
李玉斌 , 王巍, 何建军, 张志强, 张彤燕
, 王巍, 何建军, 张志强, 张彤燕
中国工程物理研究院, 绵阳 621900
LI Yubin, WANG Wei, HE Jianjun, ZHANG Zhiqiang, ZHANG Tongyan
中图分类号: TG146.2, TG174.3
通讯作者:
收稿日期: 2013-08-15
修回日期: 2013-11-24
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李玉斌, 男, 1972年生, 博士
展开
摘要
采用OM, XRD, TEM等分析手段, 并结合静、动态力学测试方法, 研究了亚共析U-Nb合金激光焊接接头的微观结构和力学性能. 结果表明, 等温热处理下的亚共析U-Nb合金焊接基材为α-U+γ-U珠光体结构, 激光焊缝在预热条件下为单相正交结构α'板条马氏体, 非预热条件下为单相正交结构α'孪晶马氏体. 两类焊接接头的抗拉强度皆约为400 MPa, 远小于基材和焊缝组织强度, 焊接接头未熔透和焊缝微观结构的断裂韧度较低是主要原因. 比较基材和焊接接头的动态冲击压缩性能, 相同冲击速率下, 焊接接头应变率低于基材, 而屈服强度高于基材. 应变速率在2000~4000 s-1间, 接头的流变应力均随应变速率的增加而增加, 表现出明显的应变率强化效应, 在2000 s-1 应变速率下, 接头发生了选择性塑性变形, 绝热剪切带仅形成于基材和热影响区.
关键词:
Abstract
The microstructures and mechanical properties of hypoeutectoid U-Nb alloy laser welded joint were investigated by optical microscopy (OM), X-ray diffractometer (XRD), transmission electron microscopy (TEM), split hopkinson pressure bar (SHPB) and other analysis apparatus. The results show that the microstructure of hypoeutectoid U-Nb alloy base metal is α-U+γ-U lamellar pearlite under isothermal heat treatment, while the laser welding seam is composed of α' lath martensite for pre-heated or α' twin martensite for no pre-heated with orthogonal crystal structure. The quasi-static tensile strength of welded joint (about 400 MPa) is much less than base metal and microstructures of weld, for the main reason of incomplete penetration weld and low fracture toughness. Between dynamic impact loading for base and welded joint, the strain rate of welded joint is lower than base metal, and the yield strength of welded joint is higher. Also, the compressive stress-strain curves indicated that the flow stresses for welded joint increased with the increase of strain rate and the obvious effect of strain rate hardening has been observed. At strain rate of 2000 s-1, selected plastic deformation taking place in welded joint is due to the tremendous difference mechanic properties between weld seam and base metal, and the adiabatic shear band(ASB) only appears in the rest of welded joint.
Keywords:
金属U因其军事和能源用途以及独特的物理化学性质而备受关注, 但U室温相为抗腐蚀性能较差、强度较低、各向异性的α-U[
金属材料在动态载荷作用下的力学响应明显不同于其静态或准静态力学行为, 应变率效应十分明显, 主要表现为屈服强度增高、屈服滞后、应力应变本构关系非线性、绝热温升及冲击相变等[
本工作以亚共析U-Nb合金为研究对象, 采用激光焊接方法, 研究了U-Nb合金在激光热源作用下的熔池微观结构转变和焊接接头的静、动态力学性能, 对认识亚共析U-Nb合金的焊接性能、完善U-Nb合金连接技术和拓展U-Nb合金应用范围具有重要意义.
实验材料为U-2.5% Nb (质量分数)合金, 经熔铸、等温热处理后获得. 焊接试样分别加工为管状和片状, 管状试样外径40 mm, 内径36 mm, 轴向长度40 mm, 片状试样直径36 mm, 厚度2 mm. 焊前用金相砂纸和无水乙醇去除表面氧化物和油污后, 将焊接试样装入专用焊接容器内, 通入Ar气作为焊接保护气氛. 焊接时, 管状试样焊接方式为环向焊接, 片状试样为激光在其表面扫描重熔.
采用OLYMPUS-4000金相显微镜(OM)观察焊接接头宏观形貌和动态压缩后试样的组织特征; 采用KYKY-1010B扫描电镜(SEM)表征接头拉伸断口形貌; 采用Tecnai F20透射电镜(TEM)观察焊缝区域精细结构, 标定焊缝相结构.
