铝合金的半固态加工是一项高性能精确成形制造范畴的技术, 具有高效节能的特点, 通过施加外场、添加晶粒细化剂、调节凝固工艺参数等手段来控制合金凝固过程, 保证铝合金具有所需要的使用性能和工艺性能. 在目前使用的各种外场中, 电磁场处理是应用最多和最成功的技术[1 ] . 该技术具有环境友好、操作简便等优点, 电磁场处理设备和工艺过程简单、便于控制、节省能源[2 ] , 不会污染金属, 可用于各种有色和黑色金属的凝固控制和半固态成形.
虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用.
电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响.
1 电磁结晶器磁场仿真
利用Maxwell 2D软件对自制的电磁结晶器的磁场进行计算和仿真, 目的是获得磁场分布图和磁感应强度, 通过仿真图形可直观地了解磁场分布情况和磁感应强度. 这对于电磁结晶器的改进和应用此结晶器制备半固态合金具有很大的帮助. 本工作中仅对电磁结晶器的磁场发生器的磁场进行模拟仿真.
1.1 有限元模形的建立
电磁结晶器磁场是由YZ112M-6异步电动机定子产生的. 因此, 需要建立的有限元模型实质就是该异步电动机的定子模型. 相关参数为: 额定功率1.5 kW, 额定电压380 V, 额定频率50 Hz, 极数6极, 定子槽数36, 转速为920 r/min, 采用Y形接线方式.
在建模过程中, 由于气隙很小且很匀称, 所以一般只考虑径向的磁感应强度, 而且假设磁感应强度沿着结晶器的轴向不变, 且不考虑其两端的端部效应, 由此在沿着结晶器轴向的任一横截面的电磁场都相同. 故采用Maxwell 2D电磁分析模块对电磁结晶器的磁场进行计算, 这样能够达到模拟仿真的要求, 且相对于Maxwell 3D, 其运行的速度更快, 提高了工作效率. 通过软件模拟, 分析电磁结晶器在不同输入频率下产生的电磁磁力线和磁感应强度.
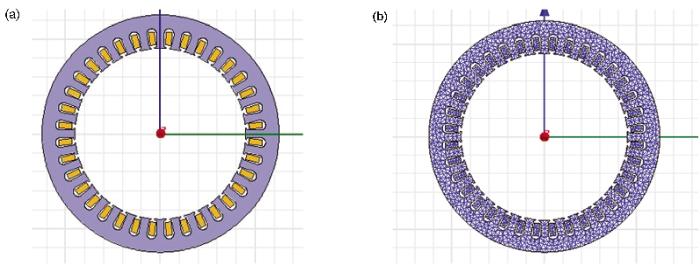
在RMxprt模块中建立电磁结晶器磁场发生器的几何模形, 然后将几何模形导入Maxwell 2D中进行有限元分析. 所得模型如图1a所示. 对该模型进行网格划分, 采用最大边长设置, 结晶器绕组的最大边长为4.475 mm, 结晶器铁心的最大边长为7.1 mm. 其网格划分图如图1b所示.
当软件自行生成结晶器模形后, 从工程树中可以看到, 结晶器已经生成了模形、边界条件、激励源、网格剖分、仿真设置等选项.
1.2 仿真结果
将RMxprt模块与Maxwell 2D耦合, 具体操作为: 将前面用RMxprt模块建立好的电磁结晶器磁场发生器的模型导入到Aansoft Maxwell 2D中, 进行后续的有限元分析. 导入后将自动完成几何模形的绘制. 在RMxprt的求解设置选项中输入电磁搅拌的仿真参数, 为节约计算时间, 电流频率只考虑了10, 20, 30和40 Hz.
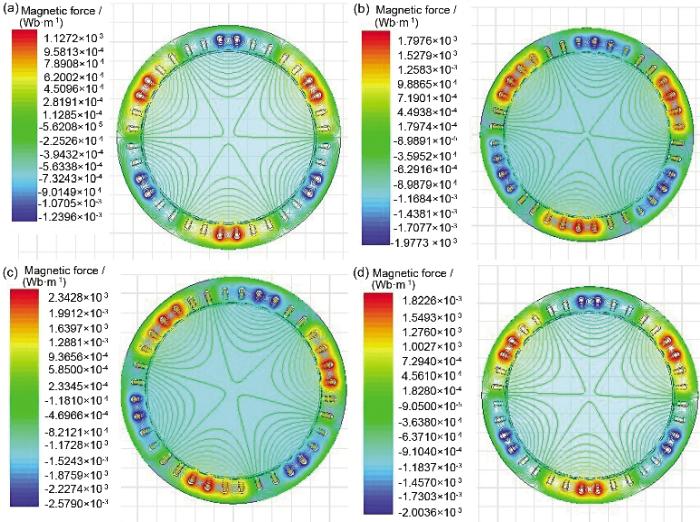
由工程树可得到结晶器的磁力线和磁感应强度分布图, 分别如图2和3所示. 图2中红色磁力线为正向极值, 蓝色磁力线为负向极值. 在磁场发生器凹槽附近等值线较大, 向着周围逐渐减小. 由模拟结果可知, 电流频率不同, 磁力线等值线的最大值和最小值不同, 电流频率为10, 20, 30和40 Hz时, 最大和最小等值线的数值分别为1.1272×10- 3 和5.6208×10- 5 Wb/m; 1.7976×10- 3 和8.9091×10- 5 Wb/m; 2.3428×10- 3 和1.181×10- 4 Wb/m; 1.8226×10- 3 和9.05×10- 5 Wb/m. 由图2可知, 当电流频率较小时, 磁场发生器槽内漏磁较明显, 当电流频率增大, 槽内漏磁较少.
