
张敏 , 刘明志, 史倩茹, 李继红
, 刘明志, 史倩茹, 李继红
西安理工大学材料科学与工程学院 西安 710048
ZHANG Min, LIU Mingzhi, SHI Qianru, LI Jihong
中图分类号: TG422
通讯作者:
收稿日期: 2014-05-15
修回日期: 2014-06-25
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
基于成分与组织匹配设计原则, 确定了FV520(B)马氏体不锈钢熔敷金属的合金系。结合焊缝金属合金化原理计算出需要向焊缝中过渡的合金元素种类及含量, 设计并制备了FV520(B)马氏体不锈钢匹配用药芯焊丝, 试焊后分析了接头性能。结果表明, 用所研制的药芯焊丝焊接其接头的力学性能优异, 抗拉强度达到911 MPa, 屈服强度达到679.3 MPa, 冲击功达到99.7 J (20℃); 焊缝组织主要为回火索氏体和板条马氏体, 有少许残余奥氏体和析出碳化物, 能与母材实现较好的匹配。
关键词:
Abstract
According to the principle of bilaterally matching in microstructure and composition for a weld joint to a matrix alloy, a self-shield flux cored wire was made of 304 stainless steel plate as feed metal with a selected flux especially for welding of FV520 (B) martensite stainless steel. Then FV520 (B) martensite stainless steel was welded with the prepared flux-cored wire by adopting appropriate welding process parameters. The weld joints were characterized in terms of microstructure and mechanical performance. The results show that the weld joints possess excellent mechanical properties: such as a tensile strength up to 911 MPa, a yield strength up to 679.3 MPa and an impact energy value 99.7 J (20℃).The microstructure of the weld joints consisted of tempered sorbet and lath marten site, as well as a little residual austenite and carbide precipitates, which can match well with parent material.
Keywords:
