
刘雪峰 , 李晶琨
, 李晶琨
LIU Xuefeng, LI Jingkun
中图分类号: TG146
通讯作者:
收稿日期: 2013-12-18
修回日期: 2014-01-14
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
采用退火态轧制铜带为原料, 进行不同压下率的箔轧, 研究箔轧压下率与铜箔组织织构及耐弯折性能的关系, 并探讨其机理。结果表明, 铜箔微观组织由沿轧制方向被拉长的扁平状晶粒组成, 相邻晶界间距平均值随着箔轧压下率增大而显著减小; 当箔轧压下率为90.7%时, 铜箔相邻晶界间距平均值仅为0.52 μm。铜箔轧制织构以铜型、S型和黄铜型织构为主。随着压下率的增大, 轧制织构整体强度增大, 取向不断集中。当箔轧压下率为90.7%时, 铜箔的耐弯折性能最好, 疲劳寿命可超过300次。大的箔轧压下率使得铜箔的晶粒尺寸更薄及取向更集中是铜箔耐弯折性能提高的根本原因。
关键词:
Abstract
Annealed pure copper strips were taken as raw materials, and after the processes of foil rolling, the rolled copper foils were fabricated. The effect of foil rolling reduction on microstructure, texture and bending property of the rolled copper foils was studied. The results show that the cross-sectional microstructure of the rolled copper foil consists of elongated grains and the adjacent grain boundaries spacing gradually decreases with the increase of the rolling reduction. When the reduction reaches 90.7%, the adjacent grain boundaries spacing is only 0.52 μm. Rolling textures of the rolled copper foils mainly consist of C, S and B orientation components. With the increase of reduction, the whole intensity of rolling texture increased, and the orientation concentrated continuously. The rolled copper foil with reduction of 90.7% has the best bending resistance, whose fatigue life is more than 300 times. The basic reason for the enhancement in bending performance of copper foils may be that a great foil rolling reduction makes their grains much thinner and their texture highly intensified.
