
岑耀东
CEN Yaodong
中图分类号: TG407
文章编号: 1005-3093(2018)03-0216-09
通讯作者:
收稿日期: 2017-04-19
网络出版日期: 2018-03-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
作者简介:
作者简介 岑耀东,男,1982年生,博士
展开
摘要
采用电阻点焊对1.5 mm等厚TRIP980高强钢/SPCC低碳钢板进行焊接。以点焊接头的拉剪载荷为评价指标。 利用电子拉伸试验机、显微硬度仪、OM、SEM、EBSD、EDS对所获得的较优焊接参数时的点焊接头性能及显微组织进行测试和分析。结果表明,点焊接头的熔核呈椭圆形,熔核由SPCC低碳钢侧向TRIP980高强钢侧偏移;点焊接头的拉剪断裂位置发生在结合面边缘近SPCC低碳钢侧的熔合区处,断口为脆性断裂;SPCC低碳钢侧熔核硬度低于TRIP980高强钢侧,但SPCC低碳钢侧熔合区硬度出现峰值;母材的部分互熔使熔核中C、Mn、Si、Al等元素浓度由TRIP980高强钢侧到SPCC低碳钢侧均匀递减;近SPCC低碳钢侧熔合区组织差异较大,近母材侧为软相铁素体,近熔核侧为硬相马氏体,这种组织差异导致的应力集中是影响接头力学性能的主要原因。
关键词:
Abstract
TRIP (transformation induced plasticity) 980 high strength steel and SPCC (steel plate cold common) low carbon steel of about 1.5 mm in thickness were welded by resistance spot welding. The optimal welding parameters were acquired according to the test results of the joint shear tensile load. Then the performance and microstructure of the spot welded joint prepared by the optimal process were characterized by means of electronic tensile testing machine, micro-hardness meter, OM, SEM, EBSD and EDS. Results showed that the metallurgical bonding between the two base materials is realized, the molten nuclear of the spot welded joint is oval and has large deviation, molten nuclear of the side of SPCC steel is smaller than that of the TRIP980 one. The interface can obviously be observed in molten core region of spot welded joint. Shear tensile fracture of the spot welded joint is located at the interface, which is close to the edge of fusion zone of the side of SPCC steel, and the fracture is brittle fracture. The microhardness of molten nuclear on the side of the SPCC steel is lower than that of the TRIP980 one, but there existed a peak value of the hardness of nugget zone on the side of the SPCC steel. Elements of C, Mn, Si and Al etc. presented different diffusivity in the molten nuclear, and of which the concentration declines from the side of the TRIP980 steel to that of the SPCC one. The microstructure of the side melting zone of SPCC low carbon steel is quite different. The microstructure near the parent material is soft ferrite. The microstructure near the nugget side is hard martensite. The stress concentration caused by this difference is the main reason that affects the mechanical properties of the joints.
