
龚伟 , 周黎明
, 周黎明
GONG Wei, ZHOU Liming
中图分类号: TB333
通讯作者:
收稿日期: 2014-04-8
修回日期: 2014-06-9
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
设计了Y-TZP/LZAS微晶玻璃功能梯度涂层, 使用有限元软件分析了成分分布指数、梯度层数目和梯度层厚度等参数对涂层/基体界面残余热应力的影响。结果表明: 功能梯度材料的最佳成分梯度指数为m=1; 涂层最佳层数为3-5层; 涂层最佳厚度为1-1.5 mm; 涂层表层主要分布为径向压应力; 在涂层/基体界面的边缘区域应力集中较为严重; 涂层/基体界面处的径向应力、轴向应力和剪切应力与成分分布指数、梯度层数目和梯度层厚度有密切的关系。用涂搪法制备了梯度涂层, 用X射线衍射法(XRD)测试了涂层表面残余应力, 验证了有限元结果的准确性。
关键词:
Abstract
Y-TZP/ LZAS glass-ceramic gradient coatings on Q235 steel substrate were designed. The effects of compositional exponent, the number of graded layers and coating thickness on the residual stress were analyzed by using finite element software. The results show that the optimal coating could be obtain corresponding to the following parameters: the compositional gradient exponent m=1, the number of graded layers= 3-5 and the coating thickness=1.0-1.5 mm. The radial compressive stress distributes on the surface of gradient coatings. There is clear stress concentration in the coating/substrate interface. The compositional exponent, layer numbers and the coating thickness have