图1 电磁结晶器电磁场发生器模型和网格图
Fig.1 Mold (a) and grid chart (b) of magnetic field generator in electromagnetic crystallizer
图2 不同电流频率下电磁结晶器中磁力线的分布
Fig.2 Distributions of line of magnetic force in electromagnetic crystallizer at current frequencies of 10 Hz (a), 20 Hz (b), 30 Hz (c) and 40 Hz (d)
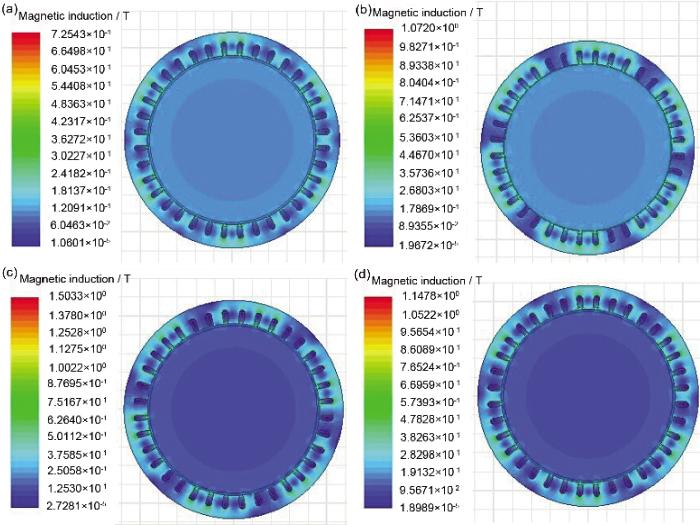
由图3可知, 在磁场发生器凹槽顶部磁感应强度最大, 在磁场发生器中心处磁感应强度最小, 几乎为0. 由模拟结果可知, 电流频率不同, 磁感应强度等值线最大值不同, 当电流频率分别为10, 20, 30和40 Hz时, 最大磁感应强度分别为0.72543, 1.0720, 1.5033和1.1478 T. 由仿真结果还可知, 在电磁结晶器边缘附近磁感应强度最大, 并且向着其中心方向逐渐减弱. 磁感应强度随着电流频率的增加而先增加后减小. 在本研究范围内, 电流频率为30 Hz时, 磁感应强度最大.
模拟结果表明, 电磁结晶器的磁力线主要集中在磁场发生器绕组四周, 其周围磁感应强度也最大, 其他地方磁场分布较少, 磁感应强度也随之减弱; 在电磁结晶器中心位置, 几乎无磁场分布, 磁感应强度几乎为0. 产生这种现象的原因与集肤效应有关[15 ] . 感应电流对磁场的传播有阻碍作用, 随着电磁结晶器边缘至其中心的距离增加, 磁感应强度逐渐减小.
图3 不同电流频率下电磁结晶器中磁感应强度的分布
Fig.3 Distributions of magnetic induction in electromagnetic crystallizer at current frequencies of 10 Hz (a), 20 Hz (b), 30 Hz (c) and 40 Hz (d)
2 实验方法
实验中使用的A356合金, 经Magix (PW2424)X荧光光谱分析, 其主要化学成分(质量分数, %)为: Mg 0.33, Si 7.14, Fe 0.135, Al余量.
应用低过热度浇注和弱电磁搅拌技术制备半固态合金浆料. 合金熔炼在SG2-3-10型坩埚电阻炉中进行, 首先将石墨坩埚放至电阻炉中预热至200 ℃, 然后加入A356铝合金至坩埚中; 铝合金升温至700 ℃熔化之后, 经过扒渣、除气, 继续升温至720~740 ℃, 以Al-Y中间合金的方式加入0.5% (质量分数)的稀土Y. 待中间合金完全熔化后, 按低过热度浇注的要求, 将合金熔体降温至630 ℃浇入直径50 mm×100 mm, 壁厚3.5 mm已预热至450 ℃左右的Fe模中. 由于电磁场的搅拌功率与电流频率成正比, 因此将合金熔体在不同电流频率下(10, 20, 30和40 Hz)搅拌15 s; 之后迅速将合金熔体转移至保温炉中进行等温保温处理(保温温度590 ℃, 保温时间5 min), 此后, 立即取出对其进行水淬.
从各试样同一高度处分别截取10 mm厚的圆柱片, 从中取出经过圆心的扇形块, 用作金相试样. 金相试样经预磨、粗磨、精磨、抛光后, 用0.5%HF (体积分数)水溶液进行显微组织侵蚀, 用Axioskop2型光学显微镜(OM)观察显微组织(初生a 相的形貌与大小). 利用Image-Pro-Plus软件测量晶粒尺寸, 按下列公式计算出各试样中初生a 相晶粒的平均等积圆直径和平均形状因子: 晶粒的等积圆直径D= 2(A/π)1/2 , 形状因子F=4πA/P2 . F越接近1, 晶粒圆整度越高, 式中A为晶粒面积, P为晶粒周长.
应用XL30W/TMP扫描电镜(SEM)研究电磁场对RE分布的影响. 以试样(扇形块)中心为原点, 沿其径向每隔5 mm拍摄一张相同放大倍数(200倍)的背散射电子像, 统计不同电流频率下各SEM照片中稀土化合物(即亮色区域)所占面积百分比.
为比较低频率搅拌对半固态合金凝固组织的影响, 按照相同的低过热度浇注和等温保温处理的技术参数制备对比试样.