Keywords:
近几年来,随着汽车多材料轻量化结构的应用与发展,需要将不同的材料、不同的钢种焊接在一起[1],然而,对于异种钢来说,两种钢的化学成分、显微组织、物理、化学和力学性能有较大差异,焊接难度大[2,3],这对焊接工艺提出了新的挑战,从而掀起了异种钢焊接研究的热潮[4]。在各类异种钢焊接研究中,高强钢与普碳钢的焊接是今后汽车板轻量化焊接研究的重要发展方向[5]。
相变诱发塑性钢(Transformation induced plasticity, TRIP)是近几年新发展起来的汽车用高强钢[6],因具有较高的强塑积(在20 GPa%以上)和应变硬化指数(n)、厚向异性指数(r)等优点,成为当前汽车轻量化研究中最具发展潜力的新一代高强钢,应用前景广阔[7]。然而,TRIP高强钢具有较高含量的C、Mn、Si、Al等合金元素,焊接性差,在与其它钢种进行焊接时存在合金成分偏析严重、焊后硬化等问题,接头熔核界面易发生脆性断裂[8]。此外,TRIP高强钢具有独特的相变诱发塑性效应,焊接过程相变复杂、性能不稳定,尤其是强度级别较高的TRIP980高强钢,焊接难度更大。目前已有相关人员对TRIP高强钢的焊接开展了一些研究工作,Park等[9]研究了TRIP590高强钢电阻点焊接头界面剪切拉伸断裂特征,认为断裂模式和熔核直径是影响接头断裂特征的重要原因。Perez-Medina等[10]采用OM、SEM、TEM等研究了TRIP800高强钢CO2激光焊接头的显微组织,结果表明马氏体含量在熔合区为23%,在热影响区高达30%,热影响区形成的大量脆性马氏体会降低接头的韧性。Emre等[11]研究了TRIP800高强钢电阻点焊接头的断裂模式评价标准,认为熔核直径至少应为4.5
一般用冷轧碳钢薄板(Steel plate cold common,SPCC)具有优良的塑性和成形性,焊接性好,生产成本低、工艺成熟,是用途广泛的普通冷轧钢板。TRIP980高强钢/SPCC低碳钢的有效焊接,将充分发挥两种钢板在汽车结构件中的性能优势,大大降低汽车的整体制造成本。
电阻点焊具有成本低、焊接效率高等优点,是汽车板的主要焊接方式[16,17]。在现阶段条件下,在兼顾焊接质量和制造成本的前提下,电阻点焊仍然是汽车用高强钢板首选的焊接方式[18,19],因此,探索和优化TRIP980高强钢/SPCC低碳钢的异种钢板电阻点焊工艺和参数,对推动TRIP980高强钢在汽车结构件中的广泛应用有重要意义。
本文研究TRIP980高强钢/SPCC低碳钢的异种钢板电阻点焊工艺,进一步探讨了较优焊接参数时点焊接头显微组织、化学成分互熔及力学性能特点,揭示了TRIP980高强钢/SPCC低碳钢的异种钢点焊接头的失效机理,为工业生产提供了理论和实验依据。
焊接实验设备采用DN-50B工频电阻点焊机,最大输出功率为50 kVA,电极头选用圆锥平头型,端面直径8 mm。实验材料为鞍钢提供的TRIP980高强钢与SPCC低碳钢,其化学成分和力学性能如表1所示。试样尺寸均为100 mm×28 mm×1.5 mm,搭接方式如图1所示。
表1 TRIP980高强钢和SPCC低碳钢的化学成分和力学性能
Table 1 Chemical compositions and mechanical properties of TRIP980 and SPCC
| Steel | Mass fraction/% | Mechanical properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Al | P | S | Fe | RP0.2σs/MPa | Rmσb/MPa | A/% | ||
| SPCC | 0.06 | 0.02 | 0.15 | 0.025 | 0.024 | 0.007 | Bal. | 280 | 391 | 30 | |
| TRIP980 | 0.31 | 0.92 | 1.95 | 0.76 | 0.013 | 0.002 | Bal. | 700 | 1054 | 20 | |
图1 试样尺寸及搭接方式示意图
Fig.1 Schematic diagram of sample size and overlap method (unit: mm)
考虑对焊接热输入有直接影响的参数:焊接电流8、9、10、11 kA,焊接时间15、20、25、30 cycle和电极压力2.5、3.0、3.5、4.0 kN,按照此实验设计,共需64组实验。重复性实验后,得到所有实验组中点焊接头的最大拉剪载荷为10.71 kN,对应的焊接参数为:焊接电流8 kA、焊接时间25 cycle、电极压力4 kN,即为所获得的较优焊接参数。