important influence on the radial stress, axial stress and shear stress in the coating/substrate interface. Y-TZP/ LZAS glass-ceramic gradient coatings were fabricated on Q235 steel substrate by slurry method. The residual stress of gradient coatings was measured by X-ray diffraction approach and the measurement results verified the reliability of the above simulation.
Keywords:
金属表面微晶玻璃涂层在电子工业、航空航天、生物医学等领域有重要的应用价值。将微晶玻璃介质浆料印刷在不锈钢基板表面, 干燥和烧成后形成的介质膜层与不锈钢基板共同组成复合基板, 可替代传统的陶瓷基板[1]。在钛合金表面涂覆合适的微晶玻璃涂层, 可提高钛合金高温抗氧化性能[2]。R. Sen [3]等的研究表明, RO-R’2O-Al2O3-SiO2 (R=Ca, Mg; R’=Na, K, Li)系微晶玻璃涂层可提高零件在干滑动摩擦条件下的耐磨性。金属表面Li2O-B2O3-Na2O-A12O3-SiO2系微晶玻璃的耐磨性和力学性能明显高于普通搪瓷[4]。微晶玻璃涂层在物料输送管道的内衬、选矿厂的料仓、溜槽、水槽、浮选机机体、漏斗和各种排放口等工况场合有广阔的应用前景。但是, 微晶玻璃属于脆性材料, 其低韧性限制了其在耐磨抗冲蚀领域中的应用。
Li2O-ZnO-Al2O3-SiO2(LZAS)系微晶玻璃软化温度低, 其热膨胀系数能在一定范围内(36.1×10-7~200×10-7 K-1, 20-500℃)调整, 可用于封接多种金属和合金[5]。据此, 笔者将梯度功能材料Function Gradient Material理论运用于涂层材料的设计与制造, 在Q235钢基体上用涂搪法制备LZAS微晶玻璃/Y-TZP梯度涂层, 该涂层通过3Y-TZZP的体积分数逐层递增使热膨胀系数逐层递减, 从而在表层形成残余压应力。涂层还可通过Y-TZP陶瓷的颗粒增韧和相变增韧协同作用提高韧性。在制备梯度涂层前, 对其热应力进行分析计算可以减少实际制备工作量、提高涂层的性能。张显呈等[6]的研究表明, 由于涂层与基体的热膨胀系数不匹配等原因, 在界面等区域存在严重的应力集中。