3 实验结果
3.1 半固态A356-Y合金的凝固组织
图4是电磁搅拌前后半固态A356-Y合金的凝固组织. 从图4a可见, 搅拌前的合金中部分初生a 相呈现颗粒状, 其大小不均, 同时还存在一定数量的粗大树枝状初生 a 相. 晶粒的D为99.58 μm, F也只有0.65. 经电磁搅拌后, 合金凝固组织细化和球化, 几乎不存在树枝状初生a 相, 极少数的初生a 相呈蔷薇状, 球状和颗粒状初生a 相占组织的大部分; 且随着电流频率的增加, 初生a 相呈现细化趋势(限于篇幅, 只列出本研究最合适电流频率下的金相组织照片). 图4b和c分别为在电流频率30 Hz搅拌15 s获得的A356-Y合金边缘区域和心部区域的初生a 相形貌. 从凝固组织来看, 经过不同电流频率搅拌的A356-Y合金心部和边缘区域的初生相形貌与尺寸均优于未搅拌的. 实验结果表明, 铸锭边缘分布的磁力线密度和磁感应强度大, 熔体受到的搅拌程度强烈, 此处初生a 相的生长较中心区域的更易细化和球化; 而且随着电流频率增加, 这种现象愈加明显. 因此, 半固态A356-Y合金初生a 相的形貌和尺寸变化与电磁结晶器中的磁力线和磁场强度的分布是一致的. 但是, 当电流频率达到40 Hz, 电磁搅拌过于强烈, 反而不利于晶粒细化和球化. 这是由于在本研究中采用了变频技术调节电磁结晶器的搅拌功率, 电流频率与电磁结晶器的搅拌功率成正比. 当电流频率过大时, 电磁场转速增大, 造成熔体与旋转电磁场转差率增大, 结果使得熔体切割磁力线产生的感应电动势增大, 感应涡电流也增加, 从而晶粒发生碰撞、摩擦的几率增加, 晶粒熔合长大的倾向增大. 此外, 电磁搅拌效果的好坏取决于搅拌强度和穿透深度2个因素. 搅拌强度与搅拌频率的平方根和搅拌电流成正比, 穿透深度与搅拌频率的平方根成反比, 二者一起共同影响晶粒细化效果. 故在实际应用中, 电流频率高, 未必搅拌效果好. 在本研究范围内, 通过实验结果的比较, 电流频率为30 Hz时, 搅拌效果相对更好. 所以, 适当的低频率电磁搅拌有利于改善半固态合金初生a 相的形貌与尺寸.
图4 电磁搅拌前后半固态A356-Y合金初生a 相形貌
Fig.4 Microstructures of primary a phase in semisolid A356-Y alloy before (a) and after stirring by 30 Hz for 15 s in the edge (b) and core (c) areas of alloy
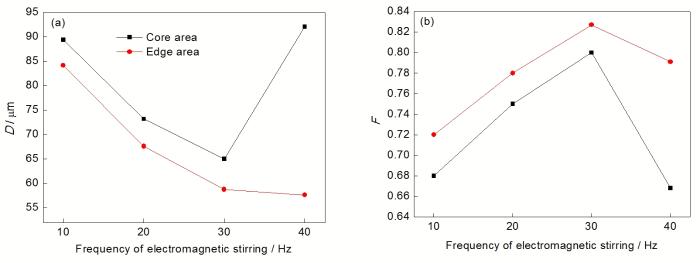
图5 不同电流频率下A356-Y合金初生a 相的平均等积圆直径D和平均形状因子F
Fig.5 Average equal-area circle diameter D (a) and shape factor F (b) of a phase in A356-Y alloy at different electromagnetic frequencies
图5为A356-Y合金初生a 相的D和F随电流频率的变化趋势. 结合图5和金相组织的观察结果, 可以发现, 电流频率对铸锭不同部位的初生a 相尺寸和形状因子的影响稍有不同.
边缘区域的初生a 相平均尺寸和形貌均优于心部区域的, 且随着电流频率的增大, 其两区域的D和F之间的差值越来越大.
随着电流频率的增大, 由图2和3可知, 边缘区域所受的磁力线密度和磁场强度最大, 该区域初生a 相的尺寸单调下降, D由84.16 mm减小至57.43 mm, 但是超过30 Hz以后, D变化不明显; 而初生a 相的形貌随电流频率的增加呈现先向球形转变, 后又转变为蔷薇状甚至枝条状的现象; 随电流频率增大, F也由0.72提高至0.83, 电流频率超过30 Hz后, F降至0.79. 金相组织观察也表明, 在电流频率为10和40 Hz时, 存在少量树枝状初生a 相, 同时球状初生a 相的数量也大大减少, 长条状初生a 相增多, 形貌难以满足流变成形的需要.
由模拟结果可知, 在心部区域所受到的磁力线和磁场强度逐渐减弱, 随着电流频率的增加, 虽然初生a 相尺寸单调减少(如电流频率为20和30 Hz时, D分别为73.46和64.95 mm), 但减幅不及边缘区域; 而且当电流频率超过30 Hz后, D又突增至91.80 mm. 对于初生a 相的形貌, 呈现与初生a 相尺寸类似的规律: 随着电流频率增加, 初生a 相形貌向球形转变, F由0.68增至0.80, 但是当电流频率超过30 Hz后, 初生a 相的F骤降至0.67.
3.2 电磁搅拌对半固态A356-Y铝合金内稀土元素分布的影响
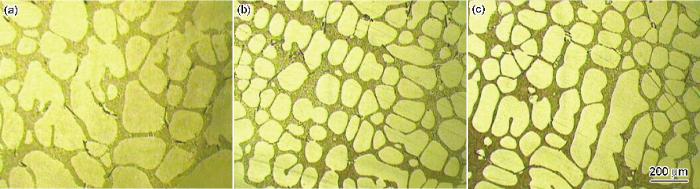
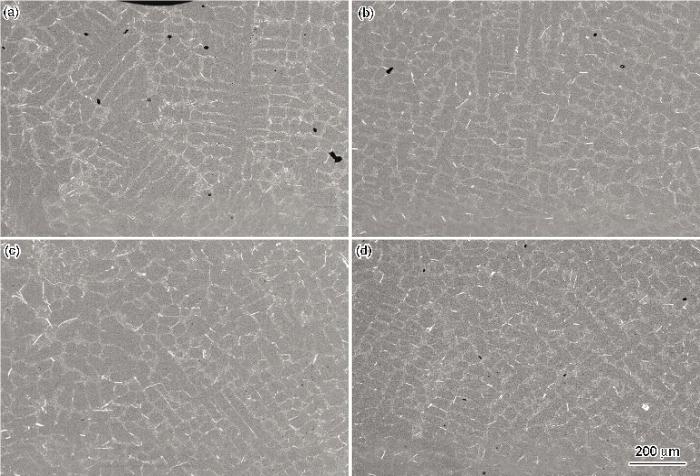
图6为A356-Y铝合金在不同电流频率下搅拌的凝固组织的SEM-BE像. 可见, 亮白物相应是富含RE相, 主要分布在初生相的晶界和相界面处, 同时也意味着存在局部RE元素富集(或贫化)的小区域.
