
李永奎, 陈俊丹, 陆善平
中国科学院金属研究所沈阳材料科学国家(联合)实验室, 沈阳110016
LI Yongkui, CHEN Jundan, LU Shanping
中图分类号: TG157
通讯作者:
收稿日期: 2013-08-5
修回日期: 2013-08-5
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李永奎, 男, 1977年生, 副研究员, 博士
展开
摘要
针对42CrMo钢车轮内部裂纹及表面剥落问题, 进行了成分测试、裂纹宏观及微观的观察与分析. 建立了无缺陷和含疏松缺陷的车轮锻件淬火过程的热力耦合有限元模型, 获得了车轮在淬火过程中产生的残余应力场. 结果表明, 车轮内部疏松缺陷是淬火过程中疏松区域内产生应力集中的主要原因, 疏松区域尺寸对于应力集中最大值没有影响; 淬火工艺导致车轮内部缺陷区域产生非常高的周向应力, 使疏松区域产生裂纹, 但其扩展到疏松区域外的可能性不大, 而靠近车轮外表面边缘处的缺陷经过淬火后, 疏松区域内外载荷叠加效应将导致剥落现象发生.
关键词:
Abstract
42CrMo steel, a typical low alloy medium carbon structural steel, is widely used in important structural components that require high strength, plasticity and toughness, such as crane weight-on-wheel, automobile crank shaft, locomotive gear hub, oil drill pipe joints of deep well, fishing tools and so on, for its good harden ability, high temperature strength, good creep resistance and little quenching deformation. The wheels of the polar crane that used in the Chinese third generation nuclear power plant are made of steel 42CrMo. However, cracks and surface peeling normally occur after heat treatment at quenching process of wheel forgings. There is important application background and practical significance to research the effect of the heat treatment process on the microstructures and mechanical properties and the influence of porosity defects inside the forging wheel on the heat treatment process. Large numbers of research work had been focused on segregation and heat treatment process for solving this matter in passing days. This work aims to study the effects of thermal residual stress on porosity defect in a wheel, and explain the reason for cracking and surface feeling in the way of mechanical behavior during quenching. A wheel with surface peeling was analyzed by measuring chemical compositions, macro- and micro-crack observation. Random testing position for mechanical compositions showed that the effects of segregation was small in the wheel. A set of tests and measurements for thermal mechanical properties of 42CrMo steel were conducted from room temperature to 850 oC. FEM models containing porosity defects in different sizes and without defects were constructed by Abaqus for studying the residual stresses during quenching in fully coupled temperature-displacement analysis. Simulation results indicate that the porosity defects in wheel cause stress concentration within themselves. The maximum residual stress is not affected by the length of porosity region. The hoop residual stress in porosity region in the wheel due to quenching process is in the highest level and believed to be the driving force of cracks. According to the stress distribution in the wheel, the cracks caused by the hoop residual stress can not propagate out of the defects region too far. While the assumptions of surface peeling of wheel are concluded due to combined influence of the residual stress and external loads when the defects region emerges near the wheel surface border in view of the current simulation.
Keywords:
我国目前拥有百万千瓦级核电站环形起重机, 其在核电站设备安装及检修过程中起着非常重要的作用, 如反应堆压力壳及蒸汽发生器等大型部件的搬运都需要起重机来完成, 起重机车轮及水平轮等关键连接结构在运行过程中受力相对复杂[
尽管42CrMo钢具有许多优点, 但应用在核电站环形起重机车轮和水平轮上经常出现强度与韧性不匹配的问题, 即在强度满足要求的条件下, 冲击性能不能达标. 类似此类问题在42CrMo钢的其它重要零件制造过程中也普遍存在[
然而, 材料在进行淬火热处理过程中, 由于结构厚大及复杂等原因, 内外表面及各区域冷却速率差别明显, 致使结构温度分布不均匀, 进而产生残余热应力[
本工作针对42CrMo车轮失效件的裂纹进行宏观与微观分析, 并采用有限元方法模拟车轮锻件热处理过程, 分析车轮淬火热处理后的残余应力分布, 研究疏松缺陷在淬火过程中与裂纹扩展及表层剥落现象的相互关系.
采用化学分析方法测得42CrMo钢材料的成分(质量分数, %)为: C 0.44, Si 0.27, Mn 0.64, S 0.01, P 0.01, Cr 1.0, Ni 0.06, Cu 0.08, Mo 0.15, V<0.01, Nb<0.01. 材料热处理工艺为850 oC水淬, 然后580 oC回火处理. 车轮锻件轮廓见图1所示, 锻件淬火热处理过程三维尺寸为: 内径70 mm, 外径300 mm, 高120 mm. 先对车轮来料进行解剖分析, 后在裂纹附近截取试样进行渗透探伤和S-3400N 型W灯丝扫描电镜(SEM)观察.