Keywords:
压延铜箔广泛应用于挠性印制电路板、锂离子电池、电磁屏蔽带、软连接、TAB带载体以及变压器等诸多领域。随着电子、电气元件逐步向细线化及薄型化方向发展, 压延铜箔的应用领域越发宽广, 对其质量和性能也提出了更高要求。
优异的耐弯折性能是压延铜箔必须具备的重要性能之一, 也是压延铜箔得以广泛应用的关键。对于不同厚度的压延铜箔, 弯折过程中铜箔的硬化作用存在着差异, 因而表现出不同的耐弯折性能[1]。目前对于轧态铜箔耐弯折性能的变化规律及机理尚不明确。
对珠光体钢及退火态轧制铜箔的研究表明, 耐弯折性能与组织织构具有密切的关系。一方面, 对珠光体钢的研究[2-5]表明, 晶粒尺寸会影响材料弯折时裂纹的萌生与扩展:当晶粒尺寸较小时, 弯折裂纹萌生的临界值也较小; 同时, 相同截面积内晶界的数量得到了提高, 晶界作为位错等缺陷运动的障碍, 有效抑制了裂纹的扩展, 从而提高了材料的耐弯折性能。另一方面, 对退火态轧制铜箔的研究[6]表明, 立方织构取向高度集中(通常指轧制面中{200}Cu面取向晶粒的占有率高)的铜箔具有较为优异的耐弯折性能。
轧态铜箔成形需要经历大变形量的塑性变形, 在变形过程中铜箔的晶粒尺寸、晶粒取向以及位错组态、密度都会发生相应的改变[7]。由于铜箔包括耐弯折性能在内的力学性能与其组织织构以及位错组态、密度密切相关[8], 轧态铜箔与退火态轧制铜箔的耐弯折性能也可能存在差异。在实际应用中, 常需要铜箔兼具一定的强度和优异的耐弯折性能, 因此轧态铜箔可直接得到应用。此外, 可以从合理设置退火前的轧制工艺入手, 通过控制箔轧阶段的轧制工艺, 促进立方织构种晶(具有{220}Cu面取向的晶粒)的形成, 促使再结晶退火后立方织构的高取向成长, 从而提高退火态轧制铜箔的耐弯折性能[9, 10]。
本文研究不同箔轧压下率下铜箔微观组织及织构的演变规律, 分析轧态铜箔组织织构与耐弯折性能的关系, 并探讨其机理。
采用厚度0.15 mm的退火态轧制纯铜带材(以下简称“铜带”)为原材料, 在74.7%、82.0%、90.7%的压下率下进行箔轧, 分别得到厚度为38、27、14 µm的压延铜箔。
采用Nikon Eclipse LV150型金相显微镜(OM)和EVO18 Special Edition型扫描电子显微镜(SEM)对铜带和铜箔的微观组织进行观察。侵蚀剂配方为5 g三氯化铁、10 mL盐酸(37%)以及100 mL去离子水, 侵蚀时间为15-20 s。
利用JEM-2000FX型透射电镜(TEM)对铜带和铜箔位错组态及形貌进行观察。采用双喷减薄的方法制作透射电镜试样, 双喷液为30%HNO3+70%CH3OH, 控制双喷时温度为-40℃, 电压范围为20-30 V, 电流范围为30-50 mA。