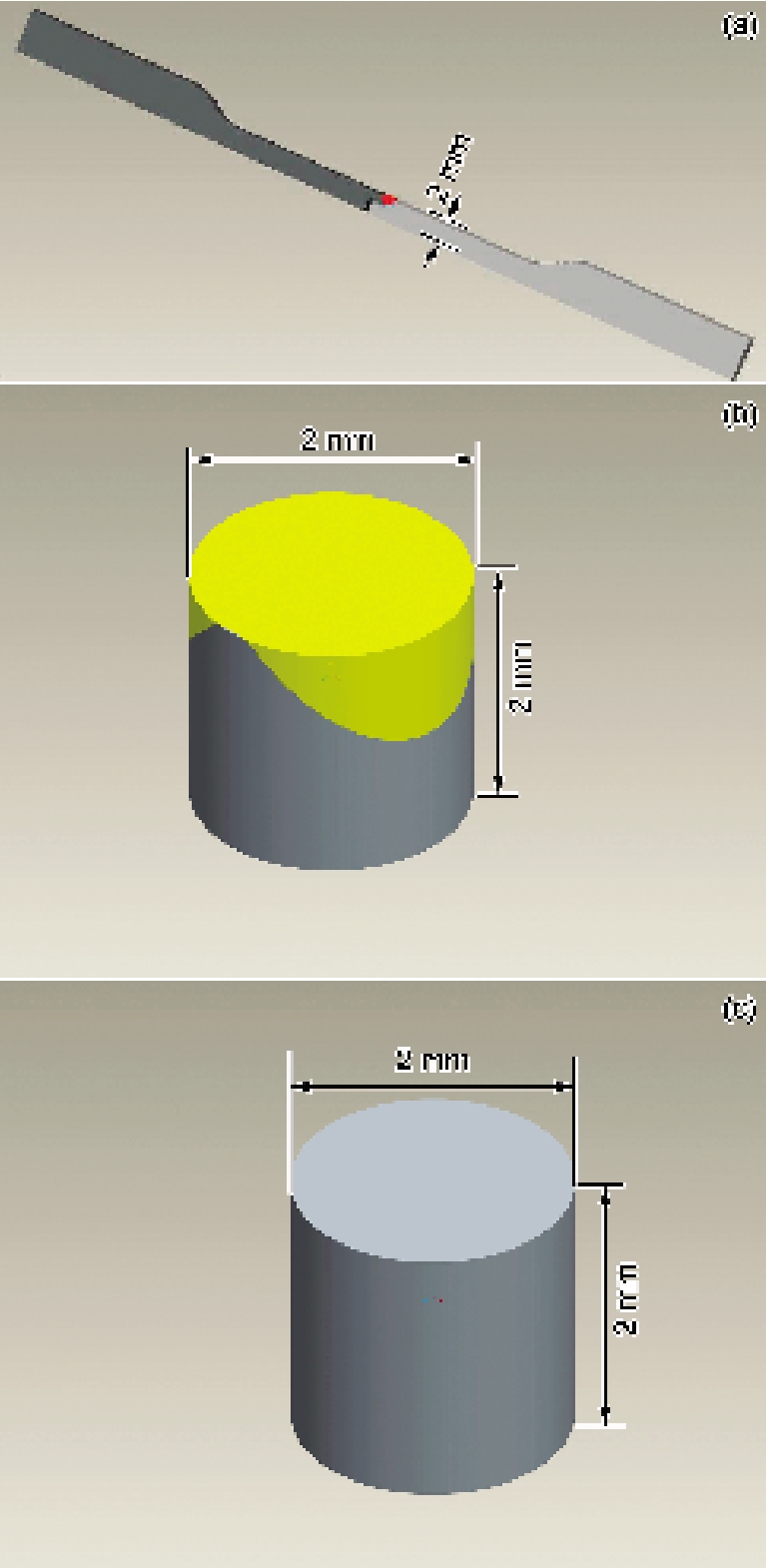
采用显微硬度仪、CMTS105型微控电子万能试验机和直径10 mm Hopkinson压杆(Split Hopkinson Pressure Bar, SHPB) 实验装置测量焊接接头静、动态力学性能. 图1是力学性能测试试样示意图, 拉伸试样为片状, 在管状试样上切取, 焊缝位于试样中部. 冲击试样从片状焊接试样上切取制备, 以避免焊接接头未焊透部位对冲击性能测试结果的影响. 为比较焊接接头动态压缩性能与母材的差异, 分别检测了焊接接头和母材的冲击压缩试样, 其中焊接接头试样包括焊缝和母材两部分.