焊前用粗砂纸对2种钢板的上、下表面进行打磨除去氧化膜,然后用丙酮对待焊表面进行清洗除去油污。将2种钢板组合后用夹具夹紧进行电阻点焊实验,焊接完成后,线切割取样、打磨抛光至镜面,制备金相试样。在点焊接头的横断面上取样,分别制作能谱(EDS)和电子背散射衍射(EBSD)试样。其中EBSD试样需经磨制和机械抛光后,再进行亚离子抛光。利用蔡司金相显微镜观察点焊接头横截面的显微组织;利用装配在SUPRA 55 SAPPHIR发射电子显微镜上的Nordlys Max2背散射电子衍射(EBSD)表征焊层的晶粒形貌和织构。利用微机控制电子拉伸试验机和电子显微硬度仪分析点焊接头的拉剪载荷和硬度,考虑拉伸时试样两侧板不在一条中心线上,在试样两侧使用相同厚度的垫片,以保证实验结果的可靠性。采用S-3400扫描电镜(SEM)观察接头经剪切拉伸后的断口微观形貌,用扫描电镜上附带的能谱仪(EDS)分析点焊接头横截面各区域成分分布及缺陷成分组成。
图2为较优焊接参数时的点焊接头横截面低倍组织及显微组织照片。由图2a可见,接头组织是由母材区(Base material zone,BMZ)、热影响区(Heat affected zone,HAZ)、熔合区(Fusion zone,FZ)和熔核(Nugget)组成,熔核呈椭圆形,且向SPCC低碳钢侧偏移,熔核区可观察到明显的结合面,结合面沿熔核(椭圆)的长轴方向,整个熔核呈现穿晶组织,结合面形成柱晶间界,结合面上有缩孔缺陷,这是因为在焊接过程中,整个焊接回路中结合面处的接触电阻最大,为初始形核区,热输入时间最长,受热最多,而且远离界面,散热最慢,因此,熔核得以充分再结晶,晶粒粗大,但由于钢板较薄,焊接结束后,在水冷电极头的冷却下,熔池具有极快的冷却速度,凝固过程中柱状晶由熔池边界向结合面中心快速生长,遇到小气孔或夹杂物,就有可能形成缩孔。图2b(对应b位置)为TRIP980高强钢和SPCC低碳钢的结合面边缘近热影响区处显微组织,TRIP980高强钢侧为针状马氏体及少量铁素体组织,而SPCC低碳钢侧为铁素体组织,两侧显微组织差异较大,结合面明显,这是由于电阻热升温过程中,该区域远离熔核中心,受热少,散热快,再结晶不充分造成。图2c(对应c位置)为TRIP980高强钢侧熔合区显微组织,该区域近母材侧为铁素体和少量马氏体,近熔核侧为板条马氏体。图2d(对应d位置)是TRIP980高强钢侧熔核区显微组织,与结合面熔合区显微组织几乎一致,但出现了更多的马氏体组织。图2e(对应e位置)为两种材质的结合面中心显微组织,该区域主要为针状马氏体组织。图2f(对应f位置)是SPCC低碳钢侧熔核显微组织,近母材侧为铁素体,近熔核侧主要为板条马氏体组织,马氏体生长方向与熔合区垂直,与母材区相比,马氏体的出现会使该区域韧性下降,容易导致脆性断裂。图2g(对应g位置)是TRIP980高强钢侧熔合区显微组织,该区域近熔核处是马氏体,近母材处是铁素体和少量马氏体组织。
图2 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时点焊接头的低倍组织及显微组织
Fig.2 Macroscopic and microstructure of welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of resistance spot welded joints (a) macroscopic of resistance spot welded joints, (b) heat affected zone near the edge of TRIP980 high strength steel and SPCC steel low carbon steel binding surface, (c) fusion zone of SPCC low carbon steel side, (d) the nugget of SPCC low carbon steel side, (e) combined surface, (f) the nugget of TRIP980 high strength steel side, (g) fusion zone TRIP980 high strength steel side
由以上的显微组织分析可知,熔核中心的结合面两侧组织几乎一致,都为马氏体,但结合面晶粒粗大,存在严重的柱晶间界,SPCC低碳钢侧熔合区两侧组织差异较大。
