surface after shearing, (a) 25%; (b) 35%; (c) 35%; (d) 50%
图7 用化学方法处理掉铝层后钢侧结合面的形貌
Fig.7 SEM images of 08Al surface after removing aluminium by chemical means at different deformation levels, (a) 25%; (b) 50%
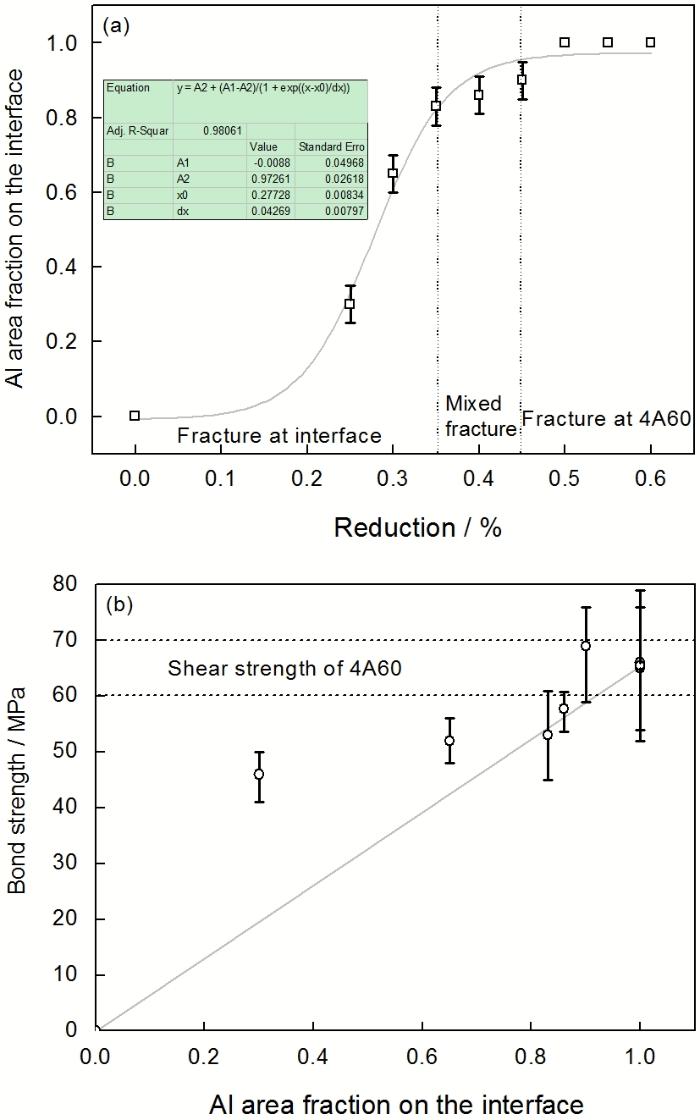
选用500倍SEM照片3张, 用图像处理软件计算了不同压下量拉剪断口残留铝的面积占视场总面积的分数, 其中没有压下时(0%)的值设为0, 超过50%压下量的铝的面积分数为100%, 具体如图8a所示。断口残留铝的面积分数与拉剪强度的关系如图8b所示。从图8a可以看出, 当发生混合断裂时(压下量为35%)断口残留铝的面积分数超过了80%。从实验结果可知, 压下量与断口残留铝面积分数的关系很好地符合Boltzmann关系, 相关系数R2=0.98。同时, 从图8b可以看出, 随着残留铝的面积分数的增加结合强度是逐渐升高的, 但是并非线性关系, 尤其是在压下量较小时(如25%)。
根据断口形貌及断裂行为把开始有铝层断裂(断裂行为为混合断裂, 见图5c)的最小压下量定义为4A60铝/08Al钢的最小复合压下量, 把仅发生铝层断裂的最小压下量定义为稳定复合压下量; 根据图4及图8给出的数据, 具有薄铝层的冷轧4A60铝/08Al钢复合材料的最小复合压下量为35%, 稳定复合压下量为50%。同时, 根据图5b铝钢的断裂形貌可以判断, 冷轧4A60铝/08Al钢复合材料的初始复合压下量应小于25%。
图8 断口铝残留面积分数与压下量的关系以及残留铝的面积分数与拉剪强度的关系
Fig.8 Relationship between Al area fraction and reduction (a) and bonding strength and Al area fraction on the fracture surface (b)
很多研究者对冷轧后的双金属界面结合机理进行了研究并对结合强度(剪切试验)进行了预测, 并认为双金属结合强度与结合表面状况及结合表面扩展率等因素有密切的关系[11-15]。
Vaidyanath等[15]在研究软钢、铝、镁、锌等材料的结合强度的基础上提出了预测结合强度的经验公式
式中
式中
式中
公式(1)和(2)表明, 金属结合强度都与双金属中软相组元的强度有关。在铝/钢复合材料中软相是4A60铝, 取4A60退火态的抗拉强度值即
通过公式(3)(
1. 钎焊后铝/钢界面未出现脆性化合物, 钎焊后Al元素存在有一定的扩散, Al扩散的距离大约为(4±0.5) μm, 元素的扩散在一定程度上可提高界面的结合质量。
2. 随着压下量的增加界面结合强度逐渐增加, 当压下量从25%增加到50%时平均拉伸剪切强度从46 MPa增加到了65 MPa。当压下量超过50%时拉剪强度基本保持不变, 并达到了4A60铝合金的拉剪断裂强度。
3. 定义开始有连续铝层断裂的最小压下量为4A60/08Al的最小复合压下量, 把只发生连续铝层断裂的最小压下量定义为稳定复合压下量; 薄铝层冷轧4A60铝/08Al钢复合带材的最小复合压下量为35%, 稳定复合压下量为50%。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}