
李鹏 , 李京龙
, 李京龙
LI Peng, LI Jinglong
中图分类号: TH117
通讯作者:
收稿日期: 2013-12-10
修回日期: 2014-03-12
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
通过引入接头形貌特征参量表征因子(取粘径比α=粘合区长度/原始直径, 比例因子η=外缘热影响区宽度/中心热影响区宽度), 研究了摩擦压力和摩擦时间等工艺参数对45号钢连续驱动摩擦焊接头的形貌及力学性能的影响。结果表明, 随着摩擦压力的升高粘径比α先升高后降低, 而比例因子η持续升高;当摩擦压力为60 MPa时, 随着摩擦时间的延长粘径比α不断增大, 而比例因子η则不断减小。当综合因子δ (δ=η/α)为1.15-1.31时摩擦焊接头的热输入量适中, 接头的力学性能良好, 可作为45号钢连续驱动摩擦焊接头良好焊接工艺规范的制定原则。
关键词:
Abstract
The influence of friction pressure and time on morphological characteristics and mechanical property of the continuous drive friction welded joints of medium carbon steel 45(GB) was investigated in terms of the newly proposed two character factors, i.e. sticky length to diameter ratio α = length of welded zone / original diameter and scaling factor η = width of outer heat affected zone / width of center heat affected zone. The results show that, with the increase of friction pressure the sticky length to diameter ratio α increases firstly and then decreases, while the scaling factor η increases all along. However, by a friction pressure 60 MPa, the sticky length to diameter ratio α increases and the scaling factor η decreases continuously with the increasing friction time. When the integrative factor δ (δ=η/α) falls in a range 1.15-1.31, the mechanical property of joints is good because the heat input is moderate, which therefore can be used as a criterion of selection of welding parameters for gaining good performance of the continuous drive friction welded joints of the steel 45(GB).
Keywords:
摩擦焊是利用焊件相对摩擦运动产生的热量将材料可靠连接的一种压力焊方法。与传统熔焊方法相比, 摩擦焊的接头性能优异, 得到了广泛的应用[1-3]。摩擦焊接头的优异力学性能, 来源于其组织特征。这些组织特征与焊缝区域经历热历程, 即参与产热和热量耗散的金属区域紧密相关。此区域组织上表现为焊缝中的热力影响区, 其外轮廓为接头的热源形貌。该热源是摩擦焊区别于其他焊接方法的重要特征, 决定了焊缝区域组织分布特征。而摩擦焊热源与工艺紧密相关, 不同工艺对应不同的热源形式和不同的热输入[4, 5]。因此, 制定合理的焊接工艺参数是保证摩擦焊接头服役性能的重要方面。