界面处过大的剪应力与轴向应力是涂层与基体沿界面脱离的主要原因[7]。梯度分布指数、梯度层厚度和梯度层层数是制备梯度涂层必需涉及的参数。本文使用有限元软件ANSYS分析LZAS微晶玻璃/Y-TZP梯度涂层界面处3个典型方向(径向、轴向和剪切方向)应力随梯度分布指数、梯度层厚度和梯度层数目等参数的变化关系, 以及涂层表面的径向残余应力。
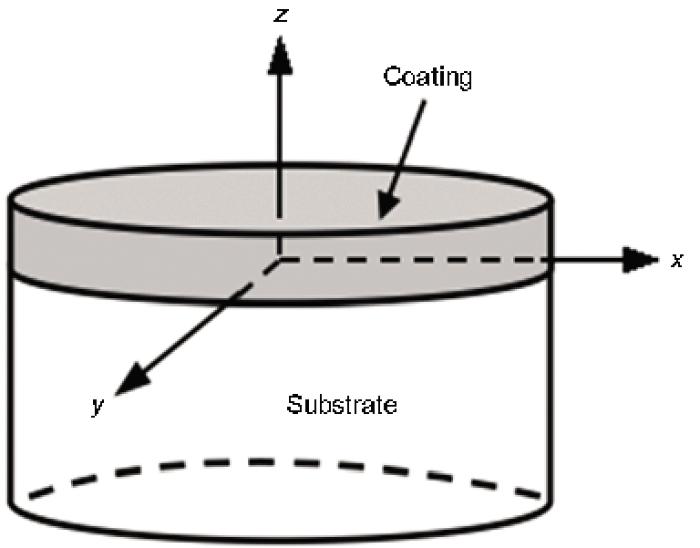
计算用的梯度涂层几何模型为圆柱模型, 如图1所示。试样的直径为12 mm, Q235基体的厚度为5 mm, 在基体表面涂覆有厚度为t的微晶玻璃梯度涂层。为了便于求解后取值, 将坐标系设置于涂层与基体界面处, 且z轴为几何对称中心轴。
图1 有限元分析所用的几何模型
Fig.1 Schematic description of the geometry used in the finite element modeling
为了节省计算时间, 采用二维轴对称模型进行计算。本文使用有限元软件ANSYS10.0建立该复合材料残余热应力计算的分析模型。单元类型为PLAN13四节点热-力耦合单元, 且在基体底部和对称中心轴(x=0)处均施加约束。为了保证计算精度, 对界面附近区域和梯度涂层均进行网格细化。为于便于模拟分析, 采用如下假设: (1)材料各向同性, 且性能参数不受温度变化影响; (2)整个试样假设在850℃以上处于应力自由状态。所研究的残余应力是指从850℃冷却到室温25℃所引起的热应力; (3)在热分析过程中, 只考虑涂层上表面的对流换热。
表1列出了Q235钢、微晶玻璃和3Y-TZP的物理性能参数。
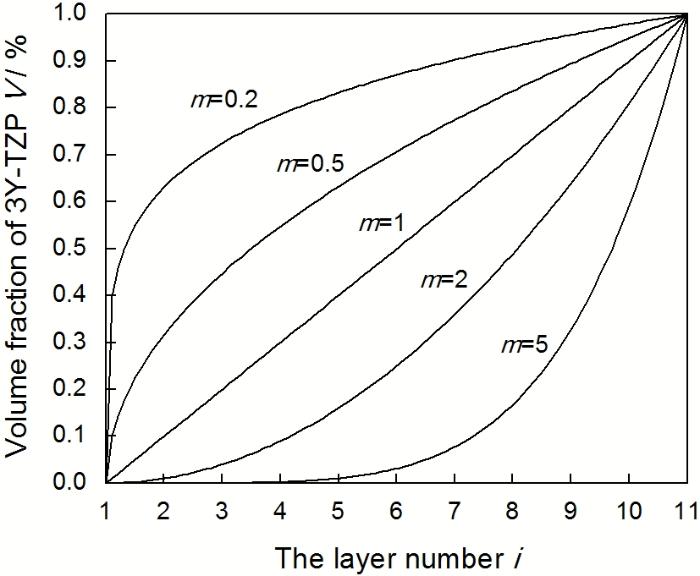
FGM的组成分布模型多采用幂指函数形式, 以利于热应力的缓和[11]。设梯度涂层层数为n, 则第i层含有的3Y-TZP的体积分数Vb(i)为
式中, m为控制梯度层成分分布的组成分布指数。
由(1)式计算出不同的成分分布指数对应的3Y-TZP的体积分数, 并绘制体积分数随层数改变的变化曲线, 如图2所示。
表1 Q235钢、微晶玻璃及3Y-TZP的物理性能参数
Table 1 Material properties of Q235, glass-ceramic and 3Y-TZP
| Materials | Young’s modulus | Poisson ratio | Thermal expansinon coefficent | Thermal conductivity |