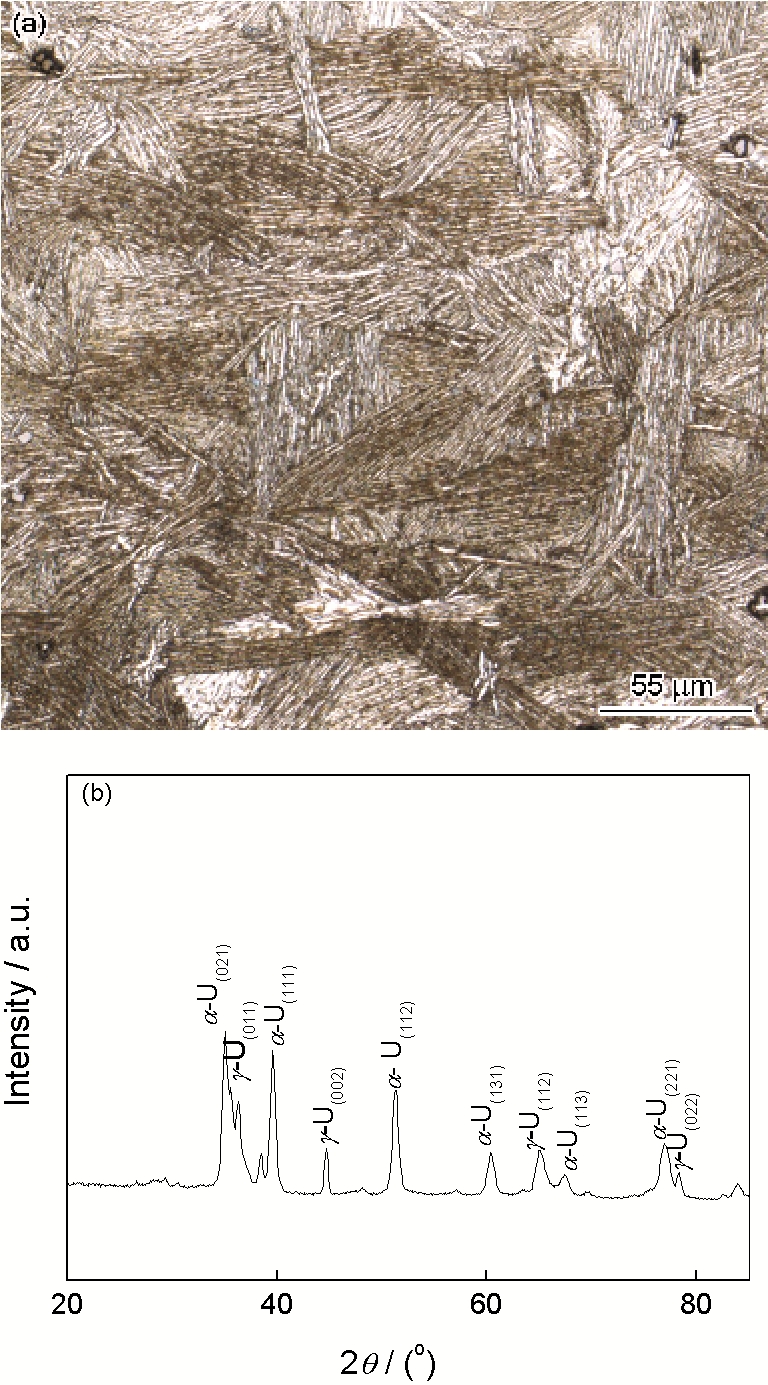
2.1.1基材微观结构 材料的焊接工艺性能很大程度上会受到基材微观结构的影响, 同时作为焊接接头组成部分的基材, 它的力学性能也将在焊接接头中予以体现. 因此, 有必要对被焊基材亚共析U-Nb合金热处理后的微观结构进行表征. 图2为U-Nb合金焊接基材的微观结构和XRD谱. 从图2a看出, 亚共析U-Nb合金热处理后的微观组织具有片层状的亚结构, 与片状珠光体组织形貌相一致, XRD谱(图2b)证明该微观组织为α-U和γ-U构成的双相结构. 基于被焊材料微观结构分析并结合U-Nb二元相图[
2.1.2焊接接头显微结构 图3为亚共析珠光体U-Nb合金激光焊接接头的宏观和微观形貌. 可以看出, 亚共析U-Nb合金在激光焊接条件下可以形成没有气孔、裂纹等缺陷的焊接接头, 同时也可看出焊缝为扁平状(图3a), 且改变热输入对其形貌影响不大, 即铀合金焊接难以形成大的 “深宽比”焊缝, 焊缝下部的止口并未熔合, 存在根部间隙. 