利用RFDA HTVP 1750-C高温模量仪, 采用敲击共振法测量材料的弹性模量、剪切模量和Poisson比. 利用UnithermTM-1252热膨胀仪, 采用顶杆法测量材料的线性热膨胀和平均线膨胀系数. 利用FlashlineTM-5000激光热导仪, 采用非稳态法测量材料的比热容、密度和热导率. 将实验材料42CrMo钢加工成标准的M5圆棒状拉伸试样, 利用Instron5582电子万能实验机从20~850 oC进行拉伸实验.
车轮锻件三维有限元模型的内径70 mm, 外径300 mm, 高120 mm, 由ProE辅助Abaqus[
在Dell PrecisionT7500工作站上采用Abaqus有限元软件模拟分析车轮在淬火过程中的应力场变化. 模型的求解方式选用热应变直接耦合的完全Newton算法, 划分为C3D8R六面体单元. 在淬火有限元模型中, 升温和保温阶段的设置以实际生产工艺为参考: 依据生产炉况, 选择50 oC/h的升温速率, 使车轮从20 ℃升温至850 ℃. 根据车轮锻件的有效厚度, 为保证模型芯部至表层的温度均匀, 选择保温时间为4 h[
表1 无缺陷及含缺陷有限元模型
| Model | Symmetry | Position of defect | Size in axis mm | Distance among of porosity / mm | Number of element |
|---|---|---|---|---|---|
| Model-0 | 1/4 symmetric model | 14 mm to inner surface of wheel model | 0 | 0 | 216240 |
| Model-10 | 10 | 1.5 | 129514 | ||
| Model-50 | 50 | 1.5 | 231372 | ||
| Model-80 | 80 | 1.5 | 348603 | ||
| Model-10ma | 1/2 symmetric model | At margin of wheel model | 10 | 1.5 | 121274 |
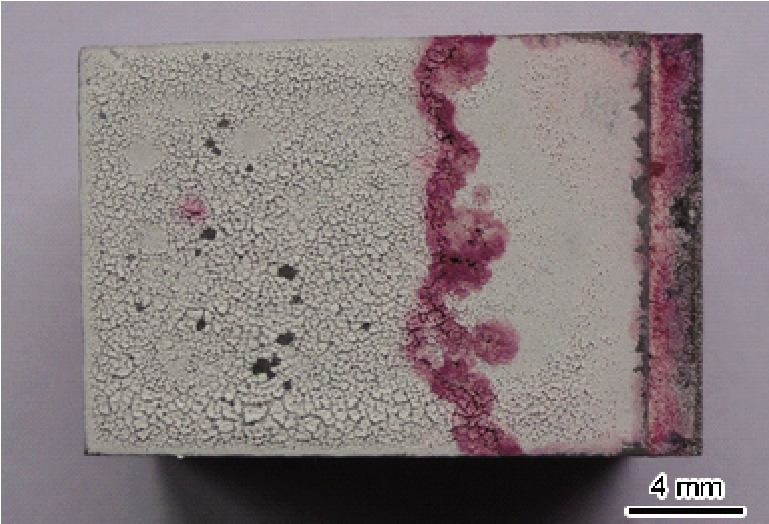
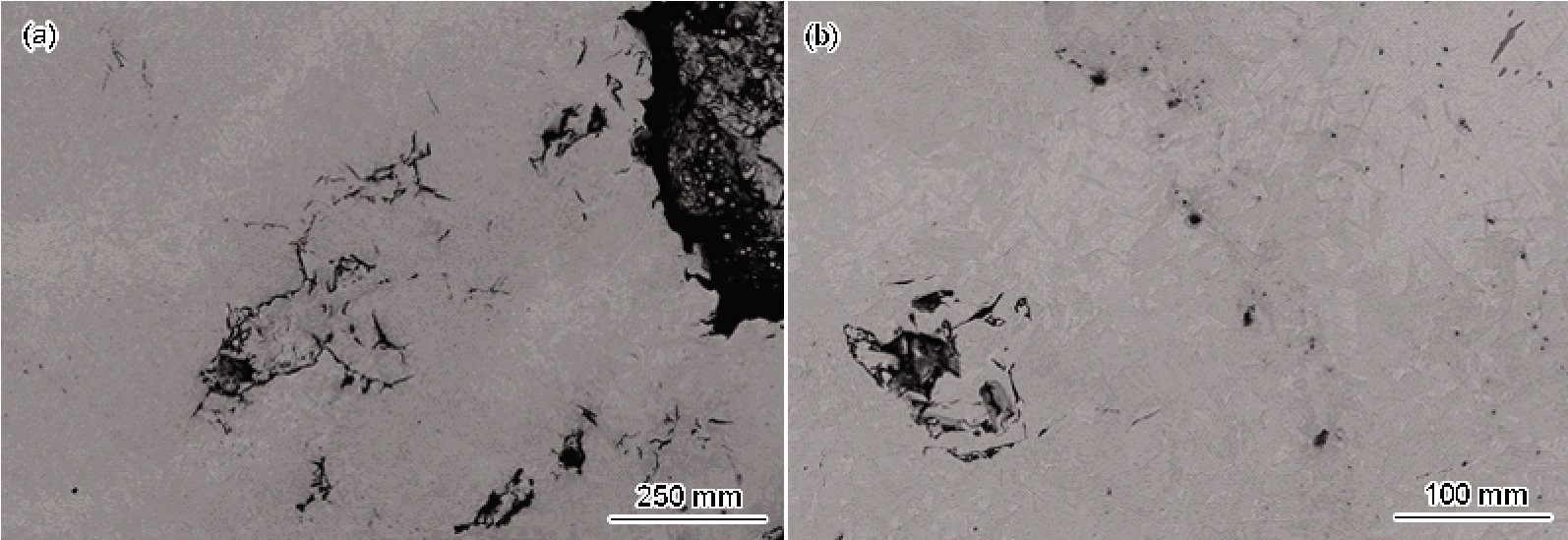
实验结果发现, 不仅车轮表面存在剥落, 内部也存在多处裂纹(图3), 裂纹多数垂直于车轮径向, 最长裂纹达8cm, 且位于锻件内部. 在裂纹附近截取试样进行观察, 发现存在疏松和孔洞的缺陷, 经渗透探伤和扫描电镜观察确定裂纹附近存在疏松和孔洞缺陷如图4所示.