图6 不同电流频率搅拌下A356-Y铝合金的SEM-BE像
Fig.6 SEM-BE images of A356-Y Al alloy stirred at frequencies of 10 Hz (a), 20 Hz (b), 30 Hz (c) and 40 Hz (d)
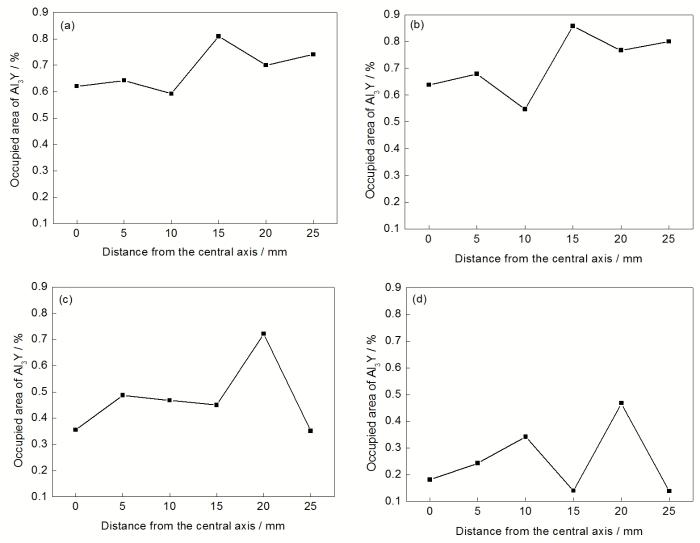
图7显示了不同电流频率搅拌下RE元素沿铸锭径向分布的情况. 可见, 在电流频率为10和20 Hz时, RE富集的峰值都出现在离铸锭圆点15 mm处, 且铸锭芯部及其邻近区域RE含量较低, 而铸锭表面及其内侧邻近区域RE含量较高的现象; 当电流频率增加至30和40 Hz时, RE富集的峰值向外移动, 出现在距铸锭原点20 mm处, 且铸件芯部及表面RE含量偏低, 其余区域RE含量较高. 这些现象均与电磁结晶器内电流频率不同引起的磁感应强度的分布变化以及对合金熔体中固相的驱动力有关系.
4 分析与讨论
4.1 电流频率对铸锭径向不均匀性的影响
模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大.
当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低.
图7 不同电流频率搅拌下铸锭径向RE元素的分布情况
Fig.7 Distributions of RE along the radial direction of ingot stirred at frequencies of 10 Hz (a), 20 Hz (b), 30 Hz (c) and 40 Hz (d)
从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒.
4.2 电磁搅拌对铸锭内RE分布的影响
液态A356-Y合金在630 ℃浇注时, Al-Y二元共晶反应已经发生, a -Al从熔体中析出并伴有稀土铝化合物Al3 Y的生成, 2种共晶产物的电导率、磁导率等物理参数与熔体差异较大[29 ] , 因此, 在电磁场的作用下, 从微观上来说, Al3 Y所受到的电磁力与施加在铝合金熔体和初生a 相上的不一样, 这就导致了在Al3 Y周围的力场不均衡. 另外, Al3 Y的理论密度为3.609 g/cm3 , 与熔体、初生a 相的密度相差较大, 在电磁场扰动合金熔体引起的离心力作用下容易向铸锭表面处聚集. 同样, 在电磁力、离心力等多力场的共同作用下, Al3 Y将沿铸锭径向向外部扩散, 由于其密度更大, 扩散速率更快一些[30 ] . 但是Al3 Y在电磁力、离心力等的作用下向铸锭边缘的扩散, 不仅要受到半固态熔体的黏滞力阻碍, 还要受到铸型壁上已结晶的凝固层向熔体中心推进的固/液凝固界面的阻碍. 由于型壁温度较低, 合金液浇入铸型后立即出现激冷层; 随着熔体温度的继续降低, 由型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的Al3 Y相遇、吞并; 甚至被移动着的凝固界面向内(熔体中心区域)推移[19 ] . 在电磁力和离心力的作用下, Al3 Y无法突破半固态合金的凝固层, 只能在其凝固前沿驻留、聚集. 若Al3 Y粒径相对较大或其受到的电磁力或离心力较大, 其扩散速率越快, 越容易趋近型壁聚集.
因此, 从图7的结果可见, 在不同电流频率搅拌下, RE富集的峰值部位都在铸锭的外围(距铸锭原点15~20 mm处) 出现, 而铸锭的中心区域及其邻近区域的含量较低. 当电流频率为10和20 Hz时, 所产生的电磁力、离心力等较小, 搅拌剧烈程度较低, Al3 Y扩散、迁移的动力较小, 导致Al3 Y富集的峰值部位出现在距铸锭原点15 mm处; 当电流频率增加至30和40 Hz时, 搅拌功率增强, 电磁力和离心力增大, Al3 Y获得了较大的动力进行扩散、迁移, 最终富集在距铸锭原点20 mm处. 同时, 由图7可见, 在某处出现RE富集时, 也导致了其邻近区域的贫化, 此现象符合RE添加量为定值的实验条件. 距铸锭原点20~25 mm区域RE含量较低的原因与冷却条件不同有关, 虽然浇注用的模具已预热至450 ℃, 但其一次冷却强度相对于其他区域仍然较大, 此时铸锭的凝固初壳在较短时间内即可形成, 所以搅拌对此处RE的分布影响不大, 同时也解释了RE的偏聚处没有在铸锭最外围出现的原因.