究其原因, 与U的高质量密度和U-Nb合金激光焊接过程中生成浓密的等离子云损耗掉大量的激光能量相关. 接头宏观形貌的另一特征是焊缝内有多条平行于熔合线的带状条纹, 这是焊缝组织在凝固结晶过程中, 由于结晶潜热释放导致结晶多次停滞而产生层状偏析.
图3b为接头熔合线附近的微观形貌, 可看出熔池边缘晶粒以柱状晶形式生长, 而在焊缝中心位置(图3c), 晶粒形貌为等轴晶, 表明焊缝在凝固过程中发生了结晶方式的转变. 同时, 通过形貌观察发现焊缝具有与片状珠光体组织不同的微观亚结构, 焊缝晶粒内部存在较多小坑.
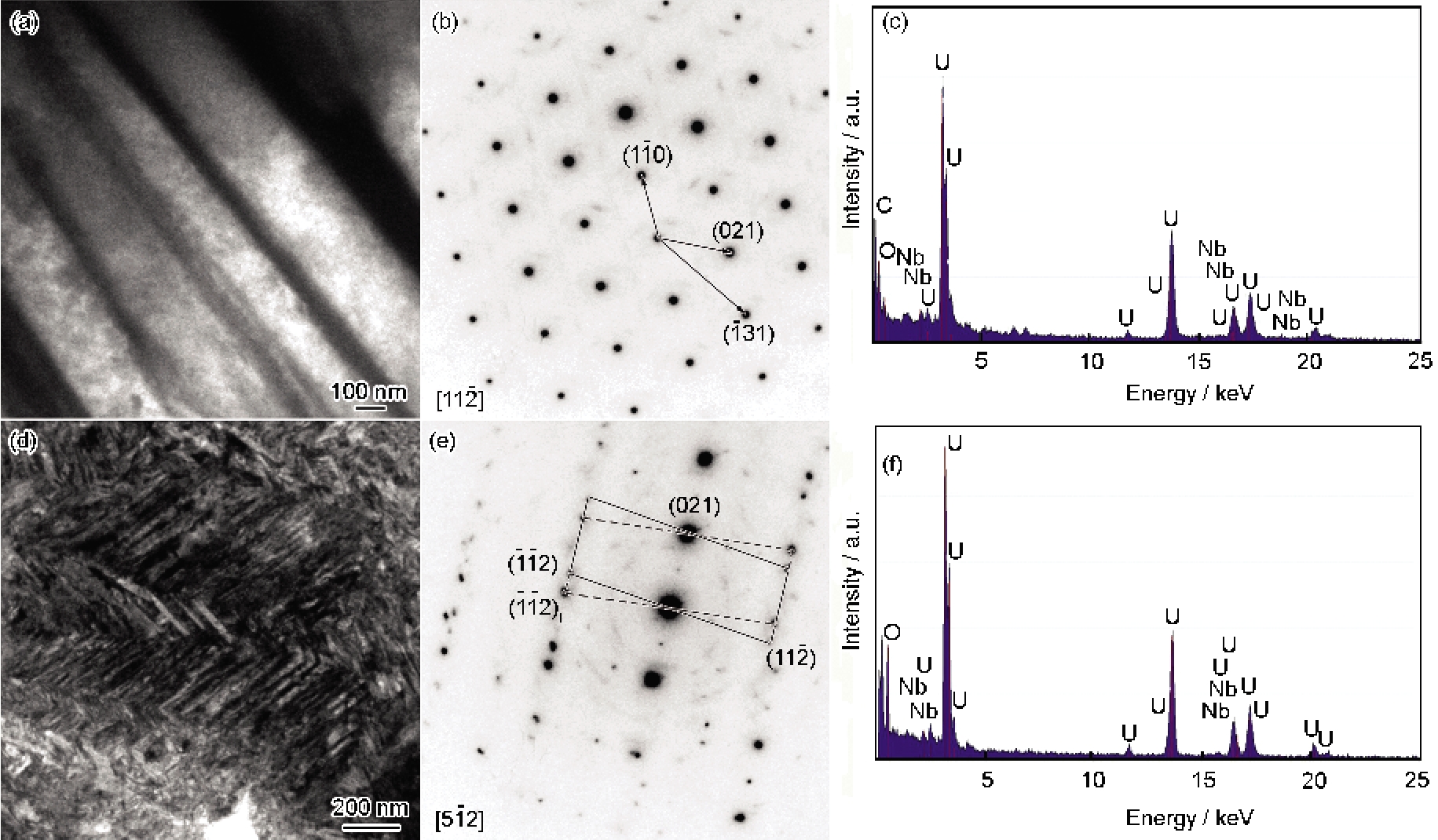
2.1.3焊缝精细结构 对亚共析U-Nb合金焊缝的透射电镜分析发现, 其精细结构分成两种类型. 一类是在预热条件下焊接, 焊缝精细结构呈板条状, 但板条内部的亚结构特征不明显(图4a ), 其选区电子衍射谱(图4b )对应U的正交结构, 表明该焊缝为α'板条马氏体. 