目前关于摩擦焊工艺参数的制定仍是凭借经验或是试错法, 用破坏性的检验方法, 其耗费周期较长[6-11]。尚没有可靠的理论模型作支撑来指导工艺参数的选取, 因为对接头中热输入的认识不足。由于对实验上的系统分析总结不够, 目前最流行的粗糙的二次抛物线形热输入模型(即
实验用材料为冷拉45号圆钢棒材, 其直径为14 mm, 室温抗拉强度为929±10 MPa。实验设备为C40型连续驱动摩擦焊机, 转速为1900 rpm, 最大顶锻力为40 kN。焊接工艺参数列于表1, 顶锻压力和摩擦压力相等以减小顶锻过程的影响(因为本文主要研究摩擦过程对于焊缝形貌的影响)。共进行2组6批次实验, 分别考察定摩擦时间变摩擦压力和定摩擦压力变摩擦时间对接头成形的影响。每批实验样件数量为4个, 其中1个用于观察焊缝组织形貌, 其余3个用于力学性能测试。
表1 实验用焊接工艺参数
Table 1 Parameters used in this study
| Friction pressure Pf / MPa | Friction time tf / s | Upset pressure Pu / MPa | Upset time tu / s |
|---|---|---|---|
| 15 | 2 | 15 | 5 |
| 30 | 30 | ||
| 90 | 90 | ||
| 60 | 1 | 60 | |
| 2 | |||
| 3 |
焊接结束后, 测量每组三个试样轴向缩短量后的平均值, 作为试样的轴向缩短量。另取其中一个接头进行剖切, 经打磨、抛光后用4%硝酸酒精溶液腐蚀后, 用光学显微镜(OM, OLYMPUS-PMG3)观测接头的显微组织形貌。图1所示为接头典型形貌的示意图, 根据其形貌的特征参数可进行组合, 得出特征参量表征因子的表达式为
图1 焊缝形貌特征参量示意图
Fig.1 Schematic diagram of weld appearance and characteristic parameters
其中H为粘合区长度, d为工件原始直径, Lo为外缘热影响区宽度, Lc为中心热影响区宽度。
接头力学性能的测定: 将焊后试样按照国家标准GB/T2651-2008加工成标准拉伸试样, 在Instron3382型电子万能材料试验机上以2 mm/min的加载速率进行拉伸试验, 并取3个拉伸试验的平均值作为每组工艺下的接头强度数值。
图2给出了摩擦时间为2 s不同摩擦压力条件下接头的宏观形貌和轴向缩短量变化。可以看出, 在摩擦时间相同的条件下飞边尺寸随着摩擦压力的增大而增大。相对应的轴向缩短量也正好说明了这一变化, 而轴向缩短量的增长率随着摩擦压力的增大而减小。
图2 摩擦时间2 s不同摩擦压力条件下接头宏观形貌和轴向缩短量的变化
Fig.2 Variations on (a) appearance and (b) axial shortening of joints welded at 2 s with different friction pressures
图3给出了不同压力条件下接头的显微形貌。从图3可见, 在不同摩擦压力作用下热影响区宽度、飞边尺寸以及粘合区宽度均有明显的差异, 决定了接头有不同的力学性能[13]。测量本组接头的特征形貌, 包括粘合区宽度和热影响区宽度, 并根据式(1)和式(2)计算粘径比α和比例因子η, 结果列于表2。
图3 摩擦时间2 s不同摩擦压力条件下接头的显微形貌
Fig.3 Optical micrographs of joints welded at 2 s with different friction pressures
表2 摩擦时间2 s不同摩擦压力条件下接头的形貌特征参量
Table 2 Values of characteristic parameters of the joints welded at 2 s with different friction pressures
| Pf/MPa | H/mm | Lo/mm | Lc/mm | α | η |