5 结论
(1) 利用Ansoft Maxwell 2D软件对自制的电磁结晶器进行磁场的模拟仿真. 通过模拟仿真, 获得了电磁结晶器内相应的磁力线分布和磁感应强度分布; 这些结果有助于分析结晶器内的熔体流动、组织演化以及选择合适的电磁凝固工艺参数.
(2) 电磁搅拌可有效地细化半固态A356-Y合金的初生a 相. 通过实验研究, 获得了合适的电磁凝固工艺参数: 在电流频率为30 Hz的条件下搅拌15 s, 并于590 ℃保温5 min后, 初生a 相的尺寸变得细小, 形貌趋于球形; 心部晶粒平均等积圆直径为64.95 mm, 平均形状因子为0.80, 边缘晶粒的平均等积圆直径为58.97 mm, 平均形状因子达到0.83.
(3) 电流频率对铸锭凝固组织分布的不均匀性有显著的影响, 可归结为电流频率引起初生a 相在熔体中扩撒、迁移的驱动力的大小; 应选择合适的电流频率对半固态浆料进行电磁搅拌. 选择30 Hz作为搅拌频率, 区域不均匀性较不明显, 整体晶粒细小、圆整, 满足半固态成形技术的要求.
(4) 电流频率对铸锭径向上RE的分布具有显著的影响, 在电磁搅拌引起的驱动力作用下, RE趋于向铸锭外围聚集; 随着电流频率的提高, RE富集的峰值部位趋向铸锭边缘.
参考文献
文献选项
[1]
Li T J Wen B Zhang Z F Jin J Z J Dalian Univ Technol , 2000 ; 40 (s1 ): 61
[本文引用: 1]
(李廷举 , 温 斌 , 张志峰 , 金俊泽 . 大连理工大学学报 , 2000 ; 40 (增刊1 ): 61 )
[本文引用: 1]
[2]
Bai Y F Zhou Y M Yan B Zhang Y J Xu D M Guo J J Fu H Z Foundry , 2008 ; 57 : 105
[本文引用: 1]
(白云峰 , 周月明 , 严 彪 , 张永杰 , 徐达鸣 , 郭景杰 , 傅恒志 . 铸造 , 2008 ; 57 : 105 )
[本文引用: 1]
[3]
Barman N Kumar P Dutta P J Mater Process Technol , 2009 ; 209 : 5912
[本文引用: 1]
[4]
Liu Z Hu Y M Liu X M Acta Metall Sin (Engl Lett) , 2010 ; 23 : 277
[本文引用: 1]
[5]
Maja V Stanislav K Primo M Jožef M J Alloys Compd , 2011 ; 509 : 7349
[本文引用: 1]
[6]
Wan D Q Rare Met , 2010 ; 29 : 460
[本文引用: 1]
[7]
Nogita K Yasuda H Yoshiya M J Alloys Compd , 2010 ; 489 : 415
[8]
Kaur P Dwivedi D K Pathak P M Int J Adv Manuf Technol , 2012 ; 58 : 219
[本文引用: 1]
[9]
Yurko J A Die Cast Eng , 2002 ; (4 ): 20
[本文引用: 1]
[10]
Mao W M Bai Y L Tang G X J Mater Sci Technol , 2006 ; 22 : 447
[11]
Zuo Y B Zhao Z H Zhu Q F Cui J Z Chin J Nonferrous Met , 2013 ; 23 : 51
[本文引用: 1]
(左玉波 , 赵志浩 , 朱庆丰 , 崔建忠 . 中国有色金属学报 , 2013 ; 23 : 51 )
[本文引用: 1]
[12]
Liu Z Mao W M Zhao Z D Trans Nonferrous Met Soc China , 2006 ; 16 : 71
[本文引用: 1]
[13]
Liu Z Mao W M Zhao Z D Acta Metall Sin , 2009 ; 45 : 507
(刘 政 , 毛卫民 , 赵振铎 . 金属学报 , 2009 ; 45 : 507 )
[14]
Liu Z Wang F Y Cao K Xu H B Huang M Y Adv Mater Res , 2012 ; 430-432 : 886
[本文引用: 1]
[15]
Yao C F Guo X P Guo H S Acta Metall Sin , 2008 ; 44 : 579
[本文引用: 1]
(姚成方 , 郭喜平 , 郭海生 . 金属学报 , 2008 ; 44 : 579 )
[本文引用: 1]
[16]
Prodhan A Sivaramakrishnan C S Chakrabarti A K Metall Mater Trans , 2001 ; 32B : 372
[本文引用: 1]
[17]
Dao V L Zhao S D Lin W J J Mech Eng , 2012 ; 48 (14 ): 50
[本文引用: 1]
(陶文琉 , 赵升吨 , 林文捷 . 机械工程学报 , 2012 ; 48 (14 ): 50 )
[本文引用: 1]
[18]
Zhang B J Cui J Z Lu G M Zhang Q Ban C Y Acta Metall Sin , 2002 ; 38 : 215
[本文引用: 1]
(张北江 , 崔建忠 , 路贵民 , 张 勤 , 班春燕 . 金属学报 , 2002 ; 38 : 215 )
[本文引用: 1]
[19]
Barman N Dutta P Trans Indian Inst Met , 2009 ; 62 : 469
[本文引用: 1]
[20]
Chen D D Zhang H T Wang X J Cui J Z Acta Metall Sin , 2011 ; 47 : 185
[本文引用: 1]
(陈丹丹 , 张海涛 , 王向杰 , 崔建中 . 金属学报 , 2011 ; 47 : 185 )
[本文引用: 1]
[21]
Vives C Metall Trans , 1992 ; 23B : 189
[本文引用: 1]
[22]