另一类是在不预热条件下, 焊缝的TEM明场像中观察到了高密度的条纹状亚结构(图4d), 在选区电子衍射谱中得到了具有孪晶关系的2套花样(图4e), 表明焊缝形成了具有U正交结构的α'孪晶马氏体. 因此可推断焊缝中的Nb元素是以固溶的形式存在U晶格中. 这里需说明的是, 在对选区衍射谱标定时, 从谱测定的晶面间距与标准衍射卡比对时皆存在1%左右的误差, 这正是Nb原子固溶于U导致U晶格发生一定程度畸变所致. 同时也确认了亚共析U-Nb合金焊缝凝固转变为γ-U后, 发生了非扩散固态马氏体相变. 图4c 和4f 则显示, 2类马氏体的成分基本一致, 排除了成分导致马氏体相变类型出现差别的可能性. 马氏体切变理论的二次切变模型可解释焊缝生成不同类型马氏体的原因. 根据该模型[
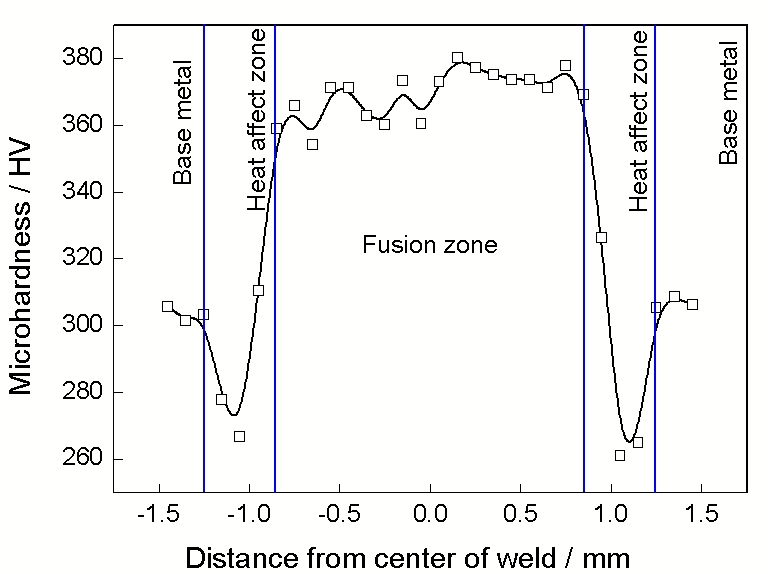
2.2.1显微硬度 图5为U-Nb合金焊接接头的显微硬度, 表明基材硬度约为300 HV, 焊缝区约为380 HV, 母材与焊缝区间的热影响区硬度最低, 约为260 HV.
