
李雨耕, 金青林 , 杨天武, 李再久
, 杨天武, 李再久
昆明理工大学材料科学与工程学院 昆明 650000
LI Yugeng, JIN Qinglin, YANG Tianwu, LI Zaijiu
中图分类号: TG146
通讯作者:
收稿日期: 2013-10-16
修回日期: 2014-02-15
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
作者简介:
展开
摘要
使用自制的Gasar装置制备出Cu、Mg和Ni三种藕状多孔金属, 将理论计算与实验结果相结合研究了材料的凝固速率对多孔结构的影响。结果表明, 对于三种多孔金属, 随着气泡半径的增大气泡的上浮速率逐渐增大。仅当金属凝固速率最大值在气泡上浮速率的范围内, 才能制备出有大量规则气孔的藕状多孔结构。
关键词:
Abstract
Lotus-type porous Cu, Mg and Ni were fabricated by a mould casting technique in hydrogen gas atmosphere. The effect of solidification rate on the structure of the lotus type porous metals was comparatively investigated by theoretical calculation and experiments. The results show that the increase of bubble radius results in an increase of bubble rising velocity for Cu, Mg and Ni. A suitable ordered porous structure can be obtained only when the maximum solidification rate is in the range of bubble rising velocity.
Keywords:
用金属-气体共晶定向凝固方法制备规则多孔金属, 源于乌克兰学者Shapovalov申请的一个美国专利[1]。用金属-气体共晶定向凝固法(也称为“Gasar”)得到的固-气共晶结构(也称为“Gasarite”), 规则圆柱形气孔定向排列于金属基体中, 有时也称为固/气复合材料或藕状材料。由于气孔沿凝固方向生长, 固/气定向凝固规则多孔金属具有规则性和方向性, 不仅具有比原致密材料更高的综合力学性能(密度低, 比模量、比强度高), 还具有一些优异性能, 如气孔强化作用[2]、小的应力集中[3, 4]、高热导率[5]。因此, 多孔材料成为用于航空、航天、汽车、信息、建筑、军事和核能等高技术领域的工程材料[6-8]。
凝固速率、氢气气压和过热度等因素, 都对多孔金属结构重要的影响。日本学者Nakajima和Hyun研究了凝固速率对多孔Cu的孔径、孔隙率的影响[9], 结果表明: 凝固速率的提高导致孔径和孔隙率的降低。本文以Cu、Mg和Ni三种金属为例, 理论计算凝固速率与气泡上浮速率的关系, 与实验结果相结合研究凝固速率对多孔材料结构的影响。
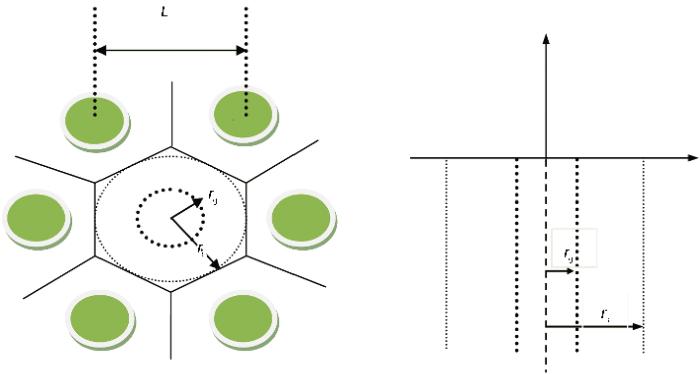
金属熔体中含有饱和的氢气。随着温度的降低熔体变得过饱和, 饱和度很大但尚未降温到共晶凝固温度TE时熔体的原始浓度C0就超过了形核浓度Cn, 从而在液相中形成了气泡。当气泡的上浮速率vG大于凝固界面向上推进速率vS时这些气泡从熔体中逸出, 如图1所示。气泡在熔体中的运动规律, 文献[10]指出: 半径1 mm以下的球形气泡的上浮速率vs可根据Stokes公式[11, 12]计算。当雷诺数Re<2时, 上浮速率
式中r为气泡半径,
式中
为了方便计算, 根据Gasar的结构抽象出金属-氢气共晶定向凝固的示意图和相应的坐标系, 如图2所示。
根据固/气共晶转变的文献[13], 有
式中
这是一个类似于Jackson-Hunt关系
图2中rg为气孔半径, L为孔间距, rs为孔间距的一半。气孔率可表示为
以气泡均质形核半径
其中
根据
求出
表1 计算中用到的材料的热物性参数
Table 1 Parameters of material for calculation
| Physical quantity | Symbol (unit) | Cu | Mg | Ni |
|---|---|---|---|---|