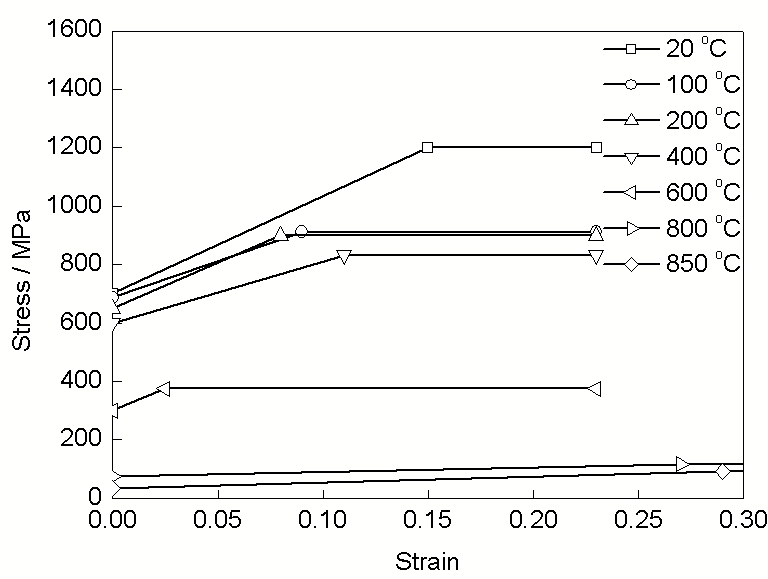
42CrMo钢热物性参数检测结果见表2. 如图5所示, 获得了42CrMo钢在不同温度下的真应变-应力塑性本构关系, 为保证测试数据的可靠性, 每个温度测2个试样. 42CrMo钢的基础物性检测实验结果为后续有限元仿真模拟提供了材料本构方程参数.
表2 42CrMo钢的热物性参数
| Temperature ℃ | Elastic modulus 105 MPa | Poisson's ratio | Specific heat Jkg-1℃-1 | Thermal expansion 10-6 ℃-1 | Thermal conductivity Wm-1℃-1 |
|---|---|---|---|---|---|
| 20 | 2.08 | 0.29 | - | - | - |