|---|---|---|---|---|
| Q235 | 207 | 0.29 | 12×10-6 | 48 |
| LZAS glass-ceramic [8,9] | 130 | 0.2 | 11.5×10-6 | 1.5 |
| 3Y-TZP[10] | 210 | 0.33 | 10×10-6 | 2.09 |
本文假设涂层每层厚度相等, 且涂层完全致密。梯度层内各点的物性参数根据Voight线性混合法则确定[12], 即
式中P(i)为梯度涂层中第i层材料的物性参数, Pa和Pb分别为微晶玻璃和3Y-TZP的性能参数, Va和Vb分别为微晶玻璃和3Y-TZP的体积分数。
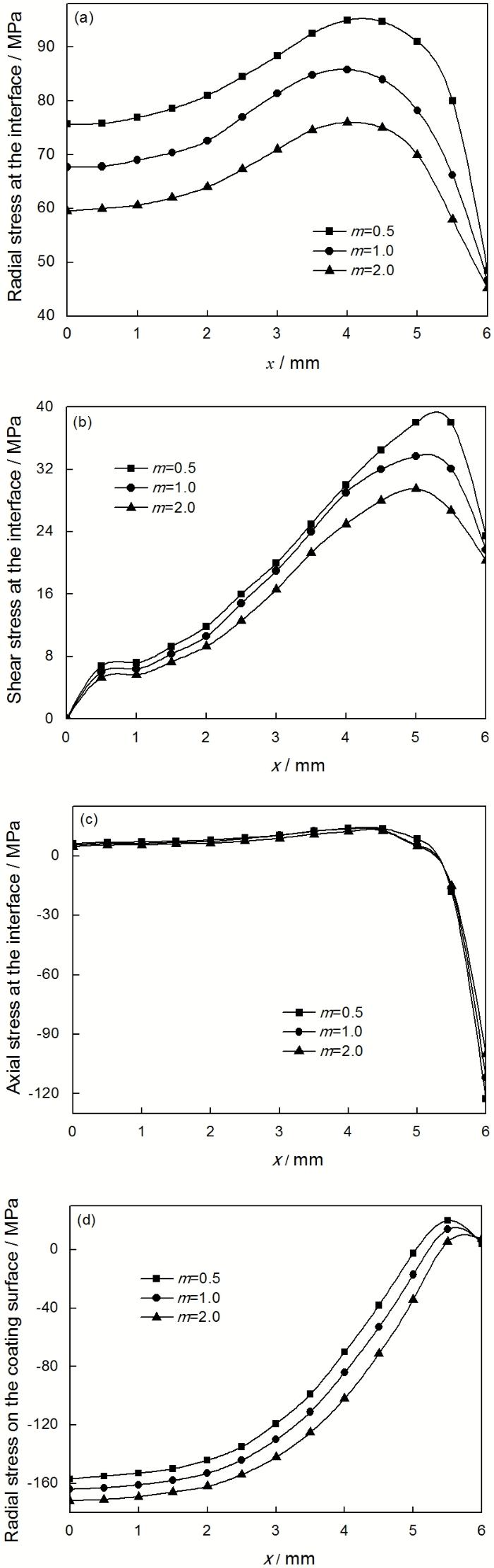
成分分布指数m的改变使梯度层的物性参数具有不同的过渡形式, 因而造成热应力的不同分布。假定涂层表层所含3Y-TZP的体积分数为50%, 梯度层数n=5, 涂层厚度t=1.0 mm, 当成分分布指数m分别取0.5、1、2时, 计算该梯度涂层残余应力。组成分布指数与残余热应力的关系, 如下图3所示。
图3 组成分布指数m对梯度涂层残余热应力的影响
Fig.3 Effect of compositional exponent on the residual stress, (a) radial stress at the interface, (b) shear stress at the interface, (c) axial stress at the interface, (d) radial stress on the coating surface
由图3a和图3b可以看出, 涂层/基体界面处的径向残余应力和剪切残余应力均为拉应力, 且应力值均随着组成分布指数m的增大而减小, 而涂层表面径向压应力却随着组成分布指数m的增大而增大(图3d)。其主要原因是, 随着指数m的增大涂层第1层与第2层中所含3Y-TZP的体积分数差别减小(图2), 材料热匹配提高, 故在界面处的残余应力也会相应减小。但指数越大涂层表层和亚表层中所含3Y-TZP 的体积分数差别越大, 涂层表层的残余压应力也越大。由此可见, m值较小时增大了涂层/基体界面处的径向拉应力和剪切应力, m值较大时增大了涂层表面的压应力。Von Mises等效应力遵循第四强度理论, 通常用来描绘材料处于复杂应力状态下的应力水平, 其值越小越好[11]。计算结果表明, 当指数m为0.5、1、2时梯度涂层材料的等效应力最大值分别为171 MPa、156 MPa、174 MPa。综上分析, 该梯度涂层的最佳成分分布指数可取为m=1(即涂层中3Y-TZP体积分数逐层线性递增)。由图3c可知, 组成分布指数对涂层/基体界面处的轴向应力影响不大, 但在涂层/基体界面边缘处均存在着较大的轴向压应力。