Chen X R Zhang Z F Xu J Shi L K Chin J Nonferrous Met , 2010 ; 20 : 937
[本文引用: 1]
(陈兴润 , 张志峰 , 徐 骏 , 石力开 . 中国有色金属学报 , 2010 ; 20 : 937 )
[本文引用: 1]
[23]
Yang M S Zhao A M Mao W M Gao J F Zhong X Y J Iron Steel Res , 2003 ; 15 (4 ): 18
[本文引用: 1]
(杨卯生 , 赵爱民 , 毛卫民 , 高军芳 , 钟雪友 . 钢铁研究学报 , 2003 ; 15 (4 ): 18 )
[本文引用: 1]
[24]
Takamichi I Roderick I L G The Physical Properties of Liquid Metals . New York : Oxford University Press Inc ., 1988 : 255
[本文引用: 1]
[25]
Sun Q X Zhong Y B Ren Z M Lou L Deng K Xu K D Acta Metall Sin , 2005 ; 41 : 321
[本文引用: 1]
(孙秋霞 , 钟云波 , 任忠鸣 , 楼 磊 , 邓 康 , 徐匡迪 . 金属学报 , 2005 ; 41 : 321 )
[本文引用: 1]
[26]
Kang C G Bae J W Kim B M J Mater Process Technol , 2007 ; 187-188 : 344
[27]
Willers B Eckert S Nikrityuk P A Rabiger D Dong J Eckert K Gerbeth G Metall Mater Trans , 2008 ; 39B : 304
[本文引用: 1]
[28]
Chung I G Bolouri A Kang C G Int J Adv Manuf Technol , 2012 ; 58 : 237
[本文引用: 1]
[29]
Meng X H Chen C L Hong Z Y Wang J Y Sci China , 2006 ; 49E : 274
[本文引用: 1]
[30]
Kaur P Dwivedi D K Pathak P M Int J Adv Manuf Technol , 2012 ; 63 : 415
[本文引用: 1]
1
2000
... 铝合金的半固态加工是一项高性能精确成形制造范畴的技术, 具有高效节能的特点, 通过施加外场、添加晶粒细化剂、调节凝固工艺参数等手段来控制合金凝固过程, 保证铝合金具有所需要的使用性能和工艺性能. 在目前使用的各种外场中, 电磁场处理是应用最多和最成功的技术[1 ] . 该技术具有环境友好、操作简便等优点, 电磁场处理设备和工艺过程简单、便于控制、节省能源[2 ] , 不会污染金属, 可用于各种有色和黑色金属的凝固控制和半固态成形. ...
1
2000
... 铝合金的半固态加工是一项高性能精确成形制造范畴的技术, 具有高效节能的特点, 通过施加外场、添加晶粒细化剂、调节凝固工艺参数等手段来控制合金凝固过程, 保证铝合金具有所需要的使用性能和工艺性能. 在目前使用的各种外场中, 电磁场处理是应用最多和最成功的技术[1 ] . 该技术具有环境友好、操作简便等优点, 电磁场处理设备和工艺过程简单、便于控制、节省能源[2 ] , 不会污染金属, 可用于各种有色和黑色金属的凝固控制和半固态成形. ...
1
2008
... 铝合金的半固态加工是一项高性能精确成形制造范畴的技术, 具有高效节能的特点, 通过施加外场、添加晶粒细化剂、调节凝固工艺参数等手段来控制合金凝固过程, 保证铝合金具有所需要的使用性能和工艺性能. 在目前使用的各种外场中, 电磁场处理是应用最多和最成功的技术[1 ] . 该技术具有环境友好、操作简便等优点, 电磁场处理设备和工艺过程简单、便于控制、节省能源[2 ] , 不会污染金属, 可用于各种有色和黑色金属的凝固控制和半固态成形. ...
1
2008
... 铝合金的半固态加工是一项高性能精确成形制造范畴的技术, 具有高效节能的特点, 通过施加外场、添加晶粒细化剂、调节凝固工艺参数等手段来控制合金凝固过程, 保证铝合金具有所需要的使用性能和工艺性能. 在目前使用的各种外场中, 电磁场处理是应用最多和最成功的技术[1 ] . 该技术具有环境友好、操作简便等优点, 电磁场处理设备和工艺过程简单、便于控制、节省能源[2 ] , 不会污染金属, 可用于各种有色和黑色金属的凝固控制和半固态成形. ...
1
2009
... 虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用. ...
1
2010
... 虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用. ...
1
2011
... 虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用. ...
1
2010
... 虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用. ...
1
2012
... 虽然利用半固态加工技术可在一定程度上细化合金的初生a 相、共晶组织、二次相等, 但是为了保证成形后的半固态合金具有更加优良的使用性能, 往往在半固态加工过程中对合金实施细化处理. 目前, 工业上使用的细化剂种类繁多, RE以其独特的性质和优异的细化性能一直受到人们的关注. 但是, RE对铝合金的细化效果大多在常规生产条件或接近平衡状态下获得. 而在各种外场(如电磁场)的作用下, 铝合金熔体的凝固过程受到不同程度扰动时, 其溶质元素、细化剂等在熔体流动中的扩散、分布、反应等引起的溶质聚集或贫乏, 造成合金的成分偏析[3 ] 、相区变化[4 ] 、共晶温度漂移[5 ] 等, 均会对合金最终的凝固组织和性能产生极大的影响. 目前的工作多数集中在重力浇注或自然对流状态下RE对合金凝固过程及组织形貌的影响[6 -8 ] , 极少涉及到外场引起的强制对流条件下. 因此, 有必要研究RE在电磁搅拌环境下的冶金行为, 发挥其净化、强化、细化铝合金材料的优势, 体现其应有的价值和作用. ...