|---|---|---|---|---|---|
| 15 | 16.27 | 4.23 | 3.71 | 1.16 | 1.14 |
| 30 | 16.39 | 4.05 | 3.02 | 1.17 | 1.34 |
| 60 | 16.58 | 3.83 | 2.81 | 1.19 | 1.37 |
| 90 | 15.73 | 3.81 | 2.42 | 1.12 | 1.57 |
图4给出了接头形貌特征参量表征因子随摩擦压力的变化曲线。从图4a可以看出, 粘径比α随着摩擦压力的增大呈现先增大后减小的趋势。当摩擦压力较小时, 焊接过程中输入小, 发生塑性流动的金属层薄, 摩擦过程中挤出的金属较少且挤出的速率小。随着摩擦压力的增大发生塑性流动的金属层厚度逐渐增加, 挤出飞边尺寸增大, 粘合区宽度增大。而当摩擦压力超过60 MPa后摩擦过程产生的能量过多, 结果是大量金属被挤出且速率大, 飞边弯曲的角度变大, 粘合区宽度反而降低, 导致粘径比又逐渐减小。
图4 摩擦时间2 s条件下粘径比α和比例因子η随摩擦压力的变化
Fig.4 Variations of (a) sticky length to diameter ratio α and (b) scaling factor η with friction pressure
由表2可见,随着摩擦压力的增大外缘热影响区宽度和中心热影响区宽度均随摩擦压力的增大而呈减小趋势。而外缘热影响区宽度的减幅明显小于中心宽度的减幅, 说明当压力增大后接头热源的形状越来越不规则, 有由“一”型向“X”型过渡的趋势。这与美国金属手册中关于惯性摩擦焊压力影响的描述一致[12], 从而导致比例因子η反而随摩擦压力的增大而不断增大(图4b)。
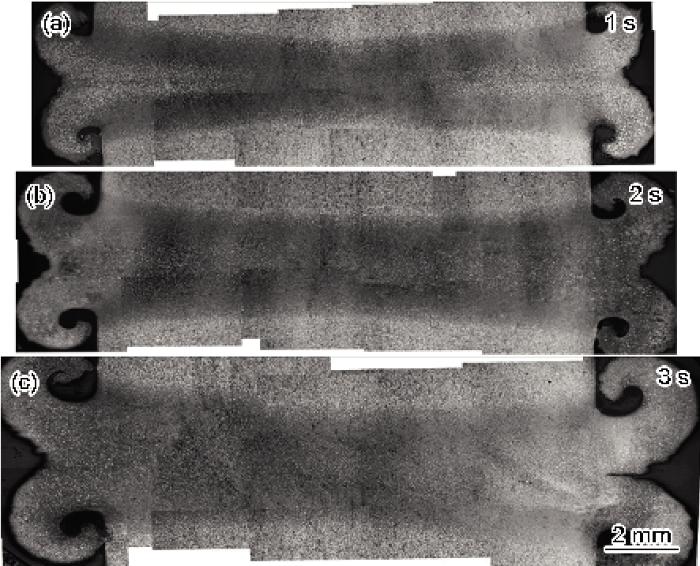
图5给出了摩擦压力60 MPa不同摩擦时间条件下接头的宏观形貌及轴向缩短量变化。从图5可见, 轴向缩短量随摩擦时间的延长近似线性增长, 与李文亚等人[14]的结论一致。图6给出了该组接头的显微形貌, 测量并计算出接头的形貌特征参量, 如表3所示。
图5 摩擦压力60 MPa条件下接头宏观形貌和轴向缩短量随时间的变化
Fig.5 Variations on (a) appearance and (b) axial shortening of joints welded at 60 MPa with different friction times
图6 摩擦压力60 MPa不同摩擦时间条件下试样接头的显微形貌
Fig.6 Optical micrographs of joints welded at 60 MPa with different times
表3 摩擦压力60 MPa不同摩擦时间条件下接头的形貌特征参量
Table 3 Values of characteristic parameters of the joints welded at 60 MPa with different friction times
| tf / s | H / mm | Lo / mm | Lc / mm | α | η |
|---|---|---|---|---|---|
| 1 | 16.10 | 3.37 | 2.33 | 1.15 | 1.45 |
| 2 | 16.66 | 3.84 | 2.81 | 1.19 | 1.37 |
| 3 | 16.94 | 4.32 | 3.20 | 1.21 | 1.35 |
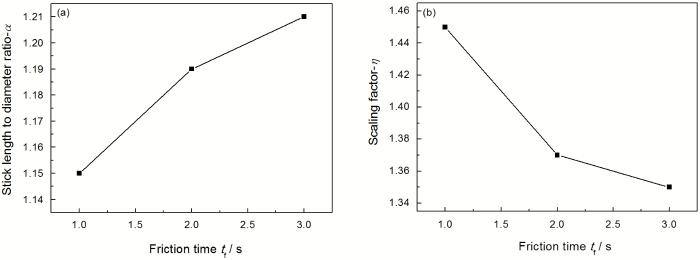
图7给出了接头形貌特征参量表征因子随摩擦压力的变化曲线。可以看出, 粘径比α随摩擦时间的延长而升高(图7a)。其原因是, 随着摩擦时间的延长界面温度持续升高, 发生塑性流动的金属层变厚, 挤出的金属量增加, 飞边尺寸持续增大, 粘合宽度也随之增大, 导致粘径比α不断增大。而比例因子η却随着摩擦时间的延长而减小(图7b)。沿半径方向的摩擦加热功率值不同, 当摩擦时间较短时界面温度来不及均匀化, 导致外缘热影响区的宽度大于中心热影响区的宽度[4]。而随着摩擦时间的延长, 界面温度逐渐趋于均匀化。尽管接头受到持续热输入的影响, 热影响区的宽度会一直增大, 但中心和外缘宽度的差异逐渐减小, 导致了比例因子η逐渐减小。