| 100 | 2.05 | 0.29 | 546 | 11.9 | 35.1 |
| 200 | 1.98 | 0.29 | 563 | 12.5 | 35.1 |
| 300 | 1.91 | 0.30 | 580 | 12.9 | 35.1 |
| 400 | 1.85 | 0.30 | 631 | 12.9 | 35.2 |
| 500 | 1.78 | 0.30 | 720 | 13.3 | 34.9 |
| 600 | 1.68 | 0.31 | 730 | 13.6 | 32.0 |
| 700 | 1.53 | 0.31 | 795 | 13.9 | 27.9 |
| 800 | 1.32 | 0.32 | 539 | 10.6 | 21.1 |
| 900 | 1.11 | 0.34 | 588 | 12.0 | 24.2 |
| 1000 | 1.04 | 0.34 | 591 | 13.0 | 24.5 |
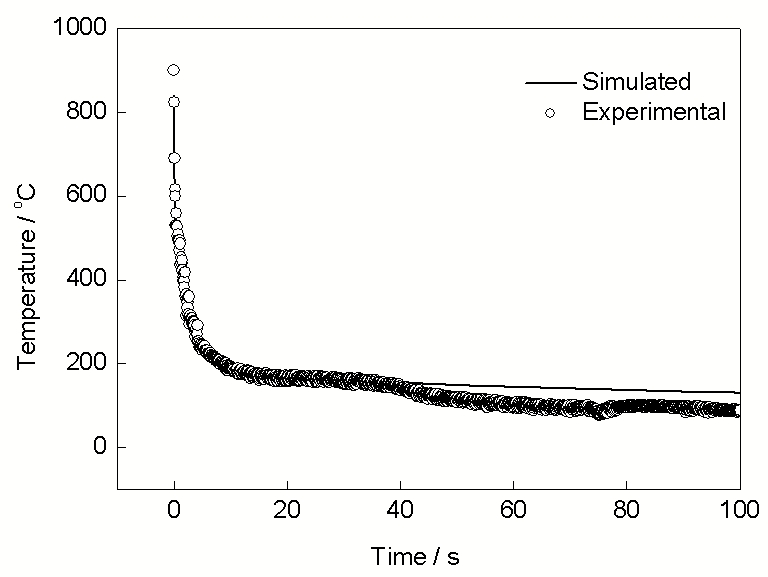
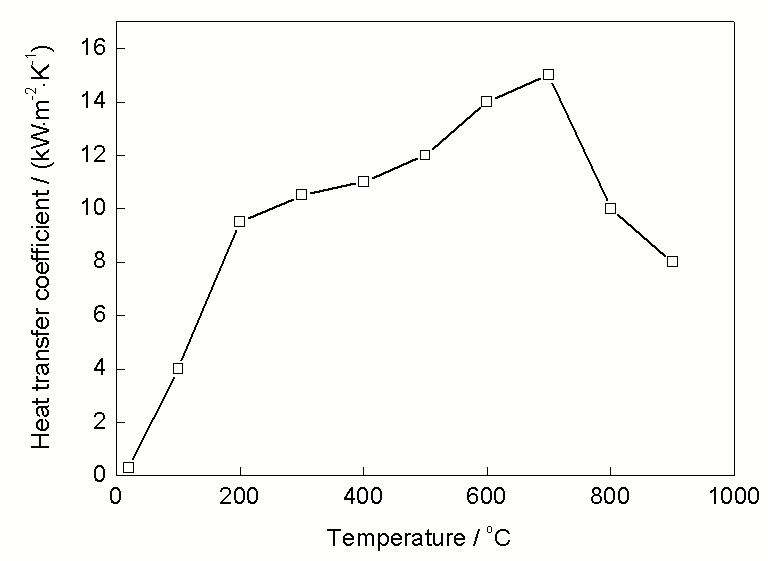
采用对称边界条件, 初始条件为室温, 传热条件分为在炉内升温和保温2个阶段, 采用工件和热处理炉内空气的换热系数, 淬火阶段采用水冷过程的换热系数. 淬火时热交换过程过快, 对于车轮模型的应力-应变场影响较大. 为保证模拟结果的可靠性, 实测了42CrMo钢小试样水淬过程中温度与时间之间的关系曲线. 图6为 Abaqus模拟42CrMo钢水中冷却温度变化与实验检测结果比较, 通过逆运算[
