
杨哲, 杨浩鹏, 吴晓春 , 濮胜君
, 濮胜君
上海大学材料科学与工程学院 上海 200072
YANG Zhe, YANG Haopeng, WU Xiaochun, PU Shengjun
中图分类号: TH117
通讯作者:
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了H13钢高能喷丸辅助双保温固体渗硼试样和未渗硼试样的高温摩擦磨损性能, 并探讨了磨损机理。结果表明, 高能喷丸辅助双保温固体渗硼后的试样得到Fe2B单相渗硼层, 高能喷丸能显著提高固体渗硼效率; 渗硼试样的高温磨损率比未渗硼试样降低了30%, 表明渗硼提高了H13钢的高温耐磨损性能。渗硼和未渗硼试样高温摩擦磨损后磨损表面均形成了氧化层, 氧化物为Fe2O3。渗硼层在高温下具有较高的硬度及良好的抗氧化性, 因此渗硼试样的高温磨损机理主要是渗硼层的疲劳剥落和氧化磨损, 而未渗硼试样的高温磨损机理主要为氧化磨损和磨粒磨损协同机制。
关键词:
Abstract
The friction and wear performance of H13 steel after a duplex pack boriding treatment assisted by high-energy shot peening the un-borided one were investigated. The experimental results show that a layer of monophase of Fe2B formed on H13 steel after the two-step pack boriding treatment assisted by high-energy shot peening; the high-energy shot peening can remarkably enhance the boriding process. The wear rate at elevated temperature of the boronized H13 steel may be reduced up to 30% in comparison with that of the bare steel. The oxide scales formed on the wear surface of the boronized steel and the bare steel all are Fe2O3. A wear mechanism concerning the elevated temperature wear is proposed that the boronized H13 steel may firstly suffered from fatigue flake of boride layer and subsequently oxidation wear due to its high hardness and excellent oxidation resistance. However, the elevated temperature wear mechanisms of the bare steel are synergistically oxidation wear and abrasive wear.