图7 摩擦压力60 MPa条件下粘径比α和比例因子η随摩擦时间的变化
Fig.7 Variations of (a) stick length to diameter ratio α and (b) scaling factor η with friction time
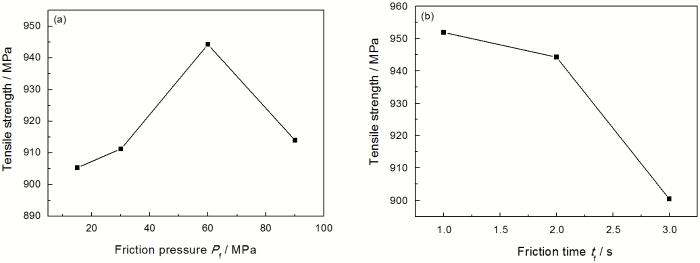
图8给出了接头抗拉强度随工艺参数的变化示意图。当摩擦时间为2 s时抗拉强度随摩擦压力的增大先增大后减小, 如图8a所示。当摩擦压力为60 MPa时接头抗拉强度随摩擦时间的延长而减小, 如图8b所示。其中, 摩擦压力为60 MPa摩擦时间为1 s和2 s的试样均在远离焊缝区的母材处断裂, 说明接头处的抗拉强度大于母材。随着热输入的增加接头的抗拉强度逐渐增加, 但超过某一临界后继续增加热输入使接头处于过热状态, 使接头的力学性能降低[15]。
图8 摩擦时间为2 s摩擦压力不同和摩擦压力60 MPa摩擦时间不同条件下接头的抗拉强度
Fig.8 Variations of tensile strength with (a) 2 s with different friction pressures and (b) 60 MPa with different friction times
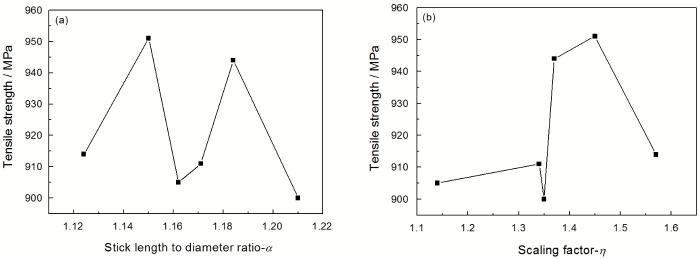
粘径比α和比例因子η是焊接工艺参数综合作用的结果, 取接头形貌特征参量表征因子为自变量, 接头的抗拉强度为因变量, 二者之间关系的示意图如图9所示。可以看出, 上述两个孤立的接头形貌表征因子与接头力学性能的关系很难用统一的规律描述。例如, 粘径比为1.15和1.19时接头的力学性能都比较高, 而处于中间1.16接头的强度却比较低。因此, 为了描述接头的特征形貌和力学性能之间的关系还需要考虑这些因素耦合在一起的影响。这里引入综合因子
图9 抗拉强度随粘径比α和比例因子η的变化
Fig.9 Variations of tensile strength with (a) stick length to diameter ratio α (b) scaling factor η
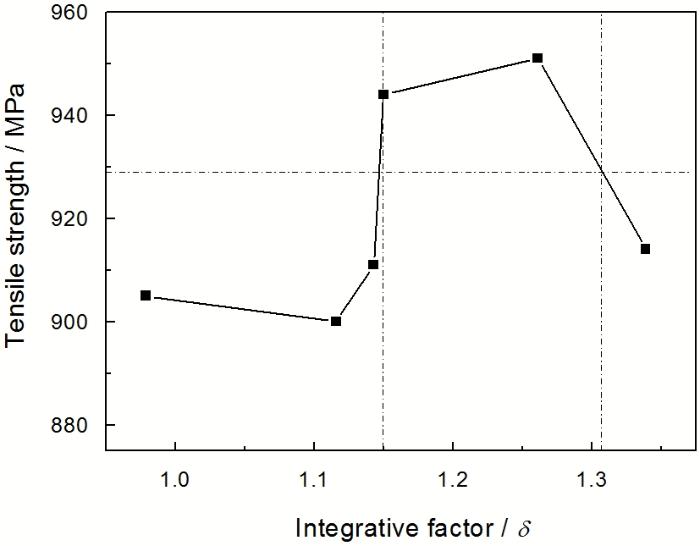
图10给出了接头抗拉强度随综合因子δ的变化。可以看出, 接头抗拉强度先随着综合因子δ呈现逐渐增大的趋势, 当其超过某一数值后又随着综合因子的增大而降低。本文的结果表明, 力学性能较好接头综合因子的范围为1.15<δ<1.31(虚线所示范围内), 处于该范围内接头的热输入量适中, 反之则属于热输入量过多或是不足。而这一范围对应的工艺参数范围为摩擦压力60-90 MPa, 摩擦时间1-2 s, 正好与实际性能优异接头的工艺参数吻合。由此可见, 该综合因子反应了工艺参数对接头性能的综合影响。
图10 抗拉强度随综合因子δ的变化
Fig.10 Variations of tensile strength with integrative factor δ
1. 对于45号钢的连续驱动摩擦焊接头, 随着摩擦压力的升高粘径比α先升高后降低, 而比例因子η不断升高, 即焊合区宽度先增大后减小, 而热源的形状越来越不规则, 由“一”型逐渐变为“X”型;当摩擦压力为60 MPa时, 随着摩擦时间的延长粘径比α持续升高而比例因子η不断降低, 即粘合区宽度不断增大, 接头温度场趋于均匀化。
2. 接头形貌是焊接工艺参数综合作用的结果, 与焊接过程中热输入状态紧密相关。当综合因子δ<1.15或δ>1.31时接头热输入状态为不足或过量, 对应飞边过小或过大, 接头力学性能均较低;而当综合因子δ处在1.15-1.31之间时, 热输入状态适中, 接头的力学性能良好, 可作为良好焊接工艺规范的制定原则。

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}