经过Abaqus热应变直接耦合分析, 获得了Model-0, Model-10, Model-50, Model-80及Model-10ma模型的淬火残余应力场, 并根据车轮实体模型建立圆柱坐标系, 研究车轮结构在径向、周向及轴向应力分布情况.
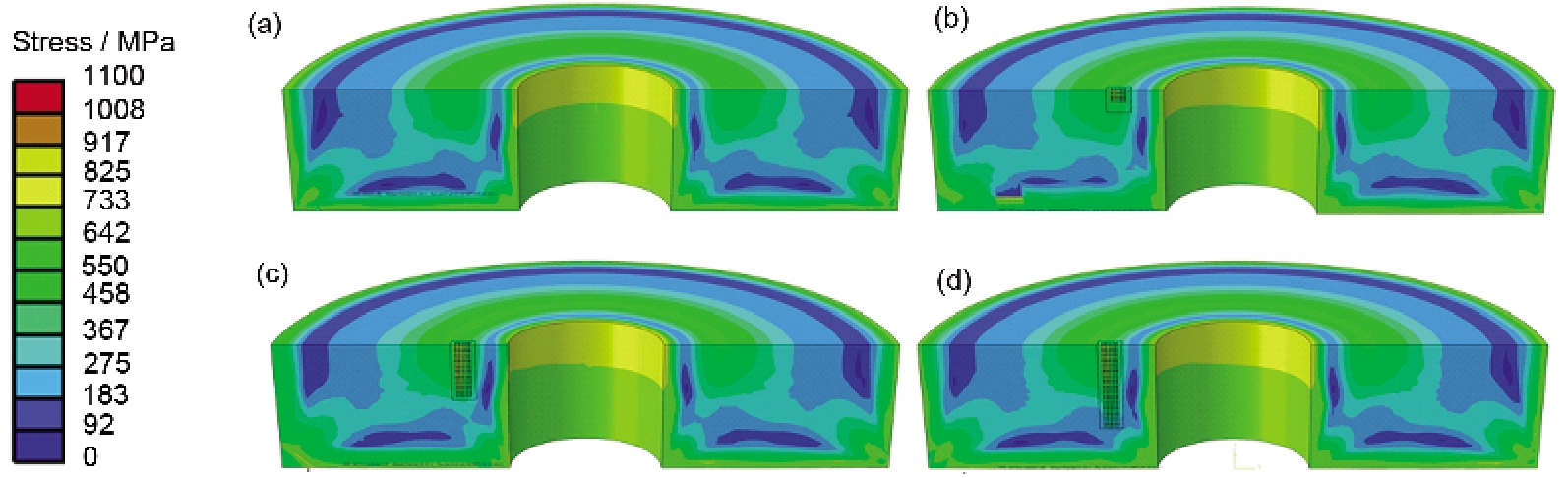
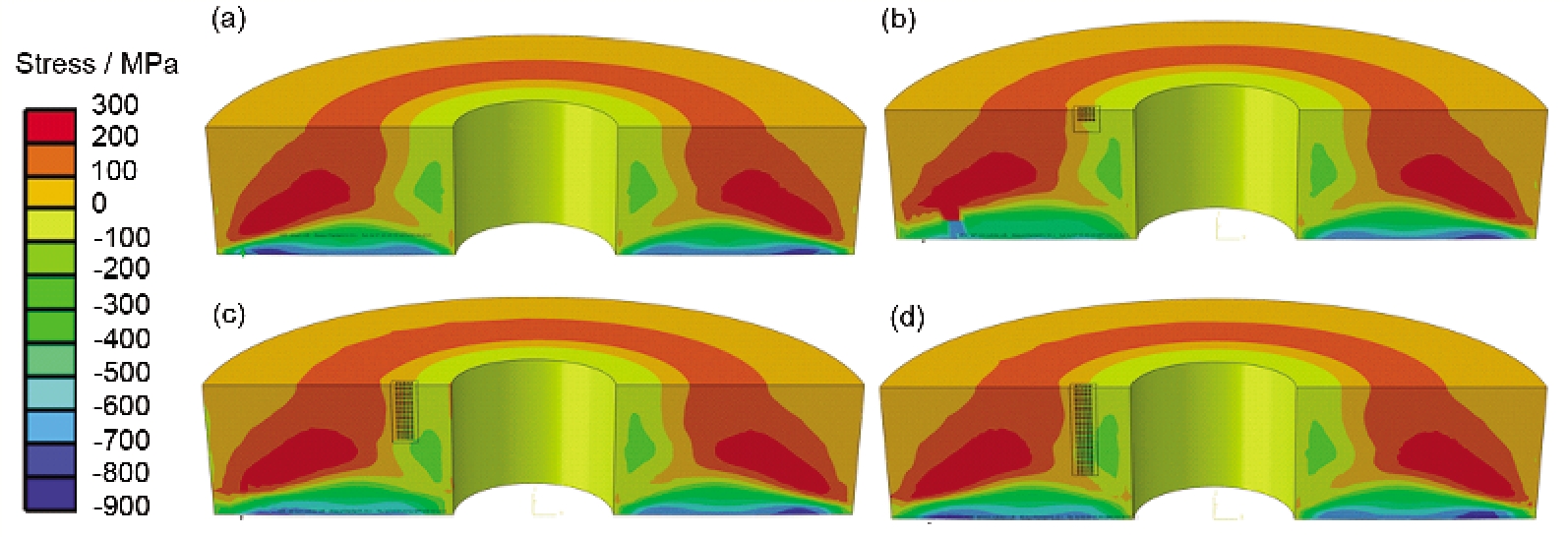
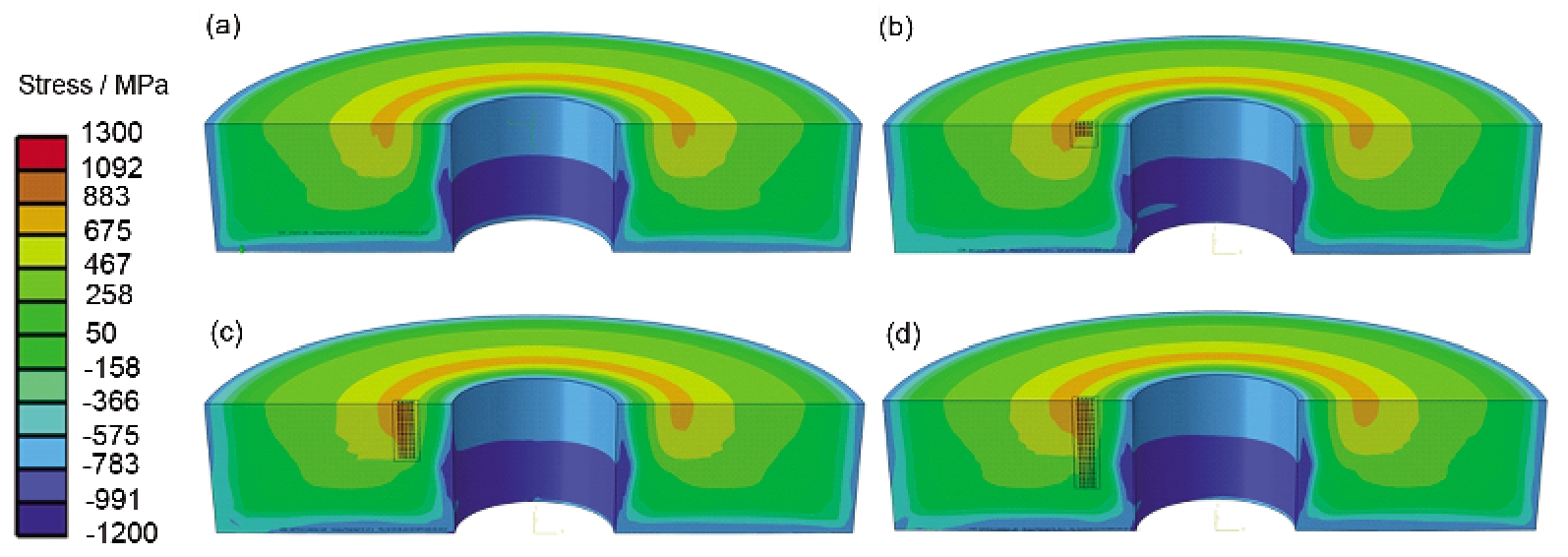
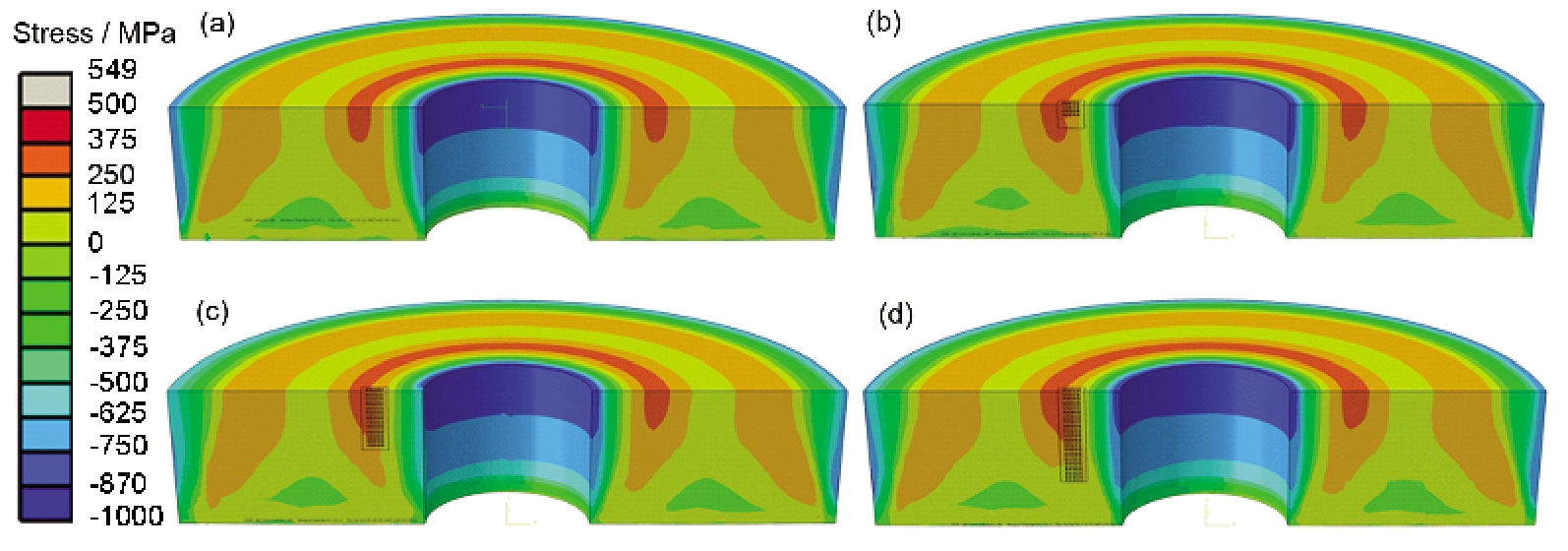
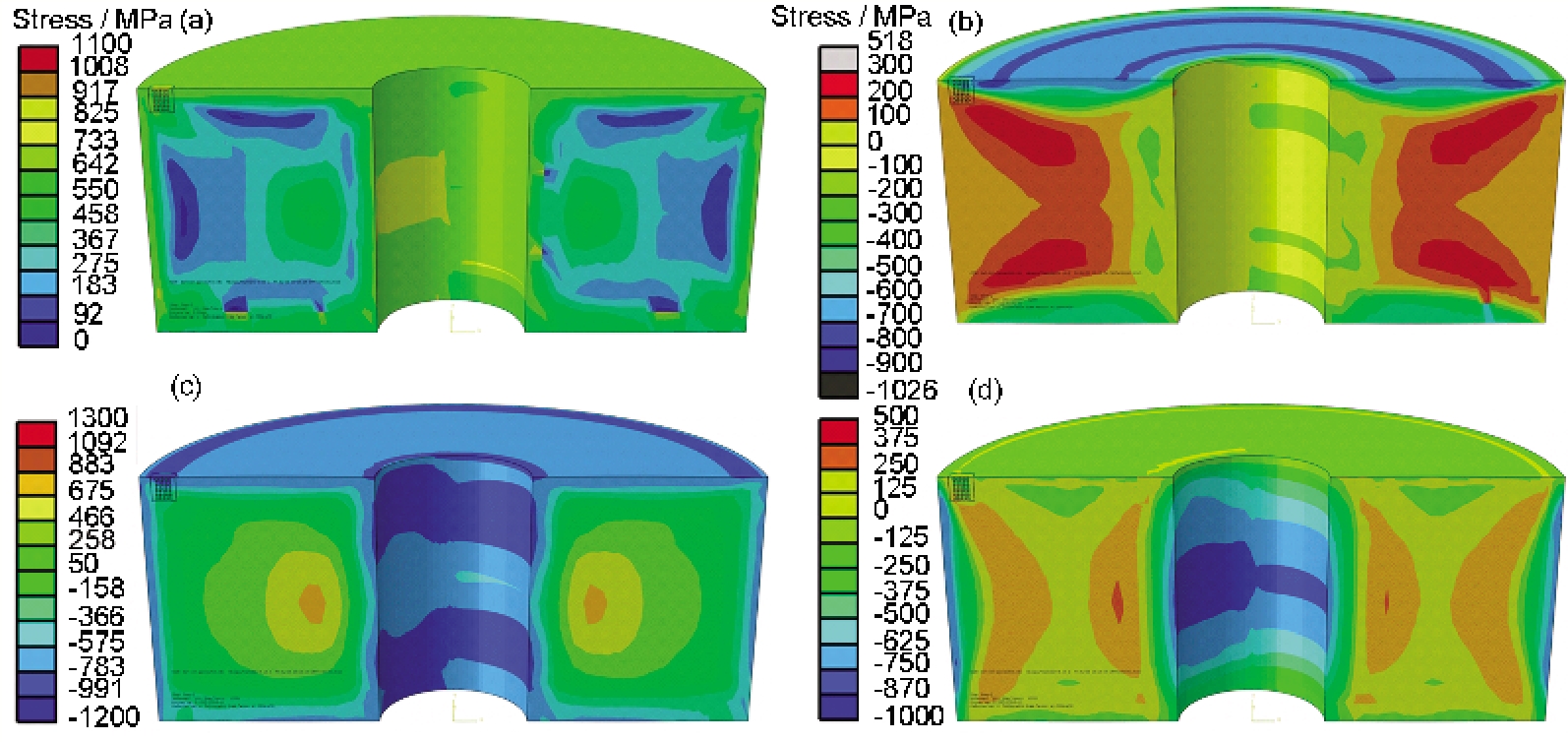
3.2.1含内部疏松缺陷的车轮锻件有限元模拟结果 图8给出了几种车轮模型的Mises应力分布结果. 车轮经过淬火处理后内外表面的应力值较大, 含缺陷最大Mises应力值位于疏松区域, 约为1100 MPa; 而无缺陷模型的Mises应力值为750 MPa, 比含缺陷模型低350 MPa. 图9为4种模型淬火过程残余应力分布云图, 模型中的应力均为径向应力, 含缺陷的各模型最大径向应力位于疏松区域, 约为320 MPa, 而不含缺陷模型中的径向应力为287 MPa. 图10为4种模型淬火后周向应力分布云图, 径向应力和周向应力较大, 无缺陷车轮模型的最大值为775 MPa, 而含缺陷车轮模型的最大值出现在疏松区域, 约1300 MPa, 比无缺陷车轮模型高出525 MPa. 图11为车轮经过淬火后轴向应力分布云图, 无缺陷模型中轴向应力最大值为303 MPa, 而含缺陷模型中的最大值位于疏松区域, 约为505 MPa, 轴向应力由于疏松缺陷的存在比无缺陷模型提高了200 MPa以上. 含缺陷模型径向、周向及轴向应力最大值差别不大.