Keywords:
H13钢广泛用于制造各种锻模、热挤压模以及铝、铜等合金的压铸模。模具与炽热金属直接接触摩擦, 表面温度可达400-500℃, 特别是高速精锻机的工况温度高达到650-700℃。高温磨损是热作模具的主要失效形式之一[1], 故要求H13钢表面具有高硬度、良好的高温耐磨性能。而这些性能与材料的表面特性密切相关, 因此表面强化成为提高H13模具钢使用寿命的关键技术之一。
提高H13钢使用寿命常用的表面处理工艺, 有渗氮[2, 3]、渗硼、物理气相沉积[4]等。固体渗硼是一种热化学表面处理工艺, 在材料表面形成具有特殊物理性质的硼化物层, 使材料表面具有高硬度、高耐磨性、耐高温氧化等性能[5, 6]。但是, 传统固体渗硼的处理温度过高。复合处理工艺, 如表面形变强化技术与渗硼处理相结合, 可降低固体渗硼温度。高能喷丸技术(High-Energy Shot Peening, 简称HESP)[7]对材料表面进行机械加工, 使其产生强烈的塑性变形, 诱发试样表层的晶粒细化, 增强材料表层的化学反应动力。高能喷丸技术具有实施方便、耗能低、适应面广等优点。本文对H13钢进行高能喷丸辅助双保温固体渗硼, 研究其渗硼后的微观组织形貌、相组成及其显微硬度梯度。对未渗硼和渗硼试样进行高温摩擦磨损实验, 研究渗硼对H13钢高温耐磨性的影响, 并探讨其高温磨损机理。
实验材料为退火态H13热作模具钢, 其化学成分(质量分数, %)为C 0.416, Cr 4.834, Si 1.026, Mo 1.364, V 0.908, Mn 0.335, P<0.030, S<0.030, Fe余量。
用于观察双保温固体渗硼后渗层组织形貌的试样尺寸为12 mm×12 mm×4 mm , 用于高温摩擦磨损实验的试样尺寸为10 mm×10 mm×36 mm。喷丸处理工艺参数: 球丸为铸钢弹丸, 平均直径为0.8 mm, 喷丸气压为0.5 MPa, 共进行6个循环变形周期, 每个周期时间为5 min, 每两个循环变形周期之间停止喷丸进行冷却, 时间为5 min; 喷射角度与工件之间夹角为70°-90°。
采用不锈钢渗灌方法渗硼, 所用箱式电阻炉的型号为SX2-10-13。固体渗硼的实验配方为10%B4C+80%SiC+5%KBF4+5%C。渗硼的基本步骤: 试样机加工—脱脂清洗—固体渗硼—去除残留渗剂—真空淬回火。固体渗硼时, 先在100℃保温1 h以烘干耐火泥; 然后进行双保温渗硼, 即先在600℃保温2 h, 而后在850℃保温8 h; 对渗硼后试样进行1030℃真空油淬, 580℃、2 h两次真空回火。对未渗硼试样采用1030℃真空油淬, 580℃、2 h两次真空回火处理工艺。
用UMT-3型高温摩擦磨损设备对渗硼前后的试样进行高温干摩擦磨损实验。试验为球-平面线性往复滑动摩擦, 进行摩擦实验的面为10 mm×36 mm的表面, 摩擦副为SiC陶瓷球, 直径为9.5 mm, 硬度为2800 HV。实验条件温度设定为700℃, 载荷为20N, 摩擦行程为10 mm, 摩擦时间为20 min, 总滑行距离为120 m。体积磨损率按Ws=V/(pd)计算, 式中V为磨损体积, d为滑行总距离, p为载荷。
