
赵征志 , 佟婷婷
, 佟婷婷
ZHAO Zhengzhi, TONG Tingting
中图分类号: TG113
通讯作者:
收稿日期: 2014-04-16
修回日期: 2014-05-12
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
对0.16C-1.38Si-3.2Mn双相钢进行轧制和退火处理, 用扫描电子显微镜(SEM)、透射电子显微镜(TEM)、电子背散射衍射(EBSD)等手段表征试验钢的微观组织和断口形貌, 分析试验钢经退火后钢板的力学性能和加工硬化行为, 重点研究了试验钢晶粒细化的强韧化机制。结果表明: 试验钢在800℃退火后的显微组织主要由8.8%铁素体和91.2%回火马氏体构成。退火后的钢板具有良好的综合力学性能, 屈服强度为873 MPa, 表现为连续屈服特征, 抗拉强度为1483 MPa, 总伸长率为11%, 屈强比为0.58; 试验钢的Mn含量、退火前的初始组织、冷轧大变形以及退火过程中关键工艺参数等都有利于试验钢退火板的晶粒细化, 铁素体尺寸为1-2 μm, 马氏体板条束的有效晶粒尺寸为0.2-1.5 μm。细小的晶粒有利于阻碍位错的运动和增加裂纹扩展的阻力, 从而提高了钢板的强度和塑韧性。
关键词:
Abstract
Plates of 1.5 mm in thickness of a model dual-phase steel 0.16C-1.38Si-3.2Mn was prepared by complex processes of rolling and annealing. The mechanical property and work hardening behavior of the steel after annealing were examined. The microstructure and fracture morphology of the steel were characterized by scanning electronic microscopy (SEM), transmission electron microscopy (TEM) and electron backscattered diffraction (EBSD) techniques with emphasis on the strengthen-toughening mechanism of grain refinement of the steel. The results show that the microstructure of the steel annealed at 800℃ consists of ferrite (8.8%) and tempered martensite (91.2%). The annealed steel exhibits good comprehensive performance: the yield strength of 873 MPa with characteristics of continuous yield, tensile