1
2002
... 电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响. ...
1
2013
... 电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响. ...
1
2013
... 电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响. ...
1
2006
... 电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响. ...
1
2012
... 电磁搅拌可以有效地改善半固态合金初生相的形貌与尺寸, 研究[9 -11 ] 表明, 当半固态合金处于固液相区时, 只需要对合金熔体实施短时低强度的搅拌即可获得颗粒状初生相的半固态浆料. 因此本研究将基于以往的研究工作[12 -14 ] , 在保证半固态浆料质量的前提下, 利用调频技术将电流频率设置在工频之下, 以降低半固态浆料制备的能耗; 并对自制的电磁结晶器磁场进行数值计算, 探明磁场分布情况, 研究低频电磁搅拌对合金凝固组织的影响, 尤其是对合金凝固组织沿铸锭径向不均匀性和稀土元素分布的影响. ...
1
2008
... 模拟结果表明, 电磁结晶器的磁力线主要集中在磁场发生器绕组四周, 其周围磁感应强度也最大, 其他地方磁场分布较少, 磁感应强度也随之减弱; 在电磁结晶器中心位置, 几乎无磁场分布, 磁感应强度几乎为0. 产生这种现象的原因与集肤效应有关[15 ] . 感应电流对磁场的传播有阻碍作用, 随着电磁结晶器边缘至其中心的距离增加, 磁感应强度逐渐减小. ...
1
2008
... 模拟结果表明, 电磁结晶器的磁力线主要集中在磁场发生器绕组四周, 其周围磁感应强度也最大, 其他地方磁场分布较少, 磁感应强度也随之减弱; 在电磁结晶器中心位置, 几乎无磁场分布, 磁感应强度几乎为0. 产生这种现象的原因与集肤效应有关[15 ] . 感应电流对磁场的传播有阻碍作用, 随着电磁结晶器边缘至其中心的距离增加, 磁感应强度逐渐减小. ...
1
2001
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2012
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2012
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2002
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2002
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2009
... 液态A356-Y合金在630 ℃浇注时, Al-Y二元共晶反应已经发生, a -Al从熔体中析出并伴有稀土铝化合物Al3 Y的生成, 2种共晶产物的电导率、磁导率等物理参数与熔体差异较大[29 ] , 因此, 在电磁场的作用下, 从微观上来说, Al3 Y所受到的电磁力与施加在铝合金熔体和初生a 相上的不一样, 这就导致了在Al3 Y周围的力场不均衡. 另外, Al3 Y的理论密度为3.609 g/cm3 , 与熔体、初生a 相的密度相差较大, 在电磁场扰动合金熔体引起的离心力作用下容易向铸锭表面处聚集. 同样, 在电磁力、离心力等多力场的共同作用下, Al3 Y将沿铸锭径向向外部扩散, 由于其密度更大, 扩散速率更快一些[30 ] . 但是Al3 Y在电磁力、离心力等的作用下向铸锭边缘的扩散, 不仅要受到半固态熔体的黏滞力阻碍, 还要受到铸型壁上已结晶的凝固层向熔体中心推进的固/液凝固界面的阻碍. 由于型壁温度较低, 合金液浇入铸型后立即出现激冷层; 随着熔体温度的继续降低, 由型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的Al3 Y相遇、吞并; 甚至被移动着的凝固界面向内(熔体中心区域)推移[19 ] . 在电磁力和离心力的作用下, Al3 Y无法突破半固态合金的凝固层, 只能在其凝固前沿驻留、聚集. 若Al3 Y粒径相对较大或其受到的电磁力或离心力较大, 其扩散速率越快, 越容易趋近型壁聚集. ...
1
2011
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
2011
... 模拟计算结果[16 ,17 ] 表明, 电流频率直接决定磁场、流场和温度场的分布情况, 同时, 相关研究[18 -20 ] 也发现, 对半固态铝合金浆料进行电磁搅拌, 可导致其径向组织不均匀. 本研究结果表明: 在相同电流频率下, 沿铸锭径向, 初生相的尺寸呈现细化的趋势, 形状因子呈现增大的趋势, 并随着电流频率的增大, 其径向差异变大. ...
1
1992
... 当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低. ...
1
2010
... 当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低. ...
1
2010
... 当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低. ...
1
2003
... 当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低. ...
1
2003
... 当电流频率由10 Hz增加至40 Hz, 电磁感应强度增加, 电磁场对合金熔体的搅拌功率增大. 根据半固态金属熔体的电磁搅拌原理[21 ] 以及电磁场数值模拟的结果[22 ] , 合金熔体在电磁场中作圆周运动时, 最大磁感应强度在电磁结晶器壁附近产生, 然后从器壁开始呈线性衰减直至电磁结晶器中心为零[23 ] . 从搅拌剧烈程度来看: 熔体边缘大于熔体中心. 又由于器壁的激冷效应, 边缘区域的合金熔体受到的电磁搅拌力较大, 冷却速率较大, 因此, 边缘区域初生a 相尺寸比中心区域小, 且随着电流频率增加两者差值也逐渐变大. 此外, 电流频率增大, 搅拌功率也越大, 故边缘区域的初生a 相尺寸越来越小, 而中心区域由于电流频率与集肤深度的关系, 晶粒尺寸出现先减小后增大的趋势. 电流频率为30和40 Hz时, 边缘区域的初生a 相平均尺寸相差较小, 这可能与电流频率增大后其衰减较快有关, 能量部分转化为Joule热, 额外增加的热量使冷却条件发生变化, 导致初生a 相细化效果变差. 经电磁搅拌后, 在初生a 相得到细化的同时, 初生a 相也因搅拌过程中相互摩擦及熔体的冲刷作用而发生钝化, 其边缘变得圆整. 另外, 电磁搅拌完毕后的保温过程可有效促进铸锭的温度场和溶质分布均匀, 成分过冷得到减轻甚至消除, 初生a 相失去择优生长方向而趋于以各向同性的方式长大, 使其转变为球状晶粒. 图5的结果也表明, 随着电流频率的增加, 在铸锭的边缘区域搅拌激烈程度上升, 熔体内部摩擦和冲刷作用增强, 初生a 相平均形状因子也渐渐提高, 且边缘区域初生a 相的平均形状因子要大于中心区域. 电流频率为40 Hz时, 由于组织中出现部分长条状晶粒和不规则枝晶, 导致平均形状因子降低. ...