用Zeiss Supra40型扫描电子显微镜(SEM)观察渗硼后试样渗层的微观形貌、高温摩擦磨损实验后磨损表面形貌、横截面组织形貌并进行能谱分析(EDS)。用MH-3型维氏显微硬度计测量渗硼层的显微硬度梯度, 用D/max-2550型X射线衍射仪(XRD, Cu靶)对渗硼试样及高温摩擦磨损后的试样进行物相分析, 并使用NPFLEX-LA型表面轮廓仪测量高温摩擦磨损实验后试样的磨损体积。
经过高能喷丸处理的H13钢, 其表层出现纳米级晶粒, 使表层存在大量晶界以及较高的位错密度, 在渗硼过程中能为硼原子提供更多的扩散通道, 促进渗硼过程[8]。Lu等[9]研究了H13钢表层纳米晶的热稳定性, 证实表层纳米晶可在600℃维持其晶粒尺寸不发生显著的回复再结晶。在600℃保温使硼原子热扩散进入试样表层, 高能喷丸处理使试样表层晶界缺陷增多, 有利于硼原子的扩散。因此高浓度的硼原子扩散进试样表层, 有效增强了高温固体渗硼动力学。
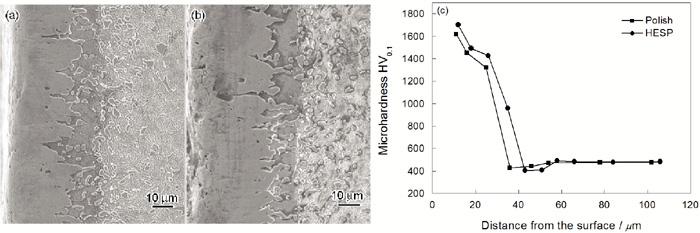
图1a和b分别为抛光态试样和高能喷丸辅助试样双保温固体渗硼后截面的SEM图, 显示出渗硼层有明显的锯齿状形貌, 有利于增强渗层与基体间的结合力; 这种形貌是硼化物层择优取向生长的典型特征, 与基体材料合金元素含量、渗硼温度及时间等因素有关。抛光态试样双保温固体渗硼获得的渗层厚度约为30 μm, 而高能喷丸辅助试样渗硼后得到的渗层厚度约为40 μm, 且其致密性较好, 表明高能喷丸处理可以促进固体渗硼过程。对固体渗硼后试样进行真空淬回火处理, 试样截面的显微硬度梯度如图1c所示。抛光态试样固体渗硼后试样表层的硬度达到1600HV0.1, 高能喷丸辅助试样渗硼后表层的硬度达到1700HV0.1, 大约是基体硬度的4倍。这表明, 双保温固体渗硼后试样表层的硬度大幅度提高。经过表面机械研磨处理后, H13钢获得了纳米化的表层, 渗铬后形成碳化铬覆层晶粒尺寸比抛光态试样的粗晶表层渗铬所得碳化铬细小, 使其渗铬层硬度显著增加[9]。类似地, H13钢经高能喷丸表面纳米化后, 表层晶粒细化使晶界体积分数增加, 在渗硼过程中铁硼相形核点增多, 使其形核率显著增大, 能有效得到晶粒细化的铁硼相, 使渗硼层硬度进一步提高。由显微硬度梯度可知, 在渗层与基体之间存在硬度较低的区域。原因可能是H13钢中硅含量较高, 硅原子基本不固溶于硼化物中, 在渗层与基体的过渡区形成富硅区域, 且硅为铁素体形成元素, 在后续的热处理过程中该区域易形成铁素体区, 因此渗硼后会出现硬度较低的区域[10]。
图1 抛光态试样(Polish)和高能喷丸辅助(HESP)试样双保温固体渗硼横截面SEM像及显微硬度梯度变化曲线
Fig.1 SEM images of the cross section of (a) the polished specimen and (b) the HESP specimen with a duplex pack boriding treatment and the corresponding microhardness gradient of them (c)
