
申造宇, 黄光宏, 何利民 , 牟仁德, 常振东
, 牟仁德, 常振东
北京航空材料研究院 北京 100095
SHEN Zaoyu, HUANG Guanghong, HE Limin, MU Rende, CHANG Zhendong
中图分类号: TG146.2
通讯作者:
收稿日期: 2014-01-17
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
作者简介:
展开
摘要
采用大功率电子束物理气相沉积(EB-PVD)制备了厚度为0.1-10 mm大尺寸薄板TiAl/Ti3Al叠层状复合材料。利用XRD和SEM对材料的组成相和微观结构进行了分析。实验结果表明: 材料由α2-Ti3Al和γ-TiAl相组成, 具有明显的层状结构, TiAl晶粒平均尺寸为1-2 µm。通过真空热处理的方法考察了微叠层材料的在不同温度下保温3 h后的结构演变, 并研究了微叠层材料层状结构的退化机理。
关键词:
Abstract
Large-sized TiAl/Ti3Al micro-laminated composite thin sheet with thickness of 0.1-10 mm was prepared by high-powerful electron beam physical vapor deposition technology in laboratory. The composition and microstructure of TiAl/Ti3Al were chacterized by XRD and SEM. The results indicated that the prepared material with visible lamellar structure was alternately composed of α2-Ti3Al and γ-TiAl phase and the mean grain size of TiAl was about 1-2 µm. The degradation process was also investigated by high temperature annealing at various temperatures for 3 h.
Keywords:
随着航空航天科技的迅猛发展, 功能材料苛刻的服役环境问题愈加突出。低密度、高塑性、耐高温、抗腐蚀、高比强度的功能材料研发至关重要, 并已成为各国研究的热点[1, 2]。现今, 具有特殊多界面结构、综合性能远高于各组分的微叠层材料受到越来越多的关注[3-6]。概括来说, 主要有三种制备叠层工艺: (1)热压配合轧制传统工艺。采用这种工艺所制备的多层薄板厚度较大, 层数较少, 层界面平整度差, 不利于材料强度的提高; (2)电沉积法。应用范围窄、沉积速率低, 工艺要求高; (3)等离子喷涂法。虽可制备层数厚度都能达到要求的微层, 但层间结合强度较低[6-9]。受这些制备工艺水平的限制, 目前国内外毫米级的微叠层材料的研究多局限于多层膜的范畴, 对具有大尺寸微米纳米级多层材料性能的研究鲜见报道。