FV520(B)马氏体沉淀硬化不锈钢, 主要用于制造抽送含有腐蚀介质的中高速风机叶片[1]。FV520(B)是在Cr13型马氏体不锈钢的基础上加入Mo、Ti、Nb、Cu等强化元素[2], 在400-650℃时效析出硬化相而达到沉淀硬化。作为一种新型、性能优越的沉淀硬化不锈钢, 通过热处理(固溶+调质+时效)可获得σb=900-1250 MPa, σs=650-1150 MPa的优异力学性能[3, 4]。自保护药芯焊丝是一种新型焊接材料, 向药芯粉中添加适当的造渣剂、脱氧剂和脱氮剂并向焊缝中过渡合适的合金元素, 在不加保护气体条件下可得到焊接工艺性能和力学性能良好的接头[5]。本文针对FV520(B)不锈钢, 应用成分匹配及焊缝金属合金化原理, 设计与其成分、组织、性能相匹配的自保护药芯焊丝, 分析用其焊接后接头的组织和力学性能。
焊前将FV520(B)马氏体沉淀硬化不锈钢进行固溶和时效处理, 其组织为回火索氏体+马氏体+残余奥氏体+二次析出相。FV520(B)马氏体沉淀硬化不锈钢含有大量的合金元素, 焊接过程中冷却速率较大, 因此在焊接过程中FV520(B)马氏体不锈钢具有较大的冷裂纹敏感性, 焊后接头易产生冷裂纹。这是设计药芯焊丝的化学成分时应充分考虑的影响因素。为了保证焊缝金属与FV520(B)不锈钢的化学成分相匹配, 并具有良好的抗腐蚀性能, 研制的药芯焊丝熔敷金属的合金系选为Cr-Ni-Nb-Mo-Ti[6-8]。实验用FV520(B)马氏体不锈钢的化学成分, 如表1所示。
表1 FV520(B)不锈钢的化学成分
Table 1 The chemical composition of FV520(B) (mass fraction, %)
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|
| 0.04-0.07 | ≤0.7 | ≤1.0 | ≤0.025 | ≤0.025 | 13.0-14.5 | 5.0-6.0 | 1.3-1.8 | 1.3-1.8 | 0.25-0.45 |
焊缝金属的合金化, 是指将焊缝所需的合金元素通过焊接材料过渡到焊缝金属之中的过程。通过药芯焊丝过渡合金元素的优点, 可得到任意成分的焊缝金属, 合金损失少[9]。但是, 在对焊缝金属的合金化过程中焊接材料中的合金化元素会因蒸发、氧化、飞溅及残留而发生损失, 不可能完全过渡到焊缝中。因此, 此处使用熔合比及合金的过渡系数确定焊丝中合金元素的含量。
1.2.1 熔合比 熔敷金属是由焊材和母材共同熔合形成的, 因此必须考虑各自在熔敷金属中的作用比例, 即熔合比。当母材和填充金属的成分不同时, 熔合比对焊缝金属的成分有很大的影响[8]。焊缝金属中合金元素的浓度称为原始浓度Cw, 其与熔合比θ的关系为
式中Cw为元素在焊缝金属中的设计质量分数(%); θ为熔合比; Cb为元素在母材中的质量分数(%); Cd为元素由焊材过渡到熔敷金属中的质量分数(%)。
1.2.2 合金过渡系数 应用上式熔合比的关系, 可计算出焊接材料最终过渡到焊缝金属中的合金元素的含量。但是该数据并不是焊接材料中所含有的合金元素含量, 因为合金的过渡系数限制了其仅有一部分可以进入到焊缝金属中。
焊缝中合金元素的过渡系数η等于熔敷金属中合金元素的实际含量与它的原始含量之比, 即
式中Cd为合金元素由焊材过渡到熔敷金属中的质量分数(%); Ce为合金元素的原始质量分数(%); Ccw为合金元素在药芯焊丝的钢带中的质量分数(%); Kb为药芯焊丝的药粉重量系数, 即填充率(%); Cco为合金元素在药芯焊丝的药粉中的质量分数(%)。
在应用上述方法设计出的FV520B不锈钢匹配药芯焊丝中, 加入的合金元素的种类主要为Cr、Ni、Mo、Nb, 其初始含量约占药粉质量的28%-40%。