通过D5000型X射线织构衍射仪(XRD)对铜带和铜箔的织构进行测试。衍射分析时以同成分的紫铜粉末为无织构标样, 标样粉末用手工锉成, 经0.061 mm过筛, 然后用铜箔包好, 在700℃通氢气的气氛下保温10 min以消除粉末中的应力。采用反射法测定(111)、(200)、(113)、(220)四个不同的极图, 计算得到取向分布函数。
铜箔耐弯折性能的测试方法如图1所示。首先通过夹具将铜箔固定, 再将夹具左右反复弯折135º直至试样断裂, 记录铜箔弯折的次数。铜箔弯折过程中, 弯曲表面反复交替承受拉应力和压应力。铜箔耐弯折性能测试的试样长度为100 mm, 宽度为12.7 mm, 弯折半径为0.38 mm。
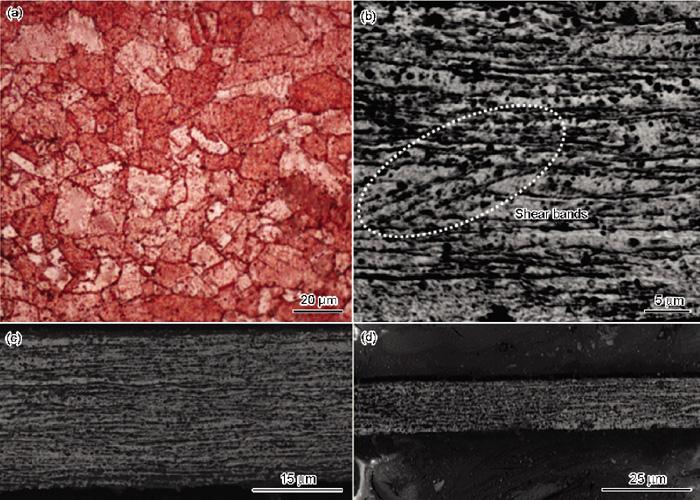
厚度0.15 mm退火态轧制铜带的纵截面微观组织为等轴晶组织, 其平均晶粒尺寸约为10 µm(图2a)。压下率为74.7%、82.0%、90.7%的轧态铜箔的纵截面微观组织如图2b-d所示。从图中可以清晰地看出, 经过箔轧阶段的变形后, 退火态铜带中的等轴晶粒沿厚度方向被压扁, 沿轧制方向被拉长, 并形成大量与轧制方向呈45º的剪切带(图2b); 随着箔轧压下率的增加, 晶粒沿厚度方向进一步被压扁, 沿轧制方向进一步被拉长; 压下率为90.7%的轧态铜箔(厚度14 μm)的平均晶粒厚度仅约0.52 µm(图2d)。
图2 退火态轧制铜带及不同压下率轧态铜箔的纵截面微观组织
Fig.2 OM image of annealed copper belt (a) and SEM images of copper foils under the reduction of 74.7% (b), 82.0% (c) and 90.7% (d)
在退火态轧制铜带中, 位错线明显(可分清线条)且分布不均匀, 总体位错密度较小(图3a)。而经过压下率为74.7%的箔轧后, 位错除了主要在晶界处塞积外, 晶内部分区域也出现了位错缠结, 位错密度相比退火态铜带显著提高(图3b)。当压下率增加至82.0%时, 位错密度进一步提高且位错相互缠结现象普遍, 形成混乱的网状结构, 局部区域形成连续曲折的位错墙(图3c)。当压下率增加至90.7%时, 晶内局部区域位错墙闭合环绕, 形成位错环结构, 并有形成形变亚晶粒晶界的趋势(图3d)。
图3 退火态轧制铜带及不同压下率铜箔位错组态及密度
Fig.3 Dislocation configuration and density of annealed copper belt (a) and copper foils under the reduction of 74.7% (b), 82.0% (c) and 90.7% (d)
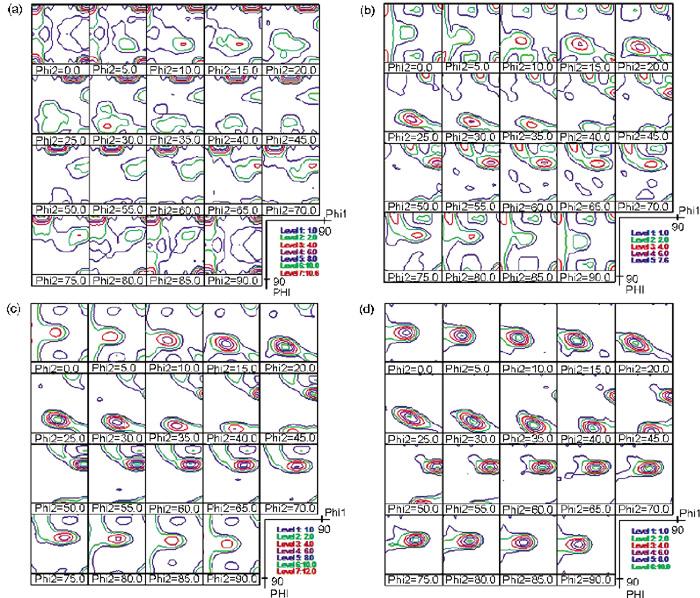
厚度0.15 mm退火态轧制铜带的织构取向分布函数(ODF)如图4a所示。从图中可以看出, 经过再结晶退火后, 铜带的晶粒取向以立方织构为主, 铜型织构、S型织构和黄铜型织构的强度都较低。而在箔轧过程中, 晶粒取向发生了明显改变。当箔轧压下率为74.7%时, 晶粒尚未完全偏离立方织构取向, 此时铜型织构和S型织构的强度有所增加, 黄铜型织构强度基本保持不变(图4b)。当箔轧压下率为82.0%时, 晶粒偏离了立方织构取向, 立方织构的强度明显降低, 轧制织构整体强度得到了提高(图4c)。当箔轧压下率为90.7%时, 铜箔中立方织构取向完全消失, 轧制织构整体强度进一步提高, 其中S型织构强度最大, 铜型织构强度较压下率82.0%时略有下降, 黄铜型织构强度显著提高(图4d)。