与此同时, 在众多的新型微叠层材料中, 金属间化合物因其优异的性能受到普遍的关注。其中Ti-Al系金属间化合物具有比重低、使用温度高、高温强度好、弹性模量高、抗氧化性能及抗蠕变性能优异等特点。Ti3Al的密度低于普通钛合金, 使用温度可达到700℃; 此外, TiAl具有更低的密度和可达815℃左右的工作温度。二者与钛合金和镍基高温合金相比都具有独特的优势, 可以作为中温区结构材料使用, 但室温脆性、可加工性差阻碍了Ti-Al系金属间化合物的实际应用[10-12]。
针对这一工程背景及使用条件, 本文以Ti-Al系金属间化合物为研究对象, 设计了具有两种金属间化合物结构的多层材料, 使其具有能量耗散结构的应力场, 以克服单一Ti-Al金属间化合物断裂韧性差的弱点[13]; 同时, 利用电子束物理气相沉积(Electron Beam Physical Vapor Deposition, EB-PVD)技术对Ti3Al靶和TiAl靶交替蒸积, 制备了(0.1-10 mm)大尺寸(直径40 cm)薄板微叠层材料, 分析了微叠层材料的微观结构和相组成, 通过真空退火的方法研究了微叠层材料的在不同温度下保温3 h后的结构演变, 考察了微叠层材料的层状结构退化机理。
叠层材料采用UE204B型大功率电子束物理气相沉积设备制备。实验用原材料为经过非自耗真空电弧熔炼而成的Ti-50%Al(原子分数)合金靶材和Ti-25% Al(原子分数)合金靶材; 基片为直径40 cm的圆形不锈钢片, 装入真空室前在无水乙醇中超声清洗30 min; 分离层采用氮化硼(BN), 通过分别蒸发Ti3Al和TiAl靶, 在旋转的基片上沉积获得调制结构, 通过调节束流强度和靶材沉积时间控制TiAl/Ti3Al亚层间的调制比。沉积工艺参数为: 真空度<5×10-4 Torr, 束流强度0.5-1.5 A, 基板温度600℃, 蒸发时间100-600 min, 冷却至室温后开启真空室, 从基板上剥离材料。
叠层材料相组成采用德国Bruker公司制造的D8 Advance型X射线衍射仪(XRD)测定, 使用Cu Kα作为衍射靶材(l=0.15406 nm), 最大功率2 kW, 工作电压40 kV, 工作电流40 mA, 扫描速度与步长分别为4°min-1和0.02°, 扫面范围为10°-90°; 采用FEI quanta 600型环境扫描电镜(SEM)分别对涂层的断面和表面进行组织形貌观察, 并采用能谱仪(EDS)分析涂层成分。
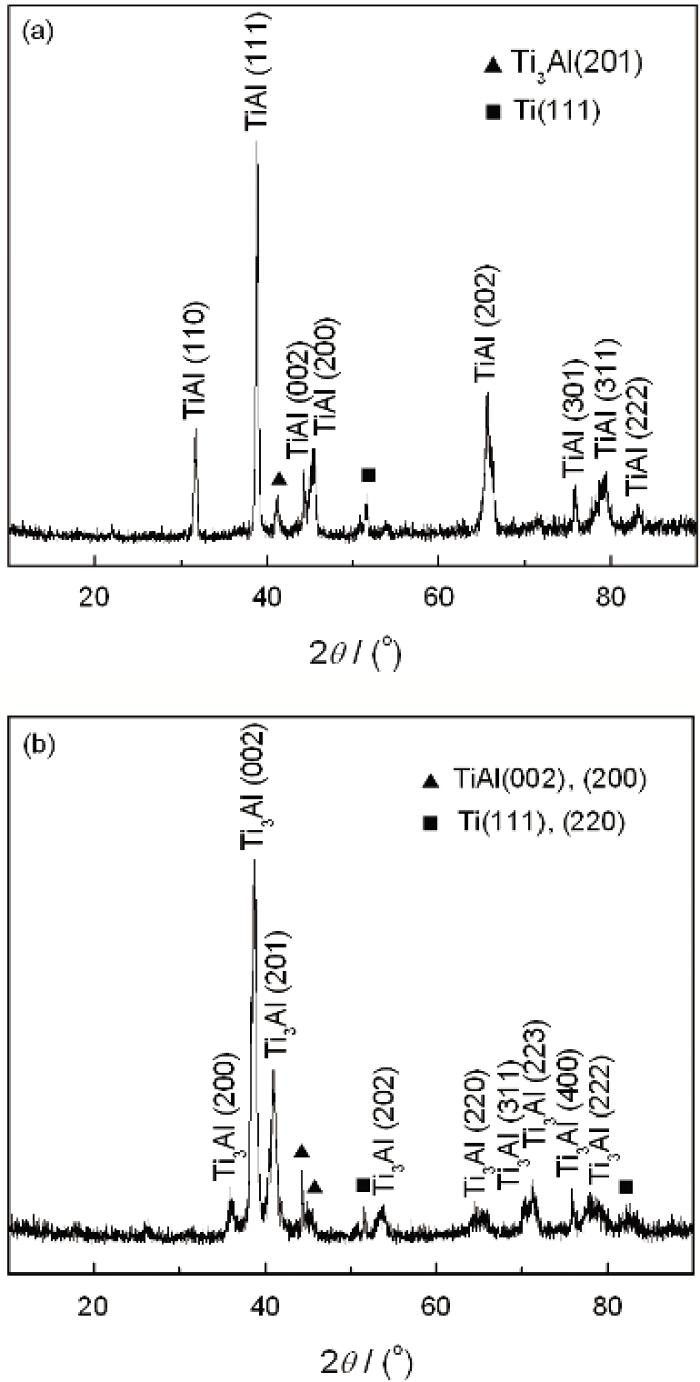
微叠层材料的相组成决定着材料的性能, 在单独蒸发TiAl和Ti3Al合金靶时, 由于饱和蒸气压与熔点不同, 会导致Ti和Al的蒸发速率不一致, 造成沉积的TiAl层或者Ti3Al层的成分与靶材成分存在差异。采用蒸发过程中在靶材表面放置少量Nb块的方法, 可以获得较高的靶材蒸发温度, 从而保证沉积层与靶材的成分接近。图1a为单独蒸发TiAl合金靶材制备的TiAl单层材料的XRD图谱, 从图中可知, 材料主要为γ-TiAl(JCPDS卡片No.05-0678), 同时存在少量密排六方结构的Ti和α2-Ti3Al; 图1b为单独蒸发Ti3Al合金靶材制备的Ti3Al单层材料的XRD图谱, 从图中可知, 材料主要为α2-Ti3Al(JCPDS卡片No.14-0451), 同时存在少量密排六方结构的Ti和γ-TiAl, 因此可以认为利用EB-PVD工艺能够获得Ti-Al金属间化合物。