strength of 1483 MPa, total elongation of 11% and yield ratio of 0.58. The factors such as the manganese content of the steel, the initial microstructure before annealing, the large deformation of cold rolling and the key parameters of annealing process are all conductive to the grain refining of the steel, as a result the size of ferrite phases is about 1-2 μm and the effective size of martensite bundles is 0.2-1.5 μm. The refined grains may play an important role in blocking the movement of dislocation and increase the resistance to crack propagation thereby enhance the strength, toughness and ductility of the steel sheet.
Keywords:
在ULSAB-AVC(Ultra Light Steel Auto Body-Advanced Vehicle Technology)超轻汽车车身-先进汽车技术项目计划中, 先进高强钢(AHSS)是未来轿车车身制造的主要材料, 其中双相钢占整个车身结构的比例高达74%; 而在FSV(Future Steel Vehicle)未来钢质汽车项目中, 双相钢仅占31.3%, 因为大量1500 MPa级左右的超高强钢, 如复相钢、热成形钢等所占比例有所上升, 部分取代了双相钢[1]。因此, 研究更高强度级别的双相钢并应用到汽车车身, 成了研究的关键。双相钢以相变强化为基础, 具有低屈强比, 高初始加工硬化率, 良好的强度和塑性的配合等特点。目前, 能在汽车制造业中应用的冷轧双相钢大多处在1000 MPa以下, 对1000 MPa以上的研究比较缺乏, 而且大多高强、超高强双相钢的成分设计复杂, 增加了工业化的难度, 其强化手段相对单一, 基本为相变强化、固溶强化等[2, 3]。本文从经济化、轻量化的角度出发, 尝试应用细晶强韧化原理设计一种0.16C-1.38Si-3.2Mn系超高强双相钢, 不添加其他合金元素, 研究退火后试验钢的组织性能特征和加工硬化行为, 重点讨论试验钢的细晶强韧化机制。
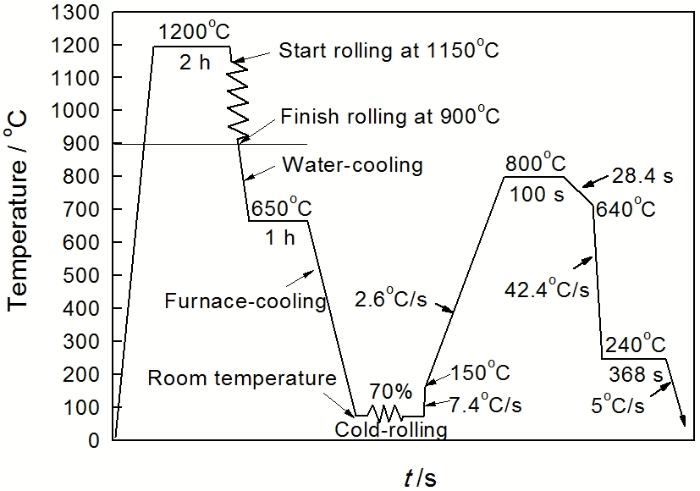
图1 试验钢制备工艺路线
Fig.1 Schematic diagram of preparing process applied to tested steel