焊接接头区域的显微硬度与组织直接相关, 焊缝区域硬度比母材高, 一方面是由于焊缝组织较母材更为细密, 同时更主要的原因是二者相结构有差异, α+γ两相组成的珠光体母材, 屈服强度约828 MPa, 塑性在10%~30%之间, 而焊缝是α'马氏体相, 为U-Nb合金系中最强硬的过渡相, 其屈服强度约1200 MPa, 延伸率约4%[
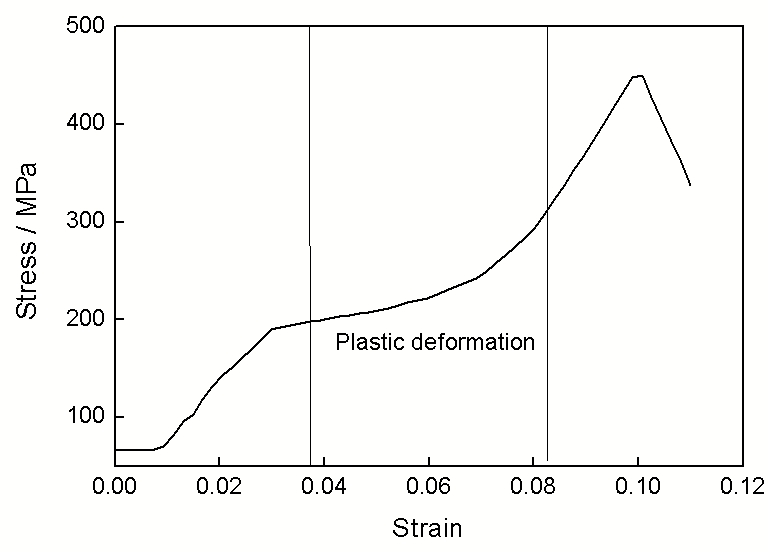
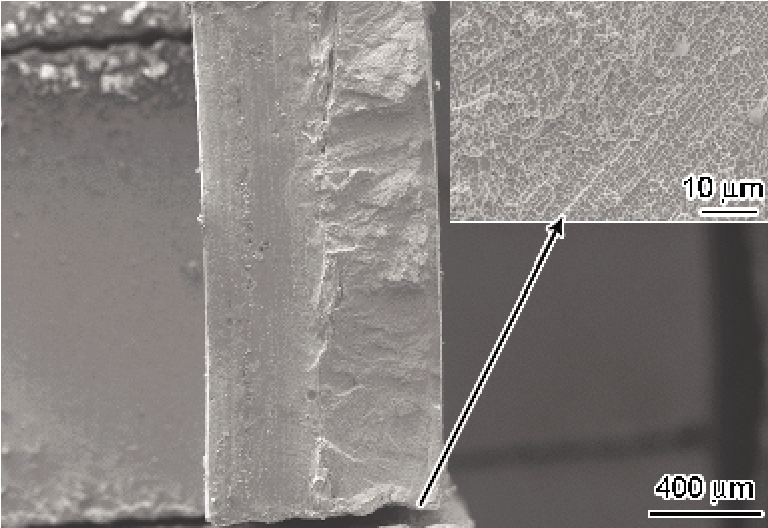
2.2.2准静态拉伸 U-Nb合金焊接接头拉伸试样的应力-应变曲线如图6所示. 在拉应力作用下, 3个试样表现出的变形规律基本一致, 接头的屈服强度约200 MPa, 断裂强度在300~450 MPa之间, 试样在断裂前存在4%左右的塑性变形阶段. 就接头拉伸强度而言, 实验数据与U-Nb合金珠光体和α'马氏体的文献报告数据存在很大差距, 仅为构成焊接接头材料强度的0.3至0.5倍左右, 关于出现该现象的原因, 本文将在讨论部分予以解释. 图7为亚共析U-Nb合金焊接接头拉伸试样的断口形貌, 可以看出, 断裂位置皆由焊缝止口位置向焊缝延伸, 焊接接头断口的韧窝和解理特征皆不明显.