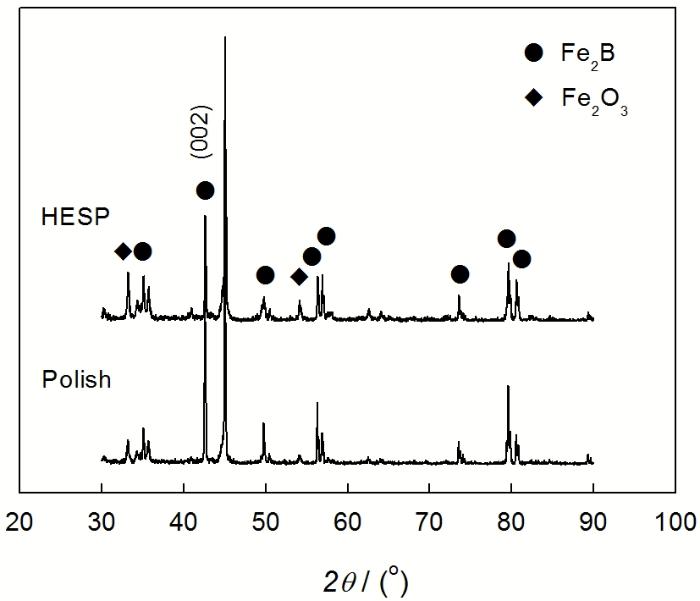
图2给出了双保温固体渗硼后试样的XRD图。由图2可知, 经固体渗硼和真空淬回火处理后, 抛光态试样和高能喷丸辅助试样获得的渗硼层均由单相Fe2B组成, 从而能避免FeB相和Fe2B相因热膨胀系数、比容等不同而产生高的界面应力, 改善渗层的应力分布, 减少渗层脆性, 提高渗硼层性能[11]。(002)晶面相对衍射强度较高, 说明(002)晶面与试样表面平行的晶粒数目很多。对于块状样品, 只有那些与试样表面平行, 又满足布拉格方程的晶面才能产生衍射。故某一晶面相对衍射强度异常增加, 就说明沿此晶面产生了择优取向。Fe2B为正方点阵, 其[002]晶向垂直于(002)晶面, 即Fe2B沿[002]晶向产生了择优生长取向[12]。这与图1a和b中锯齿状的硼化物层形貌特征相一致。XRD检测到了较弱的Fe2O3相衍射峰, 可能是双保温固体渗硼后热处理时试样表面在回火过程中轻微氧化导致。
图2 抛光态试样和高能喷丸辅助试样双保温固体渗硼后XRD图谱
Fig.2 XRD spectra of the polished specimen and the HESP specimen with a duplex pack boriding treatment
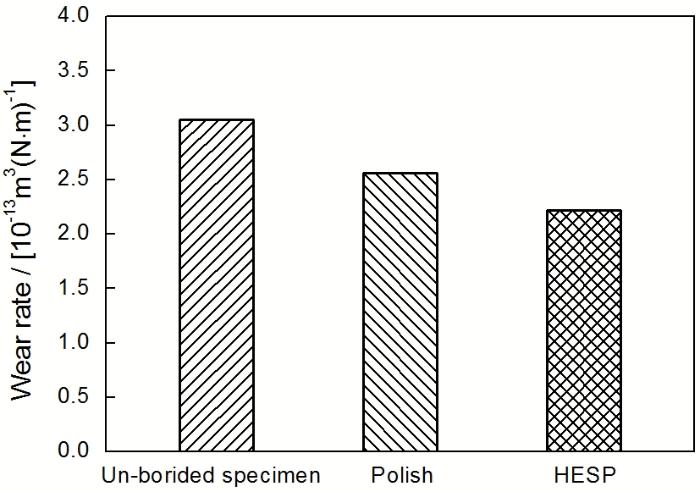
图3给出了未渗硼试样、抛光态渗硼试样及高能喷丸辅助渗硼试样高温摩擦磨损后的磨损率, 未渗硼试样的磨损率为3.05×10-13 m3(Nm)-1, 抛光态渗硼试样的磨损率为2.56×10-13 m3(Nm)-1, 高能喷丸辅助渗硼试样磨损率为2.22×10-13 m3(Nm)-1。相比于未渗硼试样, 抛光态渗硼试样磨损率下降了约16%, 高能喷丸辅助渗硼试样下降了约30%, 表明高能喷丸双保温固体渗硼可显著降低H13钢高温磨损率。相比于抛光态试样, 高能喷丸试样双保温固体渗硼后获得的渗层更厚, 表层渗硼层硬度更高, 能更有效地抵抗磨粒磨损和高温氧化磨损; 且高能喷丸试样渗硼后所得的铁硼相晶粒细化, 能有效提高渗硼层抗疲劳性能, 延缓渗硼层的疲劳磨损剥落, 因此高能喷丸渗硼试样的磨损率显著低于抛光态渗硼试样。渗硼后的钢件表面形成具有较高硬度(1400-2300 HV)的硼化物层, 渗硼层在高温下保持高的硬度, 热稳定性好, 且有良好的高温抗氧化性; 而未渗硼试样, 在700℃高温(高于其回火温度580℃)磨损实验条件下, 与陶瓷球直接接触摩擦, 磨损严重, 且其基体在高温容易氧化, 表层形成的氧化层易剥落, 使磨损量增加。因此, 双保温固体渗硼可显著提高H13钢的高温耐磨性。
图3 未渗硼试样、抛光态和高能喷丸辅助双保温固体渗硼试样高温摩擦磨损率
Fig.3 Wear rates at elevated temperature of un-borided specimen, the polished specimen and the HESP specimen with a duplex pack boriding treatment