图4 退火态轧制铜带及不同压下率铜箔的ODF图
Fig.4 ODF of anealed copper belt (a) and copper foils under the reduction of 74.7% (b), 82.0% (c) and 90.7% (d)
图5a所示为箔轧阶段铜箔晶粒取向演变的β取向线。从图中可以看出, 铜型、S型和黄铜型轧制织构的强度整体上随着压下率的增加呈快速增加的趋势。图5b所示为箔轧阶段铜箔晶粒取向演变的β取向线在取向空间内的位置及其变化规律。从图中可以看出, 随着箔轧压下率的增加, β取向线的空间位置变化不大, 晶粒在各轧制织构取向上不断集中。
图5 铜箔轧制织构取向线分析
Fig.5 Analysis of copper foil rolling texture orientation line, (a) β orientation line, (b) position line of β orientation line
经74.7%、82.0%、90.7%压下率轧制成形的轧态铜箔在耐弯折性能测试中断裂前的弯折次数如表1所示。从表中可以看出, 铜箔虽然是轧制状态的, 但却表现出了优异的耐弯折性能。随着压下率的增加, 所轧制成形铜箔的厚度不断减小, 在耐弯折性能测试中断裂前的弯折次数呈现出增加的趋势, 耐弯折性能不断提高。
表1 轧态铜箔断裂前弯折次数
Table 1 Bending times of rolled copper foils
| Reduction | Bending times before fracture | |||
|---|---|---|---|---|
| The first experiment | The second experiment | The third experiment | Average value | |
| 74.7% | 101 | 112 | 98 | 103 |
| 82.0% | 246 | 238 | 236 | 240 |
| 90.7% | 289 | 301 | 295 | 295 |
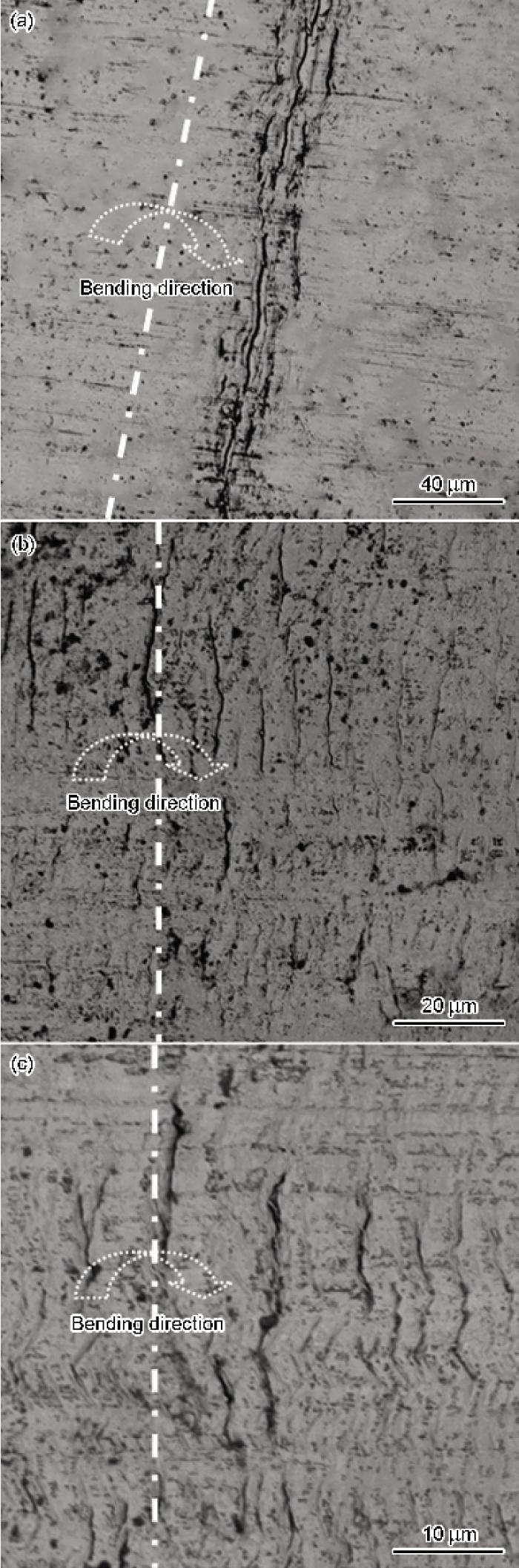
铜箔的断裂是由裂纹的集中导致的[11], 由于轧态铜箔在耐弯折性能测试中断裂前的弯折次数有所不同, 在弯折相同次数时铜箔表面产生的裂纹形貌也必然存在着差异。图6所示为反复弯折80次时(未发生断裂)不同厚度铜箔弯折表面的微观形貌。从图中可以看出, 轧态铜箔弯折表面上出现了不同形貌的微裂纹, 其方向均平行于弯折方向。在压下率为74.7%的轧态铜箔弯折表面上, 裂纹较为集中, 单个裂纹的宽度与深度较大, 部分裂纹之间发生相互连接, 继续弯折后极易发生断裂; 在压下率为82.0%的轧态铜箔弯折表面上, 裂纹数量较多但相对细小, 微裂纹分布较为分散; 在压下率为90.7%的轧态铜箔弯折表面上, 裂纹最为细小且深度较浅。从铜箔弯折表面的裂纹数目和形貌来分析, 轧态铜箔的耐弯折性能也随着箔轧压下率的增大而得到了提高; 在相同弯折次数下, 压下率为90.7%的轧态铜箔表现出最好的耐弯折性能。