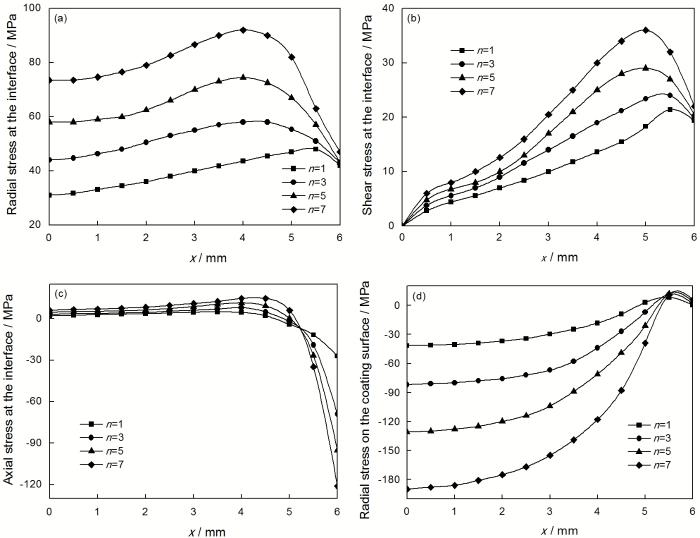
当涂层厚度为1 mm、m=1, 层间3Y-TZP体积组分差为8%时, 残余应力与梯度层层数的关系如图4所示。从图4a-c可以看出, 涂层/基体界面处的径向残余应力和剪切残余应力均为拉应力, 轴向应力在涂层边缘区域由拉应力向压应力迅速转变, 并且径向残余应力、剪切残余应力和轴向压应力最大值均随着层数的增加而增大。这是因为, 根据Townsend关于涂层内部残余应力的理论解[13], 随着层数的增加涂层材料的弹性模量和基体与涂层热膨胀差均增大, 导致热应力提高。较大的径向拉应力可能导致微裂纹在界面边缘萌生并向界面中心区域扩展, 最终导致涂层的分层失效。在界面边缘附近出现的较大轴向压应力(图4c)可能导致涂层的曲翘[6, 14], 过大的剪切应力会使涂层发生撕裂型或混合型失效[15], 故涂层设计时层数不宜过多。由图4d 可以看出, 涂层表层主要分布的是残余压应力, 且随着层数的增加残余压应力值也越大。残余压应力过小不利于提高涂层表面的断裂韧性, 但压应力值过大反而会引起涂层的分层和褶皱[15]。综上考虑, 涂层层数选择3-5层。
图4 梯度层数对残余应力的影响
Fig.4 Effect of layer number n on the residual stress, (a) radial stress at the interface, (b) shear stress at the interface, (c) axial stress at the interface, (d) radial stress on the coating surface
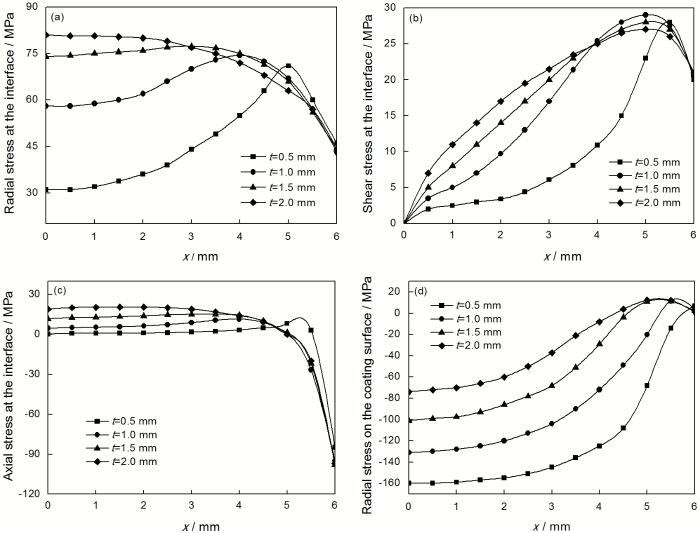
当涂层层数n=5、m=1, 层间3Y-TZP体积组分差为8%时, 残余应力与梯度层厚度的关系如图5所示。从图5a-c可以看出, 涂层/基体界面处的径向残余应力和剪切残余应力均为拉压力, 轴向应力在涂层边缘区域由拉应力向压应力转化。改变涂层厚度, 涂层的弯曲效应、涂层内部的温度梯度以及涂层与基体的弹性模量比均可能对涂层体系的热应力产生影响[6, 16]。在本文中, 随着涂层厚度的增加径向残余应力、剪切残余应力和最大轴向拉应力值随之增大。