3.2.2含外边缘疏松缺陷的车轮锻件有限元模拟结果 Model-10ma模型各应力分布结果如图12所示. 图12a为Mises应力分布结果, 最大Mises应力仍然位于疏松缺陷区域, 约为930 MPa, 这个值介于无缺陷模型和缺陷位于车轮模型内部时的结果之间. 图12b为车轮径向应力分布, 总体分布与前述模型大致相同, 但是最大径向应力位于疏松区域, 约为520 MPa, 远远高于前述模型结果. 图12c为车轮周向应力分布结果, 最大应力为730 MPa, 位于车轮内部区域, 这与前述带缺陷模型的结果有很大差别. 图12d为车轮轴向应力分布结果, 最大值位于疏松缺陷处, 约为480 MPa.
42CrMo钢车轮锻件不同部位的成分检测分析说明成分不偏析, 可以排除由于成分偏析引起表皮剥落及内部裂纹的可能性. 而车轮锻件经过淬火热处理后发现内部存在裂纹(图3), 且如图4所示, 裂纹周边及尖端发现了疏松缺陷, 据此可推断, 车轮锻件中含有的疏松缺陷区域有可能在淬火过程中产生应力集中, 由此导致裂纹萌生扩展.
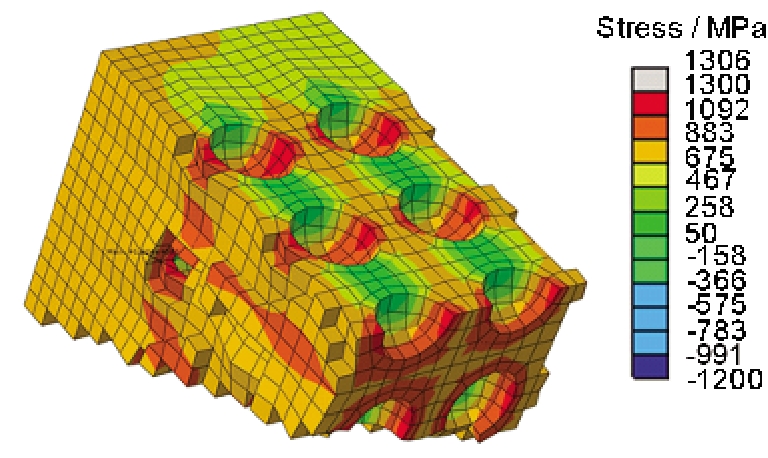
三维车轮有限元模型中的疏松区域采用直径1 mm的多个孔洞有规律的排布来代替, 能够反映出结构不均一带来的应力场分布情况. 除Model-10ma中最大周向应力不在疏松区域范围, 其他结果表明, 较大淬火残余应力都在疏松区域, 即疏松区域是对淬火残余应力十分敏感的区域. 也就是说, 车轮模型由于疏松区域的存在, 提高了最大应力值, 导致在疏松区域出现应力集中. 含内部疏松缺陷的模型中, 尤其当周向应力超出了42CrMo钢拉伸强度时(如图13所示), 过高的残余应力会导致裂纹的萌生, 而裂纹将扩展连接各个微小孔洞, 最后形成宏观裂纹, 这就不难解释为什么仅在车轮内部观察到宏观裂纹. 裂纹在内部疏松缺陷区域内扩展, 而在疏松区域外无论径向、周向还是轴向残余应力水平相对较低, 淬火之后进行回火工艺后能够一定程度上缓解裂纹尖端的应力集中, 则裂纹在大范围尤其是沿着径向和轴向扩展的可能性不大. 但是, 车轮在使用过程中, 由于复杂变化的外载荷施加, 疲劳裂纹会沿着原有的裂纹继续扩展, 这是一个潜在的危险因素. 当缺陷位于车轮边缘时, 虽然疏松缺陷区域的径向、周向及轴向应力并不高于屈服强度, 一般不会在淬火过程产生裂纹, 但是疏松区域内的高应力分布仍然是一个安全隐患, 特别是在外加载荷例如撞击情况下, 内外载荷的叠加效应很有可能导致边缘棱角部分沿着疏松区域脱落.
经过淬火热处理工艺, 在车轮外表会产生薄的淬硬层. 如果淬硬层过薄, 则抵御变形能力差, 疲劳载荷将会容易导致淬硬层发生大变形, 促进裂纹的萌生及扩展, 最终降低车轮的使用寿命. 提高硬化层厚度, 从而提高结构件对外载荷的变形抗力, 有利于改善车轮的使用寿命, 比如加大淬火冷却速度等[
(1) 42CrMo钢车轮锻件的疏松缺陷是锻件内部产生裂纹的主要原因.
(2) 淬火热处理导致车轮锻件疏松区域产生应力集中, 淬火残余应力最大值与疏松宏观尺寸关系不大. 相比径向和轴向, 周向残余应力约为1300 MPa, 是裂纹在车轮内部疏松区域萌生并扩展的主要驱动力. 在疏松区域内形成裂纹, 经过回火处理后继续向外扩展的可能性不大.
(3) 车轮锻件疏松缺陷区域存在应力集中, 在内外载荷叠加作用下, 产生裂纹, 并将最终导致表面部分脱落.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}