用50 Kg中频真空感应炉冶炼试验用钢, 将铸锭锻造成尺寸为40 mm×90 mm×140 mm方坯, 其主要化学成分(质量分数, %)为: C 0.16、Si 1.38、Mn 3.20、P 0.008、S 0.004, 其余为Fe。C、Si、Mn元素均有固溶强化作用, 而且, 当C、Si含量一定时, Mn含量主要影响钢板淬透性、Ac1(钢加热时, 珠光体转变为奥氏体的温度)、Ac3(亚共析钢加热时, 所有铁素体转变为奥氏体的温度)及马氏体相变点等。当Mn≤2.0%时淬透性较低, 热轧后组织容易得到铁素体和珠光体, 而且提高(α+γ)两相区退火温度, 不利于最终组织的细化; 当Mn≥4.0%时, 淬透性较高, 热轧后组织为完全马氏体, 不利于大压下率的冷轧, 因此Mn含量控制在2.0%-4.0%为宜, 本研究取3.2%。将锻坯在1200℃保温1 h后, 进行5道次热轧得到厚度为5 mm的热轧板, 终轧温度为900℃, 卷取温度为650℃, 有利于得到大量晶粒细小的贝氏体组织, 并扩大冷轧压下率的控制范围。将热轧板酸洗后进行冷轧, 压下率为70%, 得到1.5 mm厚冷轧板。在ULVAC CCT-AY-Ⅱ型钢板热处理模拟试验机上进行冷轧板的退火模拟, 较低的退火温度和较短的保温时间等退火参数有利于退火板组织的细化。具体的工艺路线, 如图1所示。
在冷轧板上切取尺寸为4 mm×10 mm×1.5 mm的矩形试样, 用德国DIL 805A热膨胀仪依据标准YB T 5127-1993《钢的临界点测定方法(膨胀法)》测定试验钢相变点, 得到试验钢的Ac1和Ac3分别为686℃和849℃, Ms和Mf分别为365和259℃。在退火板上沿轧向切取50 mm标距的拉伸试样, 以2 mm/min的速度在室温下进行拉伸试验, 测量其力学性能。钢板的金相样经抛光、4%(体积分数)硝酸酒精侵蚀后, 在ZEISS ULTRA 55型场发射扫描电镜(SEM)下观察显微组织形貌。
在退火板上切取EBSD试样, 将其电解抛光后在带有HKL系统的ZEISS ULTRA 55型场发射扫描电镜上进行分析, 加速电压为20 kV, 步长为0.2 μm, 用HKL CHANNEL 5软件进行数据采集。用Tecnai G2 F30 S-TWIN型透射电镜观察马氏体、铁素体等精细亚结构。用双喷减薄制取透射电镜试样, 双喷液为5%(体积分数)高氯酸酒精溶液, 并采用液氮冷却至-20 ℃, 双喷电压为20~30 V。
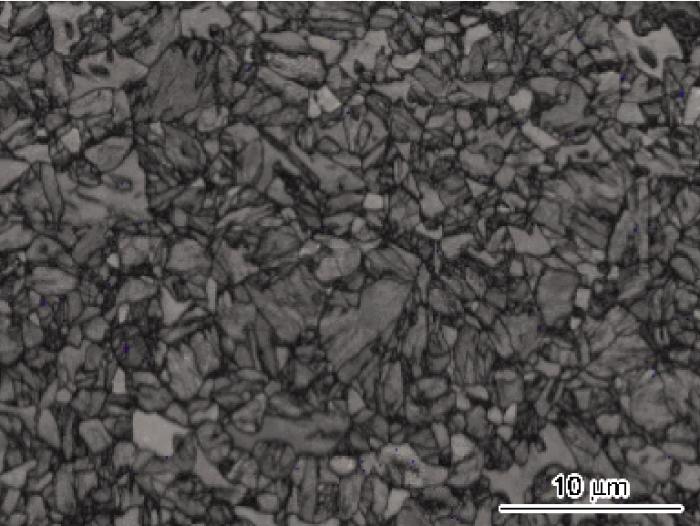
用扫描电镜和透射电镜观察试验钢退火后钢板的微观组织, 如图2和图3所示。从图2可以看出, 马氏体主要为回火马氏体特征, 粗大的马氏体板条上分布着细小的碳化物颗粒, 而且组织中还有少量回火程度较小的马氏体和多边形铁素体。Image-plus统计结果表明, 马氏体和铁素体体积分数分别为91.2%和8.8%。回火马氏体的透射照片如图3a所示, 马氏体板条模糊, 并能明显观察到ε-碳化物的存在, 说明大部分快冷形成的马氏体在240℃保温的过程中发生了回火。图3b为回火程度较低的马氏体透射照片, 仍可看到其清晰的板条结构, 内部还存在大量位错。这部分马氏体可能因合金元素的偏析而具有一定的抗回火性, 导致回火程度偏低[4]。图3c为多边形铁素体的透射照片, 在其内部能明显观察到位错线或位错絮。由于在快冷过程中发生了马氏体相变, 导致体积膨胀, 对周围多边形铁素体产生了一定的挤压, 相当于对软相铁素体实施了预变形, 从而在铁素体内部产生一定数量的位错[5]。