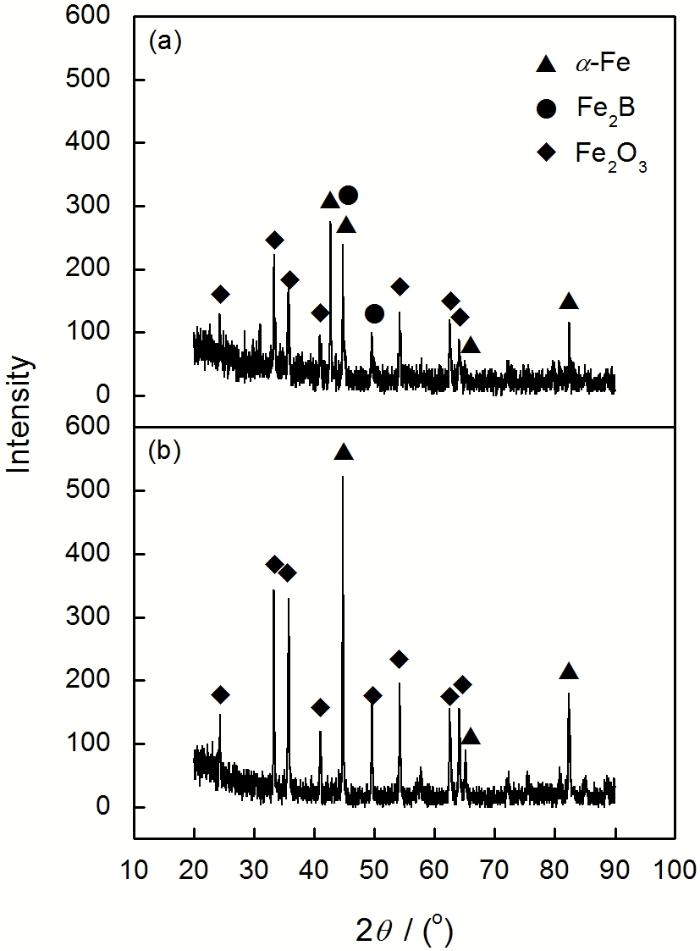
未渗硼试样和高能喷丸辅助双保温渗硼试样高温摩擦磨损后的磨损表面XRD如图4所示。由图4可知, 未渗硼试样磨损表面由α-Fe和Fe2O3组成, 渗硼试样磨损表面由Fe2B、α-Fe和Fe2O3组成, 表明高温磨损机理中包含氧化磨损。渗硼试样磨损表面存在Fe2O3相, 说明经过700℃、20 min的高温摩擦磨损, 磨损表面形成了氧化物。但是未渗硼试样Fe2O3的衍射峰明显高于渗硼试样(图4), 表明未渗硼试样高温磨损后表面形成了更多的氧化物。高能喷丸辅助双保温固体渗硼后试样表层形成了40 μm的渗硼层, 渗硼层具有良好的抗高温氧化的能力, 因此渗硼后的试样高温磨损后得到的氧化物较少。
图4 未渗硼试样和高能喷丸辅助双保温固体渗硼试样的高温磨损表面XRD谱
Fig.4 XRD spectra of the wear surface at elevated temperature of un-borided specimen (a) and (b) the specimen with a duplex pack boriding treatment assisted by HESP
氧化磨损机制强调氧化膜的形成、长大及剥落, 通过氧化层中原子的扩散速度影响磨损率。Quinn[13]将常温下的氧化理论推广到高温下的滑动磨损中, 指出温度升高致使表面氧化, 生成的氧化层厚度一旦达到临界值时就会破除。氧化物未剥落时, 在试样表层形成一层致密的氧化膜, 对磨损表面有保护作用, 一定程度上可以降低摩擦系数。当氧化物剥落后, 剥落的氧化物一部分充当了“颗粒”, 造成材料的磨粒磨损; 另一部分氧化物离开摩擦系统, 造成磨损。
Fe有三种类型的氧化物[14]: FeO、Fe3O4和Fe2O3。其中FeO的形成温度在570℃以上, Fe3O4的形成温度在200 - 570℃, Fe2O3在200℃以下形成。本文使用的试样高温磨损后磨损表面上形成的氧化物为Fe2O3, 高温摩擦磨损的实验温度为700℃, 这时H13钢磨损表面的氧化物应该有FeO和Fe3O4, 但是XRD结果表明氧化物只有Fe2O3。产生这种结果的主要原因是, 在高温下高载荷使钢基体塑性变形增大, 表层晶体缺陷增多, 有利于氧原子和铁原子的扩散, 钢的表面较快地充分氧化[15]。同时, 温度在700-1000℃范围内FeO和Fe3O4易与O2反应生成Fe2O3。因此, 高温磨损后未渗硼试样和渗硼试样生成的氧化物只有Fe2O3。
图5a显示试样高温磨损后表面出现很多犁沟, 同时存在剥落区域。图5b中试样表面的犁沟较宽且深, 挤出脊上的氧化物与基体材料出现撕裂的形貌, 如图中箭头所示, 且磨损表面出现了很多微裂纹。高能喷丸辅助渗硼试样磨损表面SEM形貌如图5c, d所示。图5c显示试样磨损后表面比较平整, 磨痕中间区域基本没有犁沟出现, 只是在磨痕的两侧有较少且浅的犁沟, 同时存在一些剥落区域, 主要处于磨痕的两侧。图5d进一步表明, 渗硼试样磨损后主要出现了剥落区域, 且磨损表面基本没有裂纹。