其主要原因是, 随着涂层厚度的增加涂层内部温度梯度变大。此外, 在涂层边缘区域当涂层较薄时径向应力及剪切应力存在明显的应力突变。故从提高应力分布均匀性的角度, 在设计涂层结构时应避免涂层过薄。由图5d可见, 表面径向压应力值随着涂层厚度的增加而减小。由此可见, 增大涂层厚度一方面提高了界面残余应力的分布均匀性, 另一方面减小了表面径向压应力, 因此, 涂层厚度选取1.0-1.5 mm。
图5 涂层的厚度对涂层复合材料残余应力的影响
Fig.5 Effect of coating thickness on the residual stress, (a) radial stress at the interface, (b) shear stress at the interface, (c) axial stress at the interface, (d) radial stress on the coating surface
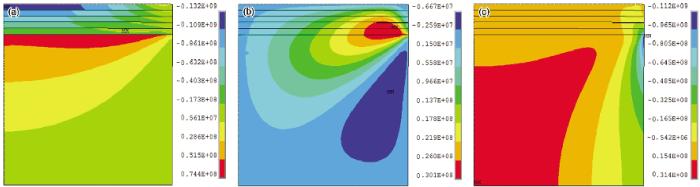
图6给出了当涂层层数n=5、m=1, 层间3Y-TZP体积组分差为8%, 层度t=1.0 mm时涂层的残余应力的分布。由图6a可见, 径向压应力主要分布在涂层表层, 基体与梯度层界面处存在着较大的径向拉应力。从图6b可以看出, 试样的最大剪切应力集中在基体与涂层的界面边缘处。由图6c可知, 轴向拉应力主要作用在基体内部, 最大轴向压应力则主要集中在涂层与基体界面边缘区域。
图6 梯度涂层的残余应力分布云图
Fig.6 Typical contour of stress distribution of the gradient coatings (a) radial stress; (b) shear stress; (c) axial stress
可见涂层体系中基体与涂层界面处所受的应力情况最为复杂, 尤其在界面边缘区域, 应力集中更为严重, 这极容易导致涂层的开裂或剥落。这与文献的研究结果一致[7, 15]。
使用涂搪法制备梯度涂层, Q235钢基体厚度5 mm。将Li2O-ZnO-Al2O3-SiO2基础玻璃粉、3Y-TZP颗粒、无水乙醇和PVA有机溶剂按一定比例混合, 然后将其逐层涂烧在经适当预处理的Q235钢基体上。每层中3Y-TZP体积分数分别为5%、10%、15%、20%、25%, 每层厚度控制在0.2 mm。
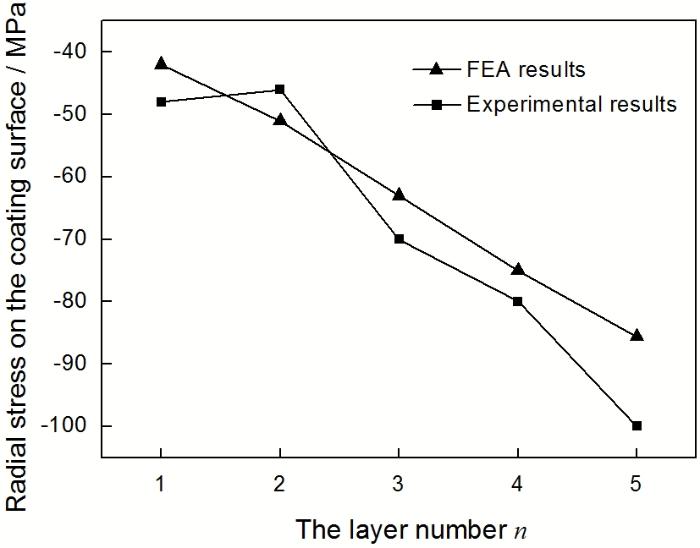