图2 试验钢退火板的SEM像
Fig.2 SEM images of tested steel after annealing (a) low magnification (b) high magnification
图3 试验钢退火板的TEM像
Fig.3 TEM images of tested steel after annealing (a) well-tempered martensite, (b) less-tempered martensite, (c) ferrite
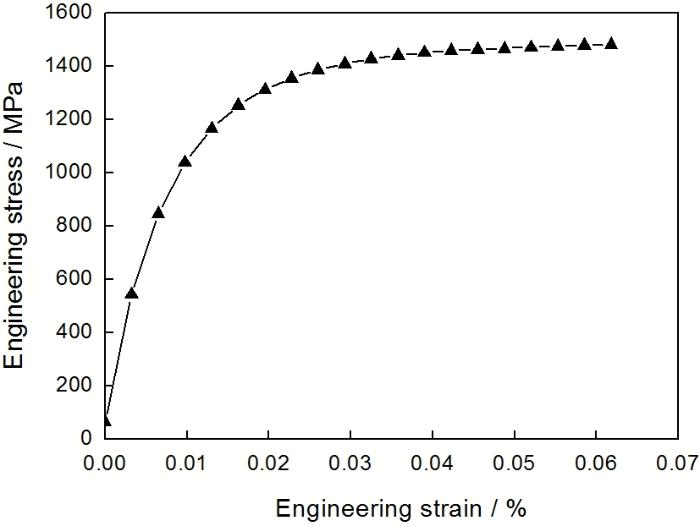
图4给出了试验钢退火板的应力-应变曲线。可见试验钢的屈服强度873 MPa, 抗拉强度为1483 MPa, 表现为连续屈服的特征, 断后总伸长率达到11%, 屈强比为0.58, 其强塑积为16.32 GPa%, 这表明, 试验钢在获得较高强度的同时保持了一定的塑性。
图5给出了试验钢退火后拉伸试样的断口形貌。从图5a可以看出, 断口灰色无光泽, 这是材料断裂前发生塑性变形而导致韧性断裂的特征。图中, 裂纹源起源于纤维区, 矩形试样裂纹主要沿宽度方向扩展, 纤维区易呈椭圆状, 经过快速扩展而形成“人字形”放射区, 当裂纹扩展到表面时形成了属于韧性断裂的剪切唇。断口形貌中各区域所占的比例也因试样厚度等而不同[6]。从图5b可以看出, 断口都呈现韧窝状, 韧窝较深, 大小为3-5 μm左右, 这是韧性断裂的特征。当应力超过材料的屈服强度时应力集中使得晶体缺陷处产生显微孔洞, 且经过一定时间的吞并长大形成韧窝, 继而发生断裂, 表现为良好的韧性[7, 8]。
图5 试验钢拉伸后断口形貌
Fig.5 Tensile fracture morphologies of tested steel after annealing (a) macroscopic fracture (b) microscopic fracture
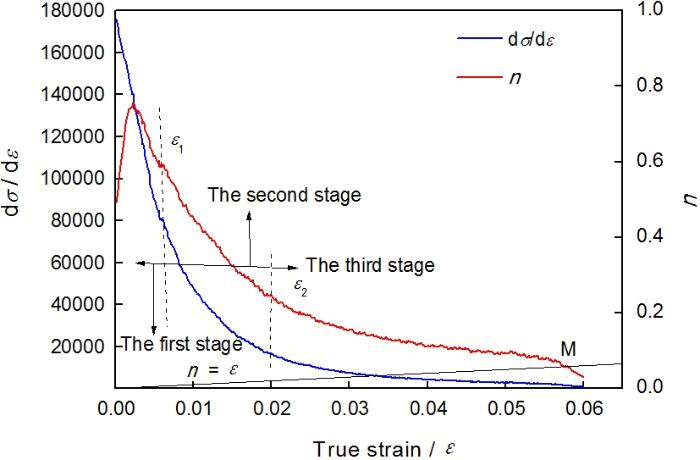
图6给出了试验钢加工硬化指数n和加工硬化速率
图6 试验钢退火板板的瞬时n值和加工硬化速率
Fig.6 Instantaneous n-value and work hardening rate of tested steel after annealing
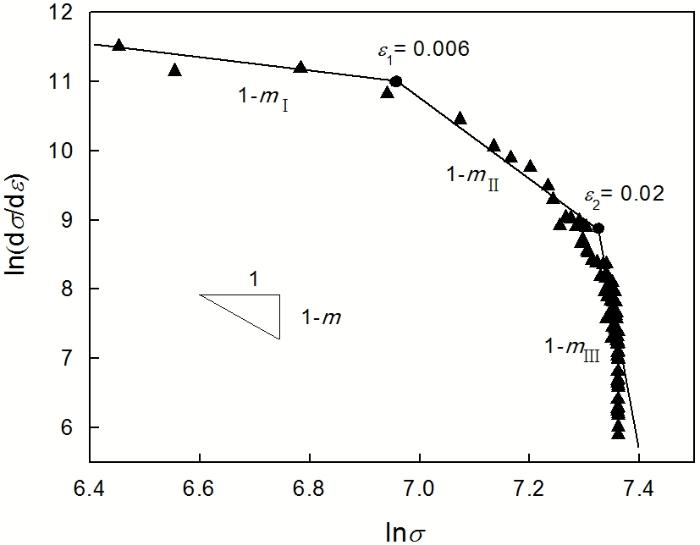
双相钢表现出多阶段应变硬化特征, 文献[10]基于Swift方程修正的Crussar -Jaoul方法能灵敏地反映不同变形阶段的硬化机制, 其方程为
对方程(1)处理后可得
其中, σ、ε分别为真应力与真应变, m与K分别代表应力指数与材料常数, ε0为最大弹性应变。ln
将图7中各阶段转折点处对应的真应变值及三个阶段标示于图6中, 由
图7 试验钢加工硬化行为改进C-J方法分析结果