图3为点焊接头不同区域的EDS线扫结果,由图3b可知,TRIP980高强钢侧熔核区到母材区的Si、Mn、Al浓度在距离线扫初始点470~530 μm的长度范围内(TRIP980高强钢侧熔合区),出现了梯度递增,说明TRIP980高强钢侧熔核中的Si、Mn、Al由于部分熔入到了SPCC低碳钢侧熔核中而减少;由图3c可知,在整个熔核区中,TRIP980高强钢侧到SPCC低碳钢侧的C、Si、Mn、Al元素为均匀递减,说明在焊接过程中,TRIP980高强钢与SPCC低碳钢发生了熔合,两种材料实现了冶金结合;由图3d可知,SPCC低碳钢侧熔核区到母材区的Si、Mn、Al浓度在距离线扫初始点145~200 μm的长度范围内(SPCC低碳钢侧熔合区),出现了梯度递减,说明SPCC钢侧熔核由于增加了TRIP980钢侧熔核中熔入的合金元素,合金元素浓度大于SPCC钢母材。
图3 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时点焊接头EDS
Fig.3 EDS detection results of welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of resistance spot welded joints (a) schematic diagram of detection path, (b) line scanning path 1, (c) line scanning path 2, (d) line scanning path 3
总体来说,通过以上对点焊接头不同区域的成分分析,结合表1的母材成分对比可知,焊前TRIP980高强钢与SPCC低碳钢C、Si、Mn、Al含量差异较大,但焊后在SPCC低碳钢侧也出现了与TRIP980高强钢侧相近浓度的C,而且Si、Mn、Al浓度也有所增加,说明4种合金元素由TRIP980高强钢熔入到了SPCC低碳钢中,TRIP980高强钢与SPCC低碳钢实现了冶金结合。TRIP980高强钢侧熔核中的合金元素由于部分熔入到了SPCC低碳钢侧熔核,合金元素浓度小于TRIP980高强钢母材,而SPCC低碳钢侧熔核由于增加了TRIP980高强钢侧熔核中熔入过来的合金元素,合金元素浓度大于SPCC低碳钢母材。
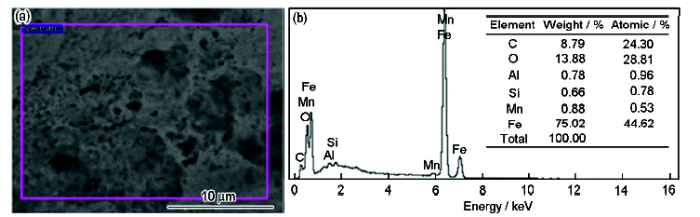
由前面的金相低倍照片可知,结合面出现了缩孔,为了分析缩孔的产生原因,研究缩孔是否对接头的力学性能产生影响,采用能谱(EDS)对结合面上的缩孔缺陷成分进行定量分析,图4为缩孔近TRIP980高强钢侧(图2中位置1)的EDS成分检测结果,合金元素及含量为C-10.42%、O-11.43%、Mn-1.19%,图5为缩孔近SPCC低碳钢侧(图2中位置2)的EDS成分检测结果,合金元素及含量为C-8.79%、O-13.88%、Al-0.78%、Si-0.66%、Mn-0.88%。缩孔两个位置的检测结果表明,缩孔除了含有C、Mn、Si、Al外,还有高浓度的O,说明缩孔处形成了Mn、Si、Al等合金的氧化物。
图6为TRIP980高强钢/SPCC低碳钢的异种钢板点焊接头的结合面位置晶粒取向图。可以看出,结合面近熔核中心处存在着不同大小、颜色和亮度值的晶粒,具有明显的择优取向,晶粒走向与冷却过程中散热走向一致,这说明TRIP980钢/SPCC钢虽然发生了冶金结合,但结合面存在明显的柱晶间界。在结合面边缘有着不同大小、颜色和亮度值的晶粒,近SPCC低碳钢侧的结合面熔合区边缘处晶粒大小和取向与TRIP980高强钢侧存在较大差异,具有明显的择优取向,这是由于该区域受热不充分,再加上两种材质热膨胀系数不同,散热快,熔合较差,这也是点焊接头未在结合面缩孔处断裂,而在结合面的近SPCC低碳钢侧熔合区边缘处断裂的主要原因。
图6 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时点焊接头熔核结合面EBSD
Fig.6 EBSD detection results of welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of resistance spot welded joints (a) schematic diagram of detection path, (b) in the fusion nuclear combined surface of spot welding joint
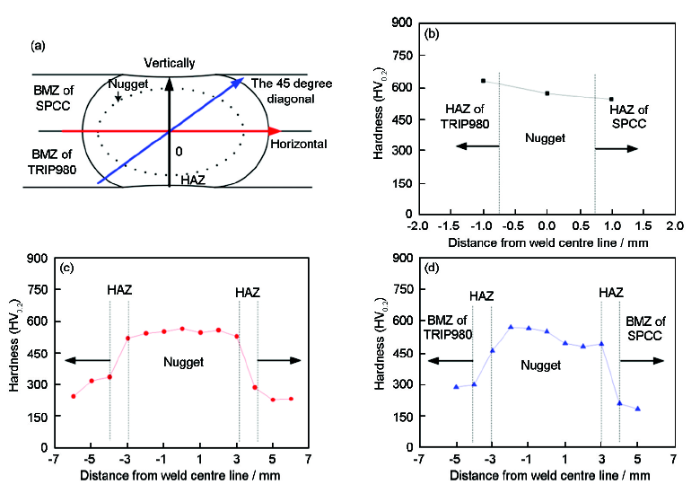
图7为点焊接头的显微硬度测试点位置及测试结果,硬度沿熔核中心垂直方向由TRIP980高强钢侧到SPCC低碳钢侧递减,沿熔核中心水平方向由左到右先增加后减小,沿熔核中心45度方向由TRIP980高强钢侧到SPCC低碳钢侧先增加后减小。整体上,硬度都是TRIP980高强钢侧大于SPCC低碳钢侧。但是,由图7d可以看出,在距熔核中心3.1~4.1 mm内,即在SPCC低碳钢侧熔合区硬度出现了峰值,说明此处出现了脆硬倾向,与前面EDS检测结果及金相显微组织分析结果一致。
图7 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时点焊接头不同区域、位置的硬度