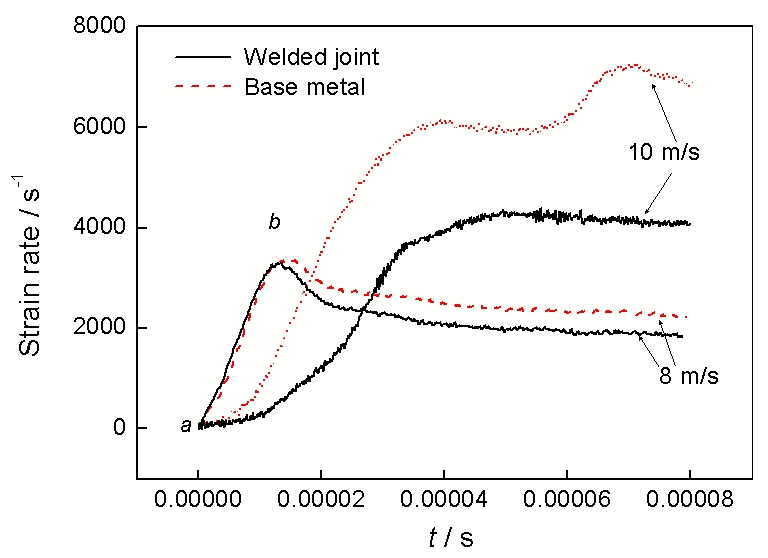
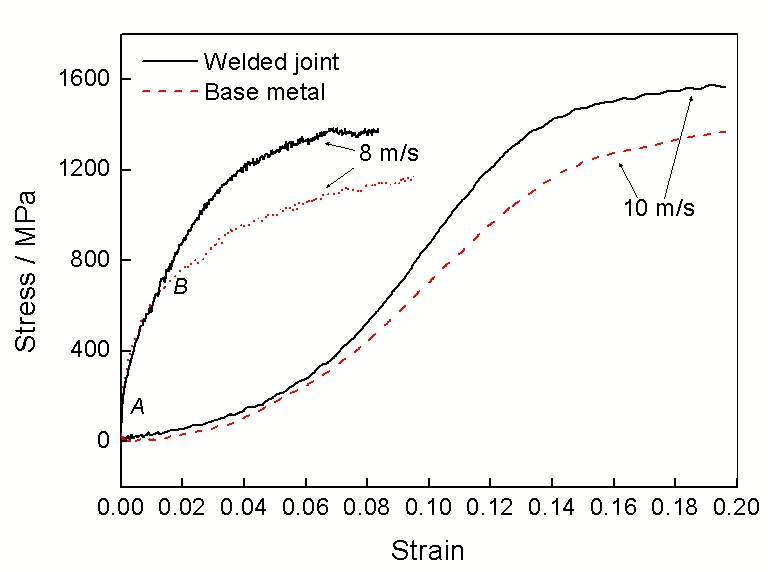
2.2.3动态压缩 将Hopkinson压杆分别以8和10 m/s的冲击速率撞击U-Nb合金焊接接头试样(图1b)和基材 (图1c), 获得的应变速率-时间曲线和应力-应变曲线如图8和9所示. 可以看出, 8 m/s冲击速率下, 基材和焊接接头的应变速率分别约为2200和2000 s-1, 强度为1000和1350 MPa. 10 m/s冲击速率下, 应变率分别约为6200和4000 s-1, 强度为1400和1600 MPa. 增加压杆冲击速率, 焊接接头的应变率变大, 应变率效应促使的屈服滞后现象也更明显, 屈服强度也更高; 相同冲击速率下, 焊接接头应变率小于基材, 屈服强度大于基材. 但值得关注的是, 2类试样在受8 m/s冲击加载时, 图8显示的应变率-时间曲线ab段和图9所示的应力-应变曲线AB段几乎重叠, 说明2类试样在屈服前期可能是同一变形机制.