药芯焊丝选用TiO2-SiO2-ZrO的酸性渣系, 依据均匀设计法设计渣系各组分的配方。采用的金红石、锆英砂等造渣剂的含量占药粉总质量的30%-45%。添加Al-Mg合金粉、锰铁等, 起到脱氧、脱氮的作用, 减少焊缝中可能产生的气孔等缺陷, 此类金属粉占药粉总质量的12%-20%。
焊丝的钢带选用原则是: 成分匹配、低碳、低硫、低磷、易拉拔。因此, 对比分析FV520(B)不锈钢的成分, 综合考虑市场常用不锈钢成分、加工制造难易程度及与母材成分匹配程度, 最终选取304不锈钢带作为本次研究的药芯焊丝的钢带, 其具体化学成分列于表2。
表2 304不锈钢带的化学成分
Table 2 The chemical composition of 304 stainless steel belt (mass fraction, %)
| C | Si | Mn | P | S | Cr | Ni | N |
|---|---|---|---|---|---|---|---|
| 0.07 | 0.075 | 2.0 | 0.045 | 0.030 | 17.5-19.5 | 8.0-10.5 | 0.1 |
关于钢带所采用的尺寸, 可采用文献[10]中的计算公式设计。令钢带体积质量为g1, 药粉的松装体积质量为g2, 药粉填充率为a, 且
在本文的设计中, g1由选用的钢带决定, g2根据混合后的药粉测得, 焊丝药芯的填充比率为(16±0.5)%, 计算结果表明, 较为合适的钢带的尺寸为10 mm×0.3 mm。
按质量百分比分别称取设计的药粉各组元, 然后将其进行干混-造粒-烧结-破碎-筛分等操作, 选取粒度为60-120目的药粉作为试验用药芯粉。随后使用药芯焊丝生产设备, 经过钢带清洗-轧U型槽-加粉-合口-拉拔等轧-拔法工艺制作药芯焊丝, 药芯焊丝的直径为1.2 mm。
试验母材选用FV520(B)不锈钢板材, 焊接试板的尺寸为350 mm×150 mm×15 mm, 按照GB/T 17493—2008进行试样加工。使用林肯DC—400型直流焊机和LN—23P送丝机焊接。为了减少冷裂纹倾向, 试板焊前进行300°C×1 h预热, 焊后进行1050℃固溶处理1 h水冷+850℃保温2 h调整处理+620℃保温1 h空冷回火处理的热处理工艺[11], 以获得最佳强化效果。取熔敷金属横截面做金相试样, 磨光、抛光后用1 g FeCl3∶20 mL HCl∶10 mL H2O配置的溶液进行试样腐蚀。在GX-71型OLYMPUS金相显微镜下观察焊接接头的组织形貌, 并根据GB/T 2650—2008《焊接接头冲击试验方法》和GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》取样, 检测熔敷金属力学性能, 实验分别在SHT5106拉伸试验机和NI750F冲击试验机上进行。焊接工艺参数为: 焊接电流: 200-280 A, 焊接电压: 20-25 V, 焊接速率: 280-320 mmmin-1, 焊丝展开长度: 15-20 mm。
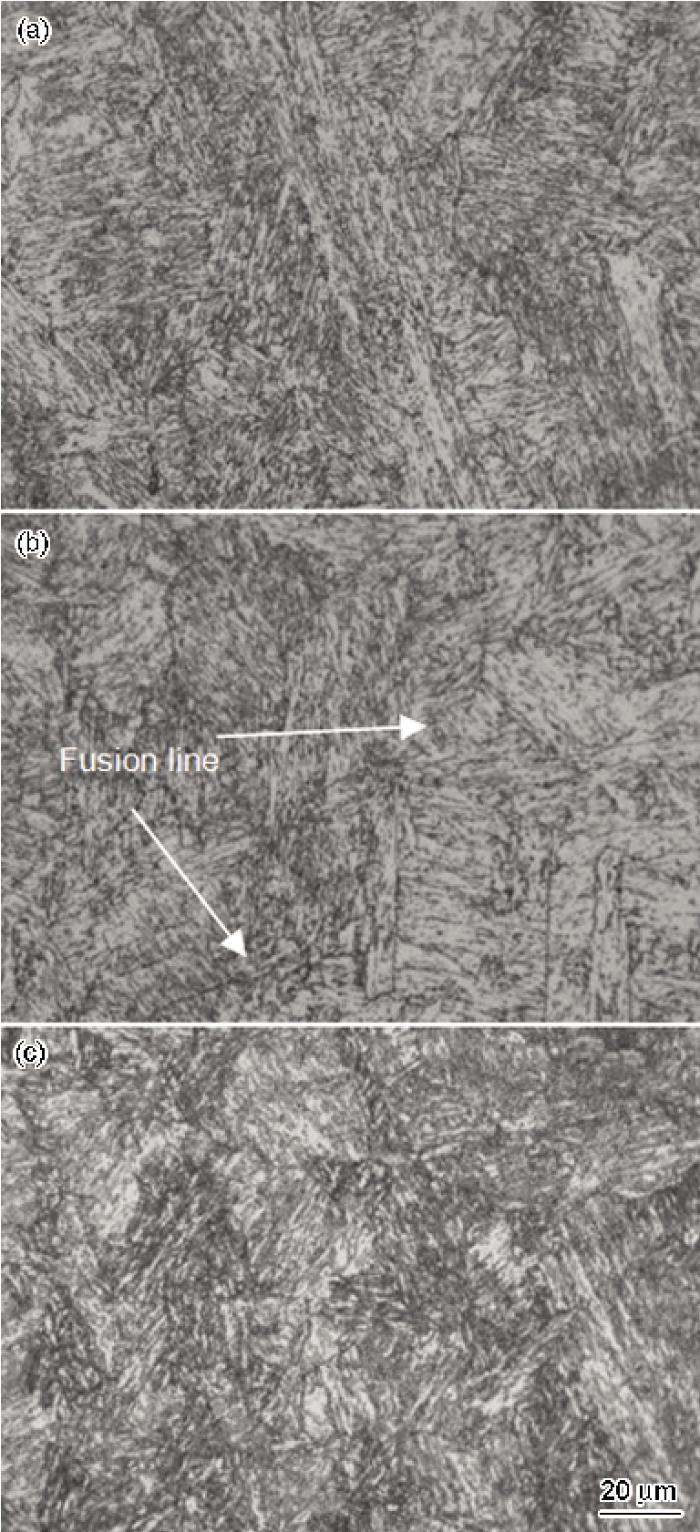