图1 TiAl和Ti3Al单层材料的XRD谱图
Fig.1 XRD spectra of (a) TiAl and (b) Ti3Al single layer sample
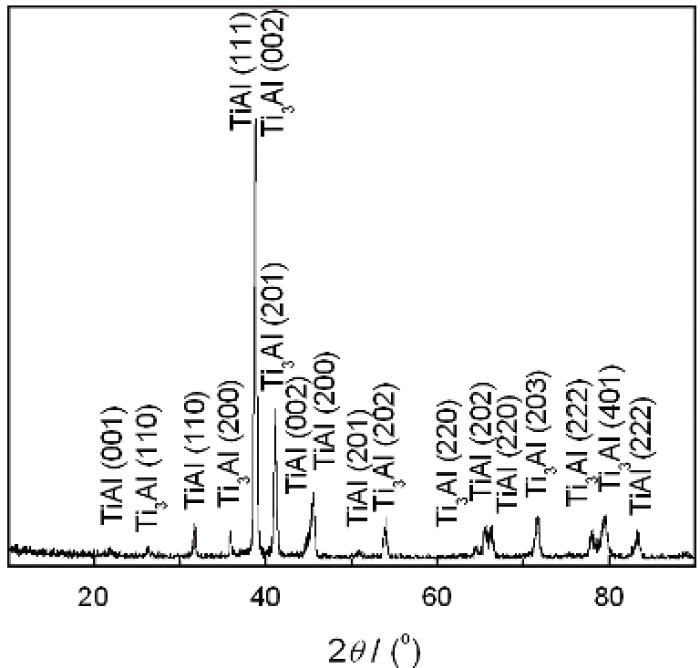
根据上述结果, 本研究组制备了TiAl/Ti3Al微叠层复合材料, 采用交替蒸发TiAl靶和Ti3Al靶, 在基板表面分别沉积而成TiAl层和Ti3Al层。图2为TiAl/Ti3Al微叠层复合材料的XRD图谱, 由图可知, TiAl/Ti3Al微叠层材料γ-TiAl和α2-Ti3Al混合组成, 图谱中标出了各衍射峰所在的晶面(其中α2-Ti3Al和γ-TiAl分别采用JCPDS卡片中的No.14-0451和No.05-0678作为标准)。可以认为, 利用EB-PVD沉积工艺能够获得两种金属间化合物层交替重叠的结构, 这种特殊的α2+γ复合相结构有利于提高材料的塑性[14]。
图2 TiAl/Ti3Al微叠层复合材料的XRD图谱
Fig.2 XRD spectra of the TiAl/Ti3Al micolaminated composites
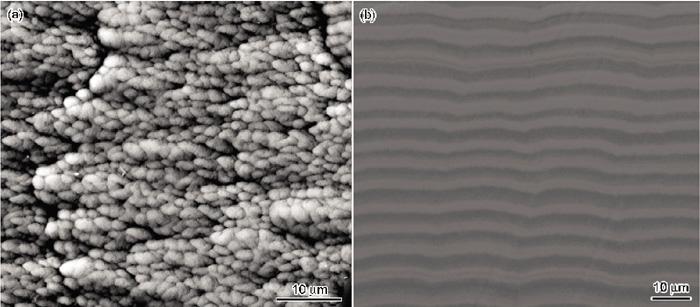
图3为TiAl/Ti3Al微叠层复合材料表面与截面的SEM照片。由图3a可以看出材料表面晶粒尺寸较小, 形貌均匀, 其大小范围在1-2 µm之间, 同时可见少量微孔结构, 存在晶界间隙。其中造成晶粒尺寸较小的主要原因是由于EB-PVD工艺冷却速度极快, 从气相几乎不经过液相阶段就直接变为固相, 包含了气相原子的沉积-吸附、表面扩散和体扩散过程。在基板温度较低的情况下, 原子体扩散不充分, 使晶粒在非均匀形核的基础上很难通过原子的体扩散方式长大, 从而造成晶粒尺寸较小[11]。图3b为沉积态样品截面的SEM照片, 从图中可以看出, 制备的材料为叠层材料, 且两种材料分布均匀。TiAl/Ti3Al材料具有明显的层状结构, 其中颜色较暗的为TiAl层, 较亮的为Ti3Al层, 层间界面平整连续, 层与层之间结合较好, Ti3Al与TiAl的平均层厚比为1∶1, 平均层间距为2 µm。
图3 沉积态TiAl/Ti3Al微叠层复合材料的表面及截面的SEM像
Fig.3 Micrographs of surface and cross-section of TiAl/Ti3Al microlaminated composites by SEM. (a) sample surface, (b) sample cross-section