图5 未渗硼试样和高能喷丸辅助双保温固体渗硼试样的高温磨损表面形貌SEM像
Fig.5 SEM images of the wear surface at elevated temperature of (a), (b)un-borided specimen and (c), (d) the specimen with a duplex pack boriding treatment assisted by HESP
磨粒磨损包含切削型磨损、犁沟型磨损及塑性变形引起的疲劳脱落, 图5a的磨损表面特征说明未渗硼试样磨损失效属于犁沟型磨损, 而犁沟型磨损失效与材料的表面硬度关系很大。一般地, 材料的表面硬度越高则磨粒楔入试样表面的深度越浅, 形成的犁沟深度也就越浅, 其耐磨性能越高。700℃高温摩擦磨损实验温度高于H13钢的回火温度580℃, 未渗硼试样的基体发生软化, 硬度下降, 抵抗磨粒磨损的能力下降, 在高温磨损过程中剥落的氧化物以及基体中碳化物(如碳化钒、碳化铬)形成磨粒, 造成基体材料的磨粒磨损。特别是, 在较高的载荷下试样表面发生强烈的塑性剪切变形, 表面萌生了裂纹, 裂纹的出现又导致试样表层加速氧化。
双保温固体渗硼后在试样表层形成的硼化物层降低了因“犁沟磨损”造成的材料磨损, 提高了材料抵抗磨粒磨损的能力; 且硼化物层具有良好的抗高温氧化性能, 在高温下的氧化磨损只造成材料产生轻微磨损, 因此双保温固体渗硼处理提高了H13钢抵抗高温磨损的能力。在氧化磨损过程中, 氧化物膜的剥落方式是影响磨损率的主要原因。若氧化膜的剥落是氧化膜内部剥落或在氧化物与基体界面处剥落, 则属于正常的轻微氧化磨损, 其磨损率较低。在高温磨损刚开始时渗硼层与对磨陶瓷球直接接触, 与基体材料相比渗硼层在高温下高的硬度有效地抵抗了磨损; 同时, 硼化物层良好的抗高温氧化性阻止了基体材料的氧化。随着磨损时间的延长渗硼层开始疲劳剥落, 形成剥落区域, 如图5c磨痕两侧出现的剥落区。剥落的硼化物层一部分离开摩擦系统, 一部分在磨损表面被碾碎成为硬质颗粒, 造成轻微的磨粒磨损, 如图5c所示磨痕两侧存在的犁沟。
在大气中, 因高温和摩擦生热引起钢磨损表面氧化。同时, 在磨损过程中磨损表面因受力发生塑性变形, 导致氧化速度高于静态氧化。在高温下在磨损开始阶段的短时间内没有形成足够的氧化物, 一定时间后氧化在表面充分进行达到稳定状态, 形成足够的氧化物对磨损表面有保护作用, 防止了粘着磨损, 在一定程度上使磨损率降低。而严重磨损情况下氧化层从磨损表面发生疲劳剥落, 这时轻微磨损向严重磨损转化。氧化层疲劳剥落后, 剥落区钢基体将继续氧化, 这是一个氧化和剥落交替进行的动态平衡过程[15]。
综上所述, 未渗硼试样高温磨损机理主要是氧化磨损和磨粒磨损; 高能喷丸辅助双保温固体渗硼试样在高温磨损开始阶段磨损机理主要是渗硼层的疲劳剥落, 当渗硼层剥落后高温磨损机理主要是氧化磨损。