图10为在8和10 m/s冲击速度下, U-Nb合金焊接接头冲击试样的宏观和微观组织. 图10a~c为压杆以8 m/s速率撞击时, 焊接接头试样的光学照片, 显示冲击试样形状保持相对完整, 试样沿焊缝边缘以42º角发生了剪切断裂, 微观特征为焊缝试样母材部位和母材与焊缝界面处发生了绝热剪切, 该现象与U-Nb合金在室温相对较低的应变率下便会形成绝热剪切带 (adiabatic shear band, ASB) 相关[
静态拉伸实验表明, U-Nb合金焊接试样的断裂强度为300~450 MPa, 失效位置位于焊缝α'马氏体处, 这与文献[26]报道的α'马氏体的断裂强度大于1200 MPa不符, 本工作认为这应该与图3a显示的焊缝底部未焊透有关. 管状试样的焊缝未焊透, 焊缝止口处形成一个裂纹尖端, 如果把止口未焊透部位看做有限宽板的单边直裂纹, 计算焊接接头拉伸试样的应力场强度因子KI, 当试样的拉应力为400 MPa时, KI已达到25 MPa·m1/2, 其与亚共析U-Nb合金α'马氏体断裂韧度24 MPa·m1/2相当[
虽然焊接接头在压杆以8和10 m/s冲击下表现出的力学性能与基材存在显著差别, 但焊接接头试样在8 m/s动态加载下所表现出的动态测试曲线较为特殊, 微观结构变形也更加不均匀. 因此, 本工作重点讨论在8 m/s冲击速率下的接头动态力学响应历程. 焊接接头由α'马氏体和α+γ珠光体组成, α'马氏体屈服强度比α+γ珠光体高, 8 m/s动态冲击下, α+γ珠光体组织首先发生塑性流变. 由于金属材料的塑性流动基本上是由位错运动引起, 接头α+γ珠光体内的位错移动到珠光体与马氏体界面却不能激发α'马氏体内位错开动, 因此, 焊接冲击试样的应变与基材试样一样, 主要由珠光体组织贡献, 这就是为什么二者在屈服前期, 应变率-时间、应力-应变曲线几乎重合. 屈服后期, 金相观察表明焊缝组织仍未参与形变过程, 焊接接头表现出的仍是α+γ珠光体相的力学性能, 只不过由于接头试样中的α+γ珠光体内位错密度比基材试样高, 所以其表现为强度高于基材. 整个接头变形过程中, 大量位错堆积在焊缝与基材的界面, 导致该处产生了绝热剪切带和超出界面变形能力的形变, 最终, 焊接接头从界面失效. 基于上述分析, 本工作认为亚共析U-Nb合金焊接接头动态力学实验结果反映了焊接接头动态形变中一类较为特殊的变形模式: 选择性流变, 即以焊接接头各区域力学性能差异较大为前提, 在相对较低的应变率下(压杆的冲击速率只是实验过程中的一个参量, 冲击速率引入的应变率才真正与材料力学性能发生关联), 焊接接头的塑性流变选择性地发生在易变形区域, 焊接接头的动态力学特征表现的是相对较软的相力学性能, 而接头的强韧相区在整个动态响应过程中并未发生明显的形变.
(1) 亚共析珠光体U-Nb合金激光焊缝形貌为: 熔合区附近是柱状枝晶, 焊缝中心是等轴晶; 在预热条件下, 焊缝生成单相正交结构α'板条马氏体, 不预热条件下, 焊缝生成单相正交结构α'孪晶马氏体.
(2) 亚共析珠光体U-Nb合金激光焊接接头显微硬度值为260~380 HV, 焊缝区的显微硬度值最高, 热影响区最低.
(3) 亚共析珠光体U-Nb合金激光焊接接头的准静态拉伸应力下的塑性变形率为4%, 由于止口效应和焊缝组织的缺口敏感性, 接头抗拉强度远小于基材和焊缝组织强度, 避免出现未焊透是提高接头力学性能的关键.
(4) 亚共析珠光体U-Nb合金激光焊接接头在承受相同动态载荷下, 应变率低于基材, 屈服强度高于基材, 焊接接头在2000和4000 s-1应变率下的屈服强度分别为1350和1600 MPa, 且焊接接头在2000 s-1应变率下发生了选择性流变, 应变率和微观结构对焊接接头动态力学行为有重要影响.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}