Fig.7 Work hardening behavior of tested steel by the modified C-J analysis
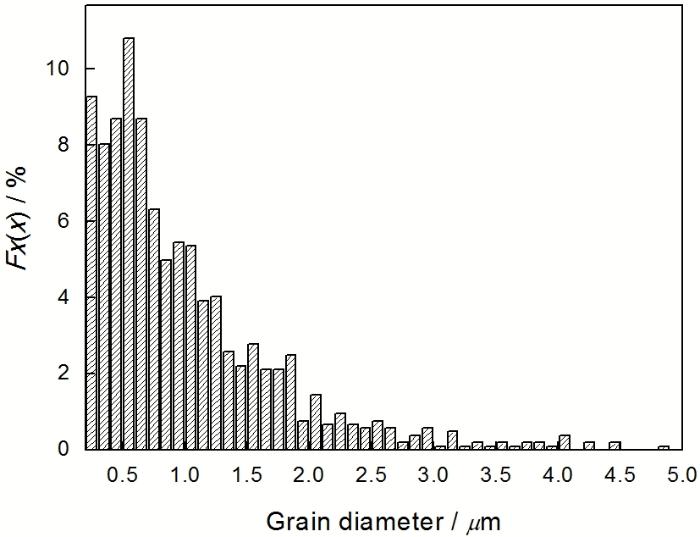
使用Image-plus软件统计出图2a中的铁素体晶粒尺寸为1-2 μm。应用EBSD技术统计了试验钢中马氏体板条束的有效晶粒尺寸。图8为试验钢退火板的菊池线质量图, 能够反映出马氏体板条束的分布情况。图9为马氏体板条束有效晶粒尺寸的统计, 本研究将取向差大于10°的晶界定义为马氏体板条束界。可以看出, 马氏体板条束的有效晶粒尺寸主要分布在0.2-1.5 μm之间。
图9 试验钢退火板马氏体板条束有效晶粒尺寸统计
Fig.9 Statistics of effective grain size of martensite blocks of tested steel after annealing
与一般双相钢相比, 在成分设计上, 本文中双相钢显著提高Mn含量至3.2%。因为Mn可显著提高淬透性和降低Ac1、Ac3, 直接影响退火前钢板的初始组织和退火工艺参数的设定, 对晶粒细化起到了关键作用。
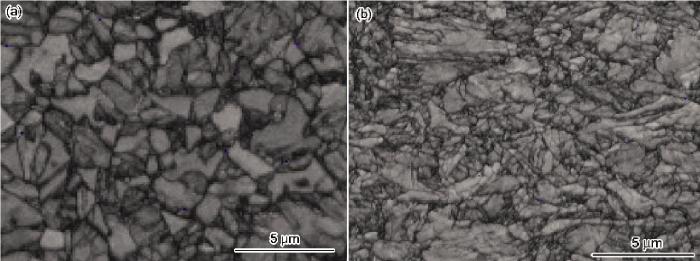
图10a为试验钢热轧组织照片。可以看出, 热轧组织细小且较为复杂, 主要由贝氏体和马氏体组成, 存在很少量的多边形铁素体, 晶粒十分细小, 仅为1-2 μm。贝氏体的形态多样化, 呈粒状、板条状分布, 细小的马氏体块尺寸为2-4 μm。形成这种形貌特征的主要原因, 与热轧规程以及Mn含量有关。热轧工艺采取五道次轧制, 每道次的相对压下量分别为37.5%、40%、25%、44.4%和30%。前两道次基本控制在完全再结晶区轧制, 大的道次压下量保证了细小的完全再结晶奥氏体晶粒; 后两道次基本控制在完全非再结晶区轧制, 大的累计变形量为形变奥氏体内提供了大量位错和变形带, 有利于增加形核位置, 提高形核率, 细化晶粒。Mn含量越高越有利于稳定奥氏体, 提高钢板的淬透性, 抑制铁素体和珠光体的形成。这两方面的综合作用使钢在随炉冷却的过程中完成了贝氏体和马氏体相变。由贝氏体和马氏体构成的退火前初始组织具有十分细小的亚结构, 同时, 在退火加热过程中马氏体板条发生回复再结晶并析出碳化物, 都能为两相区奥氏体的形核提供大量形核点, 有利于细化两相区退火保温过程中的奥氏体晶粒[14]。值得注意的是, 过量的Mn显著抑制贝氏体相变, 使最终组织为完全马氏体组织, 导致钢板过硬, 内部残余应力很大, 容易在冷轧过程中直接开裂。
图10 试验钢显微组织(SEM) (a) 热轧 (b) 冷轧
Fig.10 SEM morphologies of tested steels (a) hot rolled (b) cold rolled
在冷轧过程中, 较大的压下率是晶粒细化的原因之一[15]。本文试验钢的冷轧总压下率为70%, 冷轧组织形貌如图10b所示。呈波浪状的软相组织(灰暗色部分)大致沿轧向拉长, 并沿硬相组织(亮白色部分)周围弯曲, 部分硬相组织沿轧向变形, 少量的马氏体块变形较小。在低温下的大变形使硬质相破碎和韧性相拉长, 晶粒内部产生大量的位错和形变带, 有利于退火过程中奥氏体的形核和细化, 并且组织复杂的塑性流动性, 导致硬相和软相之间的应力场增加。这种分布在软硬相组织间的应力场, 是获得超细晶组织的关键[16]。