为进一步探讨磨损机理, 分析了未渗硼试样和高能喷丸辅助渗硼试样磨损表层的截面组织形貌和成分。图6a, b分别给出了未渗硼试样和高能喷丸辅助渗硼试样的磨损截面形貌, 可见两者形貌存在明显差异。对于渗硼试样, 只在表层形成了单层氧化物层; 而对于未渗硼试样, 氧元素已扩散进其基体中, 不仅在表层形成氧化物层, 在试样基体内部也形成了氧化物层, 基体夹在两氧化物层之间, 如图6a方框区域所示。Quinn等[16]提出轻微氧化磨损的模型, 即在高温摩擦磨损过程中, 当基体材料有足够的强度抑制基体发生塑性变形时氧化只会发生在磨损表面, 形成单层氧化物。当摩擦载荷较大时磨损氧化物下的基体发生软化, 导致塑性剪切[17]。在这种情况下, 基体材料显著地塑性变形就会促进氧的扩散; 而且, 由于氧化物的剥离和裂纹的萌生, 氧元素直接和磨损表面下方的基体材料发生反应。因此, 氧化不仅仅发生在磨损表面, 还发生在基体材料内部, 标志氧化磨损从轻微向严重转变[18], 剥落不仅仅发生在氧化层, 基体材料也发生剥落, 导致较高的磨损率。未渗硼试样的磨损属于较为严重的氧化磨损, 而渗硼试样的磨损属于轻微氧化磨损。
图6 未渗硼试样和高能喷丸辅助双保温固体渗硼试样高温磨损后横截面形貌SEM像及EDS图谱
Fig.6 SEM images of the cross section of the wear at elevated temperature of (a) un-borided specimen and (b) the specimen with a duplex pack boriding treatment assisted by HESP; (c), (d) EDS analysis results at points “A” and “B”in Fig.6a and Fig.6b, respectively
将图6b与图1b中渗硼后试样截面SEM照片的对比表明, 经过20 min高温磨损后渗硼试样磨痕处的硼化物层基本被磨穿, 磨损表面形成氧化物层。图6a中未渗硼试样靠近表面氧化层下的基体组织与内部组织相比, 发生了明显的塑性变形, 表明基体在高温摩擦磨损实验条件下屈服强度降低, 发生软化; 与之形成鲜明对比的是, 渗硼试样靠近表面氧化层的基体没有明显的塑性变形。图6c与d分别给出了图6a中A点和b中B点的EDS能谱分析, 显示出高温摩擦磨损后两种试样表层均含有较高的氧含量, 表明两者表面均形成了含氧量较高的铁氧化物。
1. 抛光态H13钢和高能喷丸辅助H13钢双保温固体渗硼后均得到Fe2B单相渗硼层, 高能喷丸预处理能显著提高固体渗硼效率, 有效地提高渗硼层的显微硬度。
2. 高能喷丸试样和抛光态试样双保温固体渗硼后, 其高温磨损率都比未渗硼试样下降, 表明固体渗硼显著地提高H13钢的高温耐磨性能; 由于高能喷丸预处理能进一步提高渗硼层的显微硬度和抗疲劳性能, 高能喷丸渗硼试样磨损率低于抛光态渗硼试样。
3.由于渗硼层在高温下具有较高的硬度和良好的抗氧化性能, 高能喷丸辅助双保温固体渗硼试样在高温磨损开始阶段的磨损机理, 主要是渗硼层的疲劳剥落; 渗硼层剥落后高温磨损机理主要是氧化磨损; 而未渗硼试样的高温磨损机理, 主要是氧化磨损和磨粒磨损协同机制。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}