图6 不同厚度轧态铜箔弯曲表面裂纹形貌
Fig.6 Curved surface cracks of rolled copper foils with different thickness, (a) 74.7% reduction, (b) 82.0% reduction, (c) 90.7% reduction
相关研究[2, 6, 12, 13]认为, 材料的耐弯折性能与其位错组态和密度密切相关:弯折过程中裂纹常萌生于位错附近, 且位错的堆积可以造成滑移带的形成而使裂纹更加容易扩展。本文研究表明, 在铜箔的箔轧过程中, 随着压下率的增加, 位错组态从单纯的在晶界处塞积, 逐渐演化为在晶内部分进行缠结, 进而形成混乱的网状结构, 局部区域形成位错墙与位错环; 位错的密度也随着压下率的增加而不断增大(图3)。如果仅从位错与耐弯折性能的关系来分析, 轧态铜箔的耐弯折性能应随压下率的增大而降低, 但本文的实验结果却与之相反。由此可知, 位错组态和密度不是影响轧态铜箔耐弯折性能发生变化的主要因素。
材料的耐弯折性能与其晶粒尺寸和织构之间也具有密切的关系[9, 10]。轧态铜箔耐弯折性能的变化可能主要受到了晶粒尺寸与轧制织构的影响。
一方面, 随着箔轧压下率的增加, 铜箔的晶粒逐渐变薄, 厚度方向相同距离内晶界的数量逐渐增加(图2)。晶粒尺寸变薄使得铜箔在弯折过程中变形更加均匀, 从而有效地减小了应力集中, 阻碍了裂纹的萌生, 使裂纹萌生的临界值得以提高[13]。同时, 位错的滑移是裂纹扩展的重要方式, 而晶界作为位错滑移的障碍可以起到延缓裂纹扩展的作用[3, 13], 相同距离内晶界数量的增加可以有效地阻挡裂纹的扩展。
另一方面, 随着箔轧压下率的提高, 铜箔织构组分类型整体上有向轧制织构集中的趋势, 且在各轧制织构取向的强度显著增加。晶粒的择优取向越集中, 相邻晶粒间的取向差就越小, 在一定的应力作用条件下, 相邻晶粒的杨氏模量差距减小, 并且滑移方向也会趋同, 使得塑性变形行为差异减小, 缓解了晶界处的应力集中, 有利于减少裂纹的萌生与扩展, 从而延缓了断裂的发生, 使铜箔的耐弯折性能得以提高。这一结果表明, 轧态铜箔中的织构组分集中也有利于其耐弯折性能的提高。
1. 轧态铜箔的微观组织由沿轧制方向被拉长、沿厚度方向被压扁的晶粒组成, 随着箔轧压下率的增加, 晶粒长度增加、厚度减小, 厚度方向相同距离内晶界的数量增加。
2. 随着箔轧压下率的增加, 铜箔的立方织构强度逐渐降低直至消失, 轧制织构的整体强度不断增加, 且晶粒向各轧制织构取向不断集中。
3. 随着压下率的增加, 铜箔厚度方向相同距离内晶界数量的增加使得铜箔在弯折过程中变形更加均匀, 同时增加了位错滑移的障碍, 阻碍了裂纹的萌生与扩展; 铜箔织构组分整体上向轧制织构集中, 且各轧制织构组分强度显著增加, 弯折过程中有效地缓解了晶界处的应力集中, 延缓了断裂的发生。大的箔轧压下率使得铜箔的晶粒尺寸更薄及取向更集中是铜箔耐弯折性能随压下率的增大而提高的根本原因。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}