图1给出了用所设计的药芯焊丝进行试板焊接并进行焊后热处理后得到的焊接接头组织。图1a为焊缝区组织, 可见焊缝区组织主要以板条马氏体和回火索氏体为主, 板条马氏体含量较多, 约占55%左右, 其次是回火索氏体, 所占45%左右, 另有少量的残余奥氏体和析出碳化物。板条马氏体呈细板条状, 宽约1-5 m, 长约10-40 m, 回火索氏体呈细条状, 宽约0.5-1 m, 长约5-20 m。板条马氏体和回火索氏体均按一定的位向交错排列。图1b为熔合区的组织, 左侧为焊缝金属, 右侧为热影响区金属, 可见熔合区界限较为明显, 过热区较窄。这主要与焊后热处理有关, 在经过1050℃固溶处理1 h水冷+850℃保温2 h调整处理+620℃保温1 h空冷回火处理的热处理工艺后, 熔合线两侧之前较为明显的晶粒粗大现象有了显著的改善。图1c为热影响区的组织, 主要由板条马氏体和回火索氏体组成。与焊缝处相比, 热影响区的组织仍以板条马氏体为主, 但较前者板条束变宽, 长度稍有增加。此时的板条马氏体与回火索氏体的晶界变得明显。
图1 试样接头组织
Fig.1 Metallographic microstructure of welded joint, (a) weld area, (b) fusion area, (c) HAZ
2.2.1 拉伸性能 对试样进行拉伸试验, 按照标准计算其断面收缩率和延伸率, 结果列于表3。从表3可以看出, 使用所研制的药芯焊丝, 接头的屈服强度均值达679.3 MPa, 抗拉强度均值达911 MPa, 能与母材实现较好的匹配, 且延伸率较高。其主要原因是, 在焊接凝固过程中加入的Nb、Mo和Ni等合金元素具有固溶强化和沉淀强化等作用。同时, 加入Cr、Mn和Ni等合金元素可稳定或扩大奥氏体相区, 使奥氏体在较低温度下转变, 从而提高了焊缝强度和韧性。
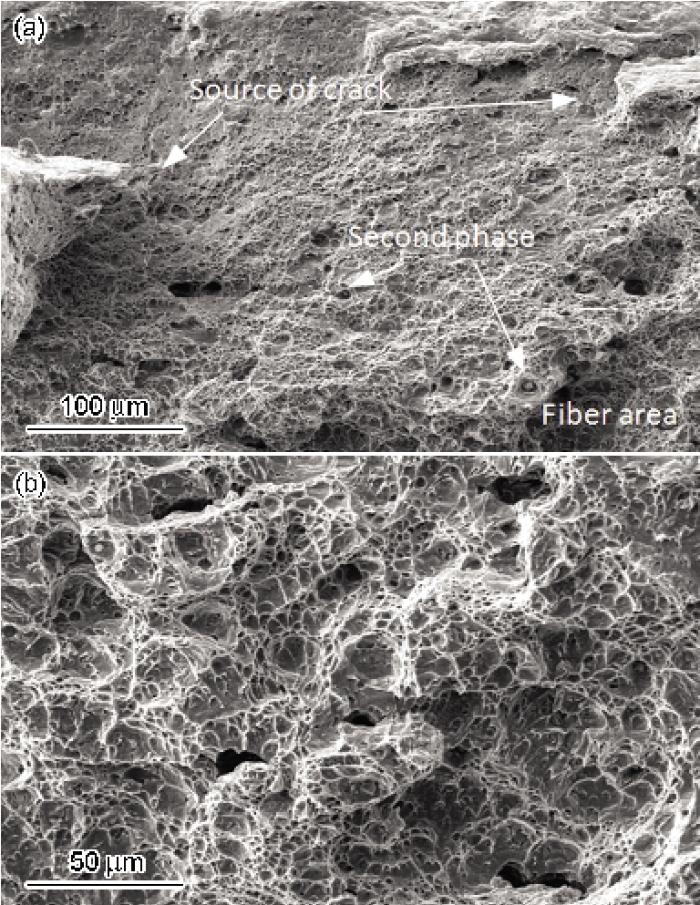
2.2.2 冲击性能 对试样进行冲击试验, 测得室温20℃下试样的焊缝区冲击吸收功分别为93 J、85 J、121 J, 均值为99.7 J, 符合FV520(B)马氏体不锈钢的使用要求。图2给出了冲击断口的室温扫描结果, 图2a为裂纹起源处的扫描结果, 可见该区域有典型的撕裂棱, 断口没有较为明显的韧窝出现, 仅在靠近纤维区一侧有少量较小较浅的韧窝出现, 且有少量的析出物分布, 此处的断裂主要以准解理断裂为主, 韧性较小。图2b为断口纤维区的扫描图, 可见该区域有大量韧窝, 颜色深浅不一, 其中颜色较深的部位, 韧窝孔坑较深。在韧窝内部弥散分散的白色颗粒物为第二相质点。根据表4中的能谱测试结果预测, 该二次相质点可能为Cr, Fe, Ni, Mo等的化合物。韧窝的大小与孔坑的深浅反应了焊缝金属的塑韧性大小, 金属塑性越大, 形成的韧窝越大, 孔坑越深。由图2b可见, 正是由于这种大而深的韧窝的出现, 使所得的焊缝具有较高的冲击韧性。同时, 针对马氏体不锈钢, 热处理规范对其组织和性能也起着决定性作用, 通过Cu、Nb、Mo等强化元素在时效过程中析出ε-Cu、NbC、Mo2C、Mo7C3、Mo23C6等化合物[12-16], 起到了较大的强化效果。
表3 拉伸试验结果
Table 3 Results of tensile test
| No. | Yield strength Rel/MPa | Tensile strength Rm/MPa | A/% | Z/% | Fracture location |
|---|---|---|---|---|---|
| 1 | 705 | 941 | 19.5 | 69.3 | Base metal area |