为了与数值计算结果对比, 用X’Pert PRO型X射线衍射仪测试并计算涂层应力[17]。测试条件为: 管电压及管电流为40 kV和40 mA, 扫描步长为0.01º, 时间常数20 s。实验中所选晶面为Li2Al2Si3O10(203)晶面, 其衍射角2
试验测量结果与有限元计算结果对比, 如图7所示。试验结果表明: 涂层测试应力为压应力, 与模拟分析所得结果一致, 验证了数值计算结果的正确性。涂层受压, 是由于3Y-TZP的热膨胀系数小于LZAS及Q235钢的热膨胀系数, 因此随着3Y-TZP含量逐层的增加涂层热膨胀系数逐层减小, 涂层收缩率也逐层减小。
图7 计算结果与试验测量结果的比较
Fig.7 Comparison of the finite element results with experimental results
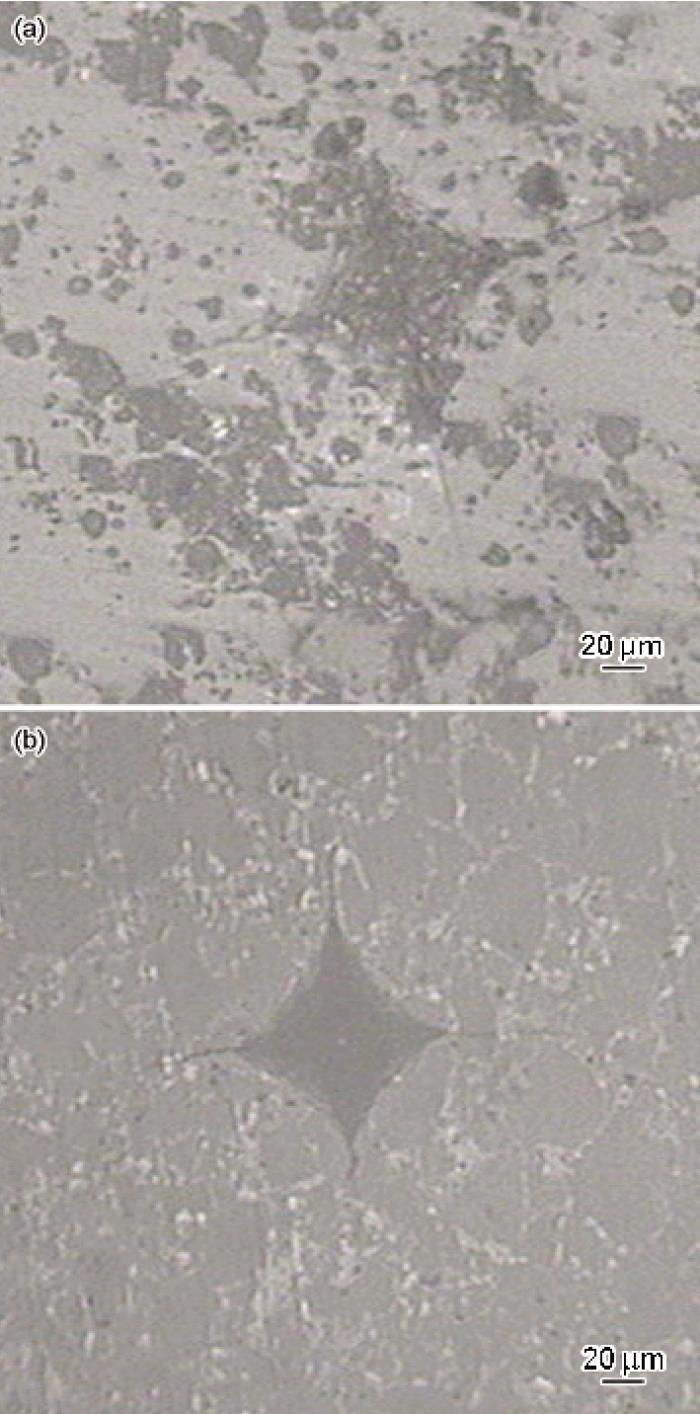
图8给出了用HXD-1000型显微硬度计对涂层表面进行压痕试验所得的涂层压痕形貌(载荷1000 g)。从图8b可见, LZAS/Y-TZP梯度涂层压痕的边界清晰, 裂纹扩展长度明显小于Q235基体LZAS涂层(图8a), LZAS/Y-TZP梯度涂层韧性较好。
图8 涂层表面的压痕形貌
Fig.8 Optical image of Vickers indentation on the coating surface (a) LZAS glass ceraimc coating on Q235 steel substrate; (b) Y-TZP/ LZAS glass-ceramic gradient coatings on Q235 steel substrate (n=5)
1. 在LZAS微晶玻璃/Y-TZP梯度涂层的表层, 主要分布为径向压应力。在涂层/基体界面的边缘区域应力集中较为严重, 剪切应力和轴向压应力取得最大值。
2. 随着组成分布指数m的增大涂层/基体界面处的径向拉应力和剪切应力减小, 而涂层表面径向压应力增大, 涂层最佳成分梯度指数可取m=1; 增加梯度层数可增大涂层表面的径向压应力, 但是随着层数的增加涂层/基体界面处的径向应力、剪切应力和轴向拉应力均增大, 涂层最佳层数为3-5层; 增大涂层厚度可提高界面处残余应力分布均匀性, 但涂层的厚度越大界面处最大径向拉应力、剪切应力和轴向拉应力均增大, 涂层最佳厚度为1-1.5 mm。
3. 与制备的涂层表面测量结果的比较, 验证了数值计算结果的正确性。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}