图4为Ti3Al/TiAl微叠层横截面的EDS线扫描成分分析结果。测试结果表明, 制备态Ti3Al/TiAl微层板中Ti、Al元素的含量沿沉积方向呈有规律的周期性变化, 含量的波动符合叠层规律, 表明制备过程中较好地控制了双靶蒸发工艺。线扫描分析结果显示, Ti3Al层、TiAl层以及两层之间界面区的Al成分存在明显的梯度分布, 随着TiAl层向Ti3Al层的变化, Al含量呈现一个逐渐降低的趋势。依照Ti-Al二元相图, 可知Ti3Al层、TiAl层及界面扩散区分别处于α2、α2+γ和γ相区。因此, 初步判断Ti3Al/TiAl微叠层材料由α2和γ相组成。利用扫描电镜在较大倍数下观察Ti3Al和TiAl层时, 发现沉积态的Ti3Al/TiAl 微叠层小区域内无明显的分层现象, 制备叠层材料微观形貌与材料设计相符, 与XRD谱图对应。
EB-PVD制备的微叠层材料具有同种材料所不具备的优异性能, 但其微观组织结构高温变化研究并不多见[15]。Rowe等[16]和Chao等[17]发现Nb/Nb3Al材料在1000℃热处理时, Al向Nb层的扩散严重, Nb3Al的含量降低; Nb/NbCr2微叠层材料在1200℃以上NbCr2的含量也出现降低现象。研究表明, 在高温退火过程中, 存在成分的变化、相组成的改变和层间界面的融混三种导致微叠层材料组织结构演变的机制。因此, 本研究首先考察了微叠层材料样品在不同温度真空退火3h后的结构变化。图5为TiAl/Ti3Al微叠层材料样品在不同温度真空退火3 h后的XRD图谱。从图5中可以看到, 在真空退火后, TiAl/Ti3Al微叠层材料多层结构发生了一定的变化。其中, 马李等[14]对Ti-Al相互扩散体系进行了详细研究, 计算得到Al元素在Ti元素中的扩散速率和Ti元素在Al元素中的扩散速率分别为0.075 µm/s和0.066 µm/s。因此, 在TiAl/Ti3Al微叠层中Ti-Al扩散系统中, Al元素在Ti元素中的固溶度要远远大于Ti元素在Al元素中的固溶度, 可以确定Al元素为主要扩散元。随着退火温度的升高, Ti3Al(201)峰强逐渐降低, 而450℃-950℃退火后的XRD衍射峰峰强增加, 半峰宽变窄, 这主要是由于退火使叠层结构内部缺陷降低同时应力释放促使晶粒生长造成的, 表明此时已发生了的界面融混和晶粒粗化过程: 450℃-950℃区间内随温度的升高, 叠层固溶度不断增加, 衍射峰向左偏移。在950℃时变得更加严重, Ti3Al有序相的衍射峰基本消失, 仅出现TiAl固溶体的衍射峰, 表明在950℃保温3 h后, TiAl金属间化合物层通过Al扩散溶入Ti3Al层, 使初始的Ti3Al有序相变为γ-TiAl固溶体。XRD分析结果表明, 在950℃下保温3 h后, TiAl/Ti3Al微叠层材料中只存在TiAl固溶体有序相, 这是由于Al向Ti3Al层扩散, 导致了Ti3Al有序相含量的降低。因此, 在不同温度下的Al原子扩散对TiAl/Ti3Al微叠层材料的相组成及微观结构变化具有决定性的作用。依据XRD相结构分析, 扩散温度在825℃以下时, 叠层材料还能保持TiAl和Ti3Al为主体的相结构, 能初步满足材料的使用要求。
图5 不同退火温度退火3 h的TiAl/Ti3Al微叠层复合材料的XRD图谱 (RT-原始试样)