Fig.7 Hardness test results of different area and position of welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of spot welding joint, (a) schematic diagram of the path of hardness testing, (b) hardness test results in vertical direction, (c) hardness test results in horizontal direction, (d) hardness test results of 45 degree direction
异种钢焊接时,焊接接头和两种母材金属不易达到同等强度,这是由于两种钢的组织类型、化学成分、机械性能等存在较大差异,焊接时经受加热、熔化、化学反应、结晶、冷却、固态相变等一系列复杂的过程,会给接头带来焊接残余应力、碳扩散、内部缺陷等问题,接头力学性能降低,因此,接头的强度在接近强度较低一侧母材的强度下限即能满足使用要求。表2为采用较优焊接参数时的拉剪性能。可见,TRIP980高强钢母材的拉剪强度高于SPCC低碳钢母材,SPCC低碳钢母材的拉剪强度略高于接头,所以采用焊接系数为接头抗拉强度与SPCC低碳钢母材的比值,焊接系数达97.2%,几乎达到了SPCC低碳钢母材强度,符合强度要求。图8为较优焊接参数时的点焊接头拉剪位移曲线,由图可以看出,点焊接头在载荷达到最高之后迅速降低,为典型的拉剪脆性断裂模式。图9为对应的点焊接头拉剪断口及扫描,传统观点认为[20],异种钢电阻点焊熔核内部缩孔、裂纹是接头应力的主要集中区,接头的缩孔、裂纹处易发生断裂,然而事实并非如此,本文作者认为,异种钢电阻点焊接头在拉剪塑性变形前内部缩孔、裂纹未扩展至接头边界时,对接头拉剪性能影响不大。本研究工作中,断口并未发生在缩孔处或两种母材处,而是发生在SPCC低碳钢侧的熔合区,这说明SPCC低碳钢侧熔合区的拉剪强度低于两种母材,在异种钢结合面的熔核中心处产生的缩孔缺陷不会对接头的力学性能产生明显影响。此外,由拉伸结果可知,SPCC低碳钢母材区出现了明显的颈缩现象,这说明接头在拉剪过程中产生了不均匀变形。对于焊接接头,断裂一定是在最薄弱的地方,由于焊接接头不同区域组织和拉剪性能存在差异,导致拉剪过程中产生不均匀变形是产生应力集中的主要原因,在拉剪过程中,SPCC低碳钢侧熔合区应力最集中,所以在该区域断裂。通过SEM观察,断口为明显的解理断裂特征,与前面的金相分析结果和拉剪位移曲线结果相符。
图8 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时的点焊接头拉剪位移曲线
Fig.8 Welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of resistance spot welded joints shear tensile displacement curve
图9 焊接电流8 kA、焊接时间25 cycle、电极压力4 kN时的点焊接头剪切拉伸断口照片
Fig.9 Welding current 8 kA, welding time 25 cycle, electrode pressure 4 kN of resistance spot welded joints (a) shear tensile fracture, (b) fracture surface
表2 剪切拉伸性能
Table 2 Shear tensile properties
| Rs/MPa | η / % | ||
|---|---|---|---|
| TRIP980 | SPCC | TRIP980/SPCC | |
| 527 | 145 | 141 | 97.2 |
(1) TRIP980高强钢/SPCC低碳钢的异种钢板电阻点焊接头熔核为椭圆形,熔核发生偏移,TRIP980高强钢侧熔核大于SPCC低碳钢侧,熔核晶粒粗大,呈柱晶间界,主要为马氏体组织,结合面边缘近SPCC低碳钢侧熔合区两侧组织差异较大,晶粒大小和取向与TRIP980高强钢侧存在较大差异,且有明显的择优取向,为点焊接头的薄弱环节。
(2) 通过对电阻点焊接头不同区域的成分分析,两种基体金属(母材)熔入了焊缝后使其合金元素比例发生了变化。各种元素的比例变化说明,TRIP980高强钢和SPCC低碳钢具有互熔性,通过电阻点焊实现了两种材料的冶金结合。
(3) SPCC低碳钢侧熔合区硬度出现了峰值,拉剪断裂位置发生在该处,断口为脆性断裂,硬度突变及接头不同区域组织和拉剪性能存在差异,导致拉剪过程中产生不均匀变形是造成接头拉剪失效的重要原因。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}