| Melting point | Tm(K) | 1356 | 922 | 1756 |
| Cooling temperature | T0(K) | 298 | 373 | 298 |
| Interfacial energy | slg[16](J/m | 1.31 | 0.57 | 1.75 |
| Solute distribution constant | k | 0.35[17] | 0.69[17] | 0.41[18] |
| Diffusion coefficient | [19] (mm | =0.512exp (-24600/RTm) | =0.87exp (-29820/RTm) | =0.77exp (-7436/RTm) |
| Viscosity | [20] (mPas) | 4.0 | 1.25 | 4.5 |
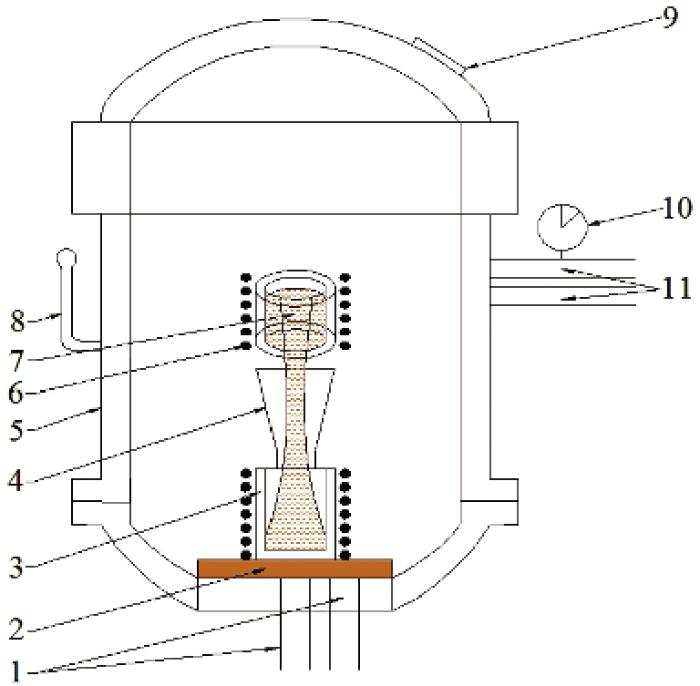
使用高压定向凝固炉制备规则多孔材料, 如图3所示。在高压氢气或氢气和氩气混合气体下, 通过电磁感应, 利用气体在液态金属和固态金属中的溶解度差使过饱和的气体在定向凝固过程中形成定向排列的气孔。制备时, 将金属放入镁砂熔炼坩埚, 抽真空使炉内气压低于10-2 Pa, 熔炼时加入设定好的2×105 Pa氢气量, 保温10 min后待过热度
图3 高压定向凝固装置示意图
Fig.3 Schematic illustration of the fabrication apparatus for ordered porous metals (1-Inlet and outlet of cooling water, 2-Copper chiller, 3-Crucible, 4-Funnel, 5-Chamber, 6-Induction-heating coils, 7-Molten material, 8-Control bar, 9-Observation window, 10-Pressure gage, 11-Inlet and outlet of gases)
表2 实验结果
Table 2 Experimental results
| Sample No. | Material | porosity (%) | Sample height S(m) |
|---|---|---|---|
| 1 | Cu | 53.6 | 0.18 |
| 2 | Mg | 44 | 0.14 |
| 3 | Ni | 10 | 0.5 |
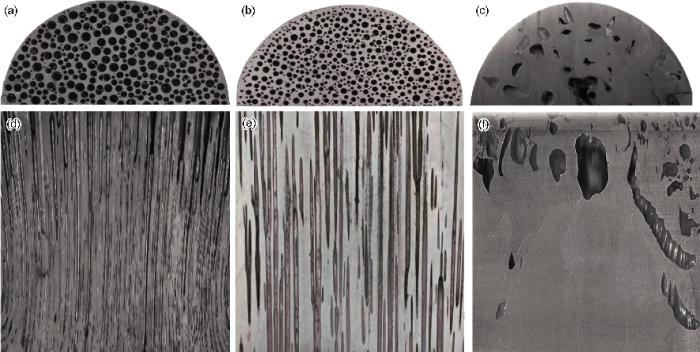
图4给出了藕状多孔Cu、Mg和Ni试样的形貌图。表2给出了藕状多孔Cu、Mg和Ni试样的孔隙率与凝固层高度。从图4可以看出, Cu和Mg的孔隙率高, 气孔均匀致密而且连续性强, 属于典型的藕状多孔结构。Ni的孔隙率低, 不规则而且连续性差, 不能得到典型的藕状多孔结构。
图4 试样Cu、Mg和Ni的横、纵截面
Fig.4 Cross section (a-c) and vertical section (d-f) of Cu (a, d) Mg (b, e) and Ni (c, f)
使用公式(10)得到Cu、Mg、Ni临界形核半径为
图5 由stokes公式算出的Cu、Mg和Ni气泡上浮速率与气泡半径的关系以及r和基体凝固速率最大值
Fig.5 Results of the bubble rising velocity against the bubble diameter calculated by the Stokes′law and metal solidification rate maximum of Cu Mg and Ni
使用表1中的数据可计算出Cu、Mg和Ni三种金属在临界形核时的凝固速率值(即最大凝固速率值)分别为
通过图5中(a)(b)(c)的比较可见, Cu、Mg两条曲线有交点, 交点处(VG=VS)和交点下方区域(VGVS)容易制备出大量规则气孔, 交点上方区域(VG>VS)很难制备出气孔。对于c图中两条曲线没有交点, 始终都是VG>VS, 那么气泡上浮速率过快, 气体大量溢出, 将很难获取气孔。
使用Gasar模铸装置可制备藕状多孔Cu、Mg、Ni。对于这三种多孔金属, 随着气泡半径的增大气泡上浮速率逐渐增大。只有当金属凝固速率最大值在气泡上浮速率范围内时, 才能制备出有大量规则气孔的典型藕状多孔结构。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}