Fig.5 XRD of TiAl/Ti3Al microlaminates get from different annealing temperature for 3 h
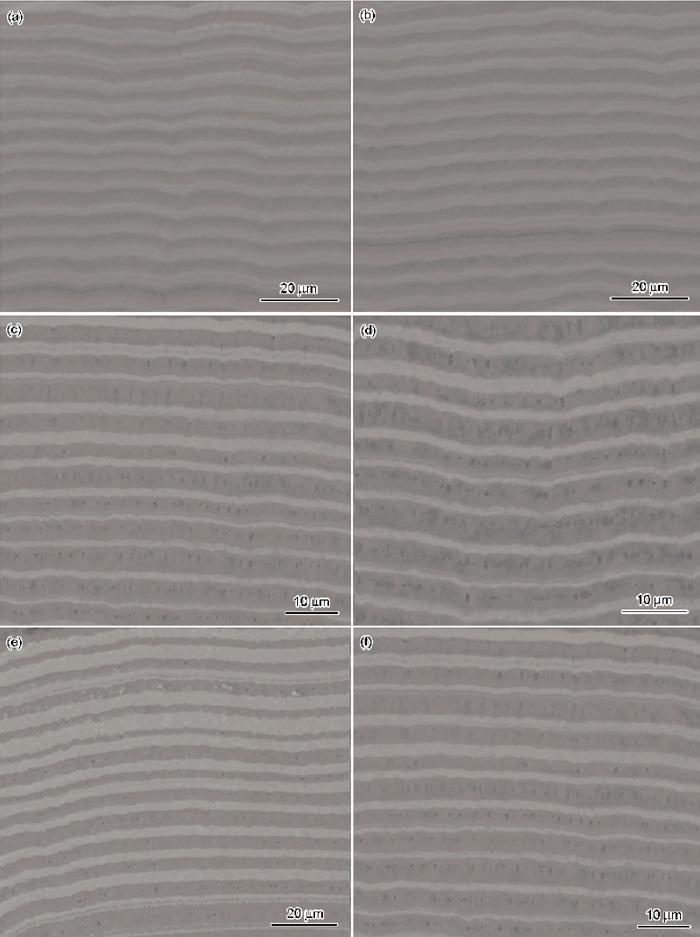
图6给出了TiAl/Ti3Al微叠层材料在不同温度高温退火后的截面微观形貌, 其中颜色较亮的为Ti3Al层, 颜色稍暗一些的为TiAl层。经过450℃退火的样品(图6b)截面形貌与之前的制备态样品截面形貌相比, 界面依然整齐可见, 没有发生明显的界面融混现象; 图6c为575℃退火的样品截面形貌, 观察发现, TiAl层局部出现孔洞, 并有继续生长的趋势。分析认为这些孔洞是真空退火中升温和降温过程导致的。Ti3Al层的热膨胀系数小于TiAl的热膨胀系数(9.3×10-6/K vs 10.1×10-6/K), 层与层之间热膨胀系数的差异将导致TiAl层在加热过程中受到拉应力作用, 从而导致了TiAl层孔洞的形成; 而在降温过程中, TiAl的层受到压应力作用, 但由于受到自身蠕变的影响而削减; 相反, Ti3Al层受到拉伸应力作用, 但由于Ti3Al良好的抗变形及抗蠕变能力, 孔洞的形成较少。另一方面, 层中孔洞形成的原因是Kirkendall Effect效应(系统中各组元扩散速率不同而引起的扩散现象), 即高温情况下TiAl层中的Al向Ti3Al层中扩散留下的空位, 形成孔洞。图6d为700℃退火的样品截面形貌, 可见TiAl层孔洞长大, 同时数目变多, 相对于Ti3Al层有较多的孔洞形成, 部分孔洞连成一体。但是经825℃退火的样品其截面形貌有所不同, 如图6e所示, 孔洞分散较好, 大小均匀, 层间扩散较充分, 形貌清晰。继续增加退火温度至950℃, 如图6f所示, 在Ti3Al层与TiAl层厚度接近的位置处, TiAl层中有较多的孔洞贯穿而过, 表明TiAl层有被Ti3Al层夹断的趋势。同时随着温度的升高, 富Al区域的Al向富Ti区域的扩散加快, 扩散到Ti3Al层中的Al以固溶的方式溶解在Ti3Al层中。界面融混现象愈加严重, 在950℃时, 层间已基本没有明显的界限, 且晶粒有明显的长大, 说明Al、Ti已经相互扩散基本完全, 最终形成γ-TiAl固溶体, XRD分析也证实了这一现象。从材料微观结构上来说, TiAl/Ti3Al微叠层材料在825℃及以下温度保持了叠层材料具有的结构特征, 未出现明显的界面融混现象, 从结构上能满足使用需求。
图6 不同温度真空退火保温3 h后的TiAl/Ti3Al微叠层材料的截面形貌
Fig.6 Cross-sectional microstructure of a TiAl/Ti3Al microlaminate annealed at different temperature for 3 h under vacuum.(a)untreated, (b) 450℃, (c) 575℃ , (d) 700℃, (e) 825℃, (f) 950℃