| 2 | 641 | 879 | 21.3 | 69.9 | Base metal area |
| 3 | 692 | 913 | 18.1 | 68.1 | Base metal area |
| Average | 679.3 | 911 | 19.6 | 69.1 | — |
图2 试样接头组织
Fig.2 Metallographic microstructure of welded joint, (a) weld area, (b) fusion area, (c) HAZ
Mo是铁素体形成元素, Mo的加入会缩小奥氏体相区, 推迟先共析铁素体的转变。Mo能抵抗氯离子(Cl-)产生的点腐蚀, 同时也能提高奥氏体钢的热强性。在马氏体不锈钢中, Mo的加入主要是增加回火稳定性和强化二次硬化效应, 同时增加钢的强度[13]。Ni是强烈形成并稳定奥氏体的元素且扩大奥氏体相区, 它能降低马氏体转变温度。Ni能有效降低晶体点阵中的位错运动抗力和位错与间隙原子之间交互作用的能量, 促进应力松弛, 从而减少脆性断裂的倾向。Ni还有利于马氏体中沉淀相的均匀析出, 保证了钢具有良好的塑性变形特性。同时Ni含量的增加会降低C、N在奥氏体中的溶解度, 从而使碳氮化合物脱溶倾向增强, 提高不锈钢晶间腐蚀敏感性[14]。Nb是强碳化物形成元素, 高温时能形成稳定的碳化物NbC, 从而抑制碳化铬的形成, 提高不锈钢的各种形式的耐蚀性, 特别是能推迟敏化时间而改善抗晶间腐蚀性能, 同时也是一种形成沉淀硬化相的元素。在时效温度下析出强化相, 强化不锈钢而不损害耐蚀性的沉淀强化相是NbCrN, 这个沉淀相产生于1050℃固溶处理, 可提高强度和改善耐蚀性[15]。Cr是强烈形成并稳定铁素体的元素, 扩大奥氏体相区, 是不锈钢获得耐腐蚀性能的主要合金元素。Cr提高耐蚀性的作用符合n/8定律。同时, 随着Cr含量的增加, 一些金属间化合物析出形成的倾向增大。这些金属间化合物的存在不仅显著降低钢的塑性和韧性, 而且在一定条件下还降低钢的耐蚀性[16]。
在金属的凝固过程中Ni、Cr合金元素的加入可以有效扩大奥氏体相区, 增加残余奥氏体的数量。Nb、Mo合金元素的加入可以在失效温度下析出二次强化相, 增加钢的强度, 强化不锈钢而不损害其耐蚀性。但是, 过量的合金元素, 会增大金属间化合物的析出倾向, 显著降低钢的塑韧性。
表4 焊缝区冲击断口能谱结果
Table 4 EDS Results of impact fracture of weld area (mass fraction, %)
| Element | C K | Si K | Cr K | Mn K | Fe K | Ni K | Mo L |
|---|---|---|---|---|---|---|---|
| 0.03 | 0.36 | 24.3 | 1.58 | 64.8 | 5.70 | 3.26 |
1. 根据成分与组织匹配原则, 应用合金化设计理论确定的FV520(B)的熔敷金属合金系为Cr-Ni-Nb-Mo-Ti。
2. 使用所研制的药芯焊丝焊接其接头的力学性能优异, 抗拉强度达到911 MPa, 屈服强度达到679.3 MPa, 冲击功达到99.7 J(20℃)。
3. 使用所研制的药芯焊丝得到的焊缝组织主要为回火索氏体和板条马氏体, 另有少许残余奥氏体和析出碳化物, 能与母材实现较好的匹配。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}