1
1988
... 从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒. ...
1
2005
... 从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒. ...
1
2005
... 从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒. ...
1
2008
... 从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒. ...
1
2012
... 从电磁场作用下电磁结晶器内的铝合金熔体的运动情况来看, 由于铝合金初生a 相的导电性是熔体导电性的2.22倍[24 ] , 相对于铝合金熔体来说, 初生a 相受到的电磁力要大一些. 在电磁场中, 从微观上来说, 由于施加在液体(铝合金熔体)和固体(初生a 相)上的电磁力不一样, 这就造成了在初生a 相周围的力场不均衡, 所以在电磁力、离心力等多力场的共同作用下, 初生a 相将沿径向向外部迁移[25 -27 ] . 假定铝合金熔体的温度降至液相线时, 所产生的初生a 相近似球形, 且由于球形颗粒迁移速率与颗粒直径的平方成正比[28 ] , 因此, 尺寸相对较大的初生a 相其迁移速率越快, 越容易趋近型壁. 但由于型壁温度较低, 合金液浇入铸型后立即出现激冷层, 迁移到铸型壁处的初生a 相被捕获, 而由于被铸型壁所捕获的初生a 相所处的液/固界面的温度较低, 来不及聚集长大即被液/固界面吞并, 所以形成了较细小的初生a 相. 同时, 在电磁搅拌作用下, 合金熔体内部的温度迅速降低至液相线温度以下, 熔体内部析出一定数量和尺寸的初生a 相颗粒, 这些颗粒在电磁力、离心力等的作用下向外迁移; 同时, 型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的初生a 相相遇、合并, 形成较大的晶粒; 此外也有一些形成的枝晶在电磁力的作用下破碎并重新进入熔体中. 而熔体中剩余液体聚集在铸型中心, 因无电磁力的作用, 随着熔体温度进一步降低, 最终形成较粗大的晶粒. ...
1
2006
... 液态A356-Y合金在630 ℃浇注时, Al-Y二元共晶反应已经发生, a -Al从熔体中析出并伴有稀土铝化合物Al3 Y的生成, 2种共晶产物的电导率、磁导率等物理参数与熔体差异较大[29 ] , 因此, 在电磁场的作用下, 从微观上来说, Al3 Y所受到的电磁力与施加在铝合金熔体和初生a 相上的不一样, 这就导致了在Al3 Y周围的力场不均衡. 另外, Al3 Y的理论密度为3.609 g/cm3 , 与熔体、初生a 相的密度相差较大, 在电磁场扰动合金熔体引起的离心力作用下容易向铸锭表面处聚集. 同样, 在电磁力、离心力等多力场的共同作用下, Al3 Y将沿铸锭径向向外部扩散, 由于其密度更大, 扩散速率更快一些[30 ] . 但是Al3 Y在电磁力、离心力等的作用下向铸锭边缘的扩散, 不仅要受到半固态熔体的黏滞力阻碍, 还要受到铸型壁上已结晶的凝固层向熔体中心推进的固/液凝固界面的阻碍. 由于型壁温度较低, 合金液浇入铸型后立即出现激冷层; 随着熔体温度的继续降低, 由型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的Al3 Y相遇、吞并; 甚至被移动着的凝固界面向内(熔体中心区域)推移[19 ] . 在电磁力和离心力的作用下, Al3 Y无法突破半固态合金的凝固层, 只能在其凝固前沿驻留、聚集. 若Al3 Y粒径相对较大或其受到的电磁力或离心力较大, 其扩散速率越快, 越容易趋近型壁聚集. ...
1
2012
... 液态A356-Y合金在630 ℃浇注时, Al-Y二元共晶反应已经发生, a -Al从熔体中析出并伴有稀土铝化合物Al3 Y的生成, 2种共晶产物的电导率、磁导率等物理参数与熔体差异较大[29 ] , 因此, 在电磁场的作用下, 从微观上来说, Al3 Y所受到的电磁力与施加在铝合金熔体和初生a 相上的不一样, 这就导致了在Al3 Y周围的力场不均衡. 另外, Al3 Y的理论密度为3.609 g/cm3 , 与熔体、初生a 相的密度相差较大, 在电磁场扰动合金熔体引起的离心力作用下容易向铸锭表面处聚集. 同样, 在电磁力、离心力等多力场的共同作用下, Al3 Y将沿铸锭径向向外部扩散, 由于其密度更大, 扩散速率更快一些[30 ] . 但是Al3 Y在电磁力、离心力等的作用下向铸锭边缘的扩散, 不仅要受到半固态熔体的黏滞力阻碍, 还要受到铸型壁上已结晶的凝固层向熔体中心推进的固/液凝固界面的阻碍. 由于型壁温度较低, 合金液浇入铸型后立即出现激冷层; 随着熔体温度的继续降低, 由型壁处形成的凝固层的固/液界面向铝合金熔体内部推进, 并与向外迁移的Al3 Y相遇、吞并; 甚至被移动着的凝固界面向内(熔体中心区域)推移[19 ] . 在电磁力和离心力的作用下, Al3 Y无法突破半固态合金的凝固层, 只能在其凝固前沿驻留、聚集. 若Al3 Y粒径相对较大或其受到的电磁力或离心力较大, 其扩散速率越快, 越容易趋近型壁聚集. ...

 , 刘小梅
, 刘小梅
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}