图11 试验钢退火板菊池线质量图
Fig.11 Kikuchi quality map of tested steel after annealing (a) before tension (b) after tension
在退火过程中不同阶段的工艺参数, 对晶粒的细化起到了关键作用。Mn含量的提高有利于降低Ac1和Ac3点, 使试验钢在相对较低的温度下就达到高温两相区, 从而降低了退火温度。代启锋等[17]研究的DP1180两相区加热温度为820℃, 得到68.7%的马氏体; 赵显蒙等[18]研究的1000 MPa级双相钢两相区加热温度为950℃。而本文的试验钢在800℃退火即能够得到91.2%的马氏体组织, 而且试验钢采用连续退火工艺, 退火时间较短为100 s。因此, 较低的退火温度和较短的退火时间可有效避免高温两相区退火时晶粒的长大, 从而得到细小的铁素体和奥氏体晶粒, 直接影响马氏体板条的粗细。另外, 在退火过程中的快冷阶段主要发生了马氏体相变, Mn显著降低Ms点, 较大的过冷度有利于细化马氏体板条。同时, 在240℃的低温时效过程中马氏体出现回火现象, 较低的时效温度有利于在消除部分残余应力的基础上阻碍马氏体板条的大量合并, 从而避免马氏体板条束的显著粗化。
综上所述, Mn含量、退火前的初始组织、冷轧大变形以及退火过程中的关键工艺参数等都促进了试验钢退火板组织的晶粒细化, 铁素体尺寸为1-2 μm, 马氏体板条束有效晶粒尺寸为0.2-1.5 μm。其中, Mn元素起了关键作用, 3.2%的Mn含量能细化退火前组织并降低(α+γ)两相区退火温度, 最终细化退火板组织。因此, 本文设计的0.16C-1.38Si-3.2%Mn成分体系是合理的。
根据Hall-Petch公式(
晶粒尺寸与材料的塑性和韧性之间也有密切的关系[19]。根据裂纹形成理论, 晶粒尺寸与裂纹扩展临界应力间关系为
1. 试验钢0.16C-1.38Si-3.2Mn双相钢在800℃退火后的显微组织主要由8.8%铁素体和91.2%回火马氏体构成, 屈服强度873 MPa, 抗拉强度为1483 MPa, 表现为连续屈服的特征, 断后总伸长率达到11%, 屈强比为0.58, 其强塑积为16.32 GPa%。
2. 退火试验钢瞬时n值随着真应变的增大先快速增加后减小, 最后保持一段平台直至颈缩; 加工硬化速率随着真应变先快速降低, 然后缓慢降低, 最终保持一段平台; 修正后的C-J法揭示了试验钢三阶段不同斜率加工硬化行为, 各阶段转折点对应的真应变分别0.006和0.02。
3. 试验钢的Mn含量、退火前的初始组织、冷轧大变形以及退火过程中的关键工艺参数等都有利于其退火板的晶粒细化, 铁素体尺寸为1-2 μm, 马氏体板条束有效晶粒尺寸为0.2-1.5 μm。细小的晶粒有利于阻碍位错的运动和增加裂纹扩展的阻力, 从而使钢板的强度和塑韧性提高。

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}