图6e和图6f显示, 在截面上随机地分布一些白亮的颗粒, 粒径尺寸大小不一; 经EDS成分分析表明这些颗粒的Al成分范围为60%-80%。分析认为, 高温扩散时, Al原子不断地从TiAl层溶入到Ti3Al层中。由于Al原子的不断溶入, 在Ti3Al层中形成一定的浓度梯度。距TiAl层越近的区域, Al的浓度越高; 相反, 距Ti3Al层中间越近, 其浓度越低。Ti3Al层中间区域的浓度最低。在825℃和950℃扩散时, Al是以固溶方式存在于Ti3Al层中。由于Al浓度相对于低温来说是过饱和的, 当微叠层材料从高温冷却到室温时, 过饱和的Al便要从Ti3Al中脱溶出来。刚开始冷却时, 由于Al浓度低于饱和浓度, 而不存在析出现象, 一直到较低的温度时才出现过饱和。Al原子已经很难进行长程扩散。随着温度的继续降低, 基体便只能以短程扩散和不断析出Al的方式降低基体的浓度。
对于微叠层材料, 层间界面与晶界间的相互作用是决定其结构与性能的关键性因素。分析认为, 具有界面的层状结构高温退化机制主要包含以下两个方面:
(1) 晶粒生长。晶粒长大通常是由晶粒边界的热激活迁移和晶粒边界区域系统自由能降低导致的, 可表示为: dm-d0m=Cte-H/kT。式中, d0为初始直径; d为t时间后的晶粒直径; C为相关常数; H晶粒活化能; k为玻尔兹曼常数; T为绝对温度[18, 19]。式中m对于一个给定的材料系统是恒定的, 当由曲率导致的驱动力作用于晶界迁移时, m=2; 当有外界力量导致的驱动力作用于晶界时, m>2。因此, 温度越高, 时间越长, 晶粒直径就越大。一旦晶粒生长到最大粒径时, 会因缺少突破晶粒边界的必要曲率的驱动力而被固定在界面沟槽上, 之后便进行第二个退化步骤。
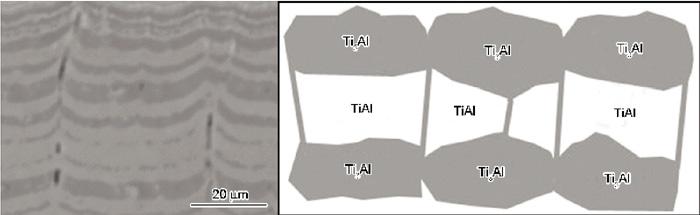
(2) 界面沟槽的生长。在界面张力的驱动下, 晶界处产生晶界沟槽, 其生长由层间扩散过程来决定。伴随着层间扩散过程, TiAl层出现孔洞, 并不断生长。分析认为, 孔洞的形成及生长受到TiAl和Ti3Al热膨胀系数差异和扩散温度高低的影响。在TiAl/Ti3Al两相的界面相交处, 存在着低能的界面取代高能界面的趋势。当热力学及动力学满足条件时, TiAl晶界处形成沟槽将不断生长, 低自由能界面逐步取代高自由能界面。一旦沟槽贯穿TiAl层, 就会产生一些TiAl孤岛现象, 最终导致层结构崩塌, 如图7所示。
图7 叠层材料界面融混示意图
Fig.7 Schematic diagram of TiAl/Ti3Al microlaminates in cross section
采用电子束物理气相沉积工艺(EB-PVD)制备了大尺寸(直径d=40 cm) TiAl/Ti3Al微叠层复合材料。XRD和SEM分析结果显示, TiAl/Ti3Al微叠层材料主要由α2-Ti3Al及γ-TiAl混合相组成, 并具有明显的层状结构。研究了TiAl/Ti3Al微叠层材料在450℃、575℃、700℃、825℃和950℃真空高温退火3 h后的组织结构演变, 其中Al元素的浓度分布与扩散温度直接决定了微叠层的相结构和形貌的变化, 结果表明层状结构的退化受到孔洞形成及长大、晶粒生长的相互作用。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}