
王盈, 邹兵林 , 曹学强
, 曹学强
中国科学院长春应用化学研究所稀土资源利用国家重点实验室, 长春 130022
WANG Ying, ZOU Binglin, CAO Xueqiang
中图分类号: TB33, TQ13
通讯作者:
收稿日期: 2013-09-4
修回日期: 2013-12-16
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王 盈, 男, 1984年生, 助理研究员
展开
摘要
利用Al-Ti-B4C体系通过燃烧合成辅助铸造法成功制备了TiC-TiB2颗粒局部增强钢基复合材料, 研究了Al含量对局部增强复合材料的组织及耐磨性的影响. 结果表明, 不同Al含量(0~50%, 质量分数)的Al-Ti-B4C压坯在约1873 K钢液浇注下都能原位反应生成TiC和TiB2陶瓷颗粒, 而且钢液都向预制块发生了不同程度的浸渗. 压坯内Al含量的变化不仅影响了合成产物的相组成及陶瓷相的分布、尺寸和数量, 而且还影响了局部增强区和钢基体界面处陶瓷颗粒的分布状况. 随Al含量的增加, 合成陶瓷的颗粒大小、数量以及颗粒间的孔隙均变小, 产物中形成的金属间化合物的种类和数量增多, 且陶瓷颗粒在界面处的梯度分布趋势减弱并最终消失. 磨损测试结果表明, 复合材料局部增强区的耐磨损性比钢基体显著提高, 而且在Al含量为0时为最好, 然后依次为含30%Al, 10%Al和50%Al的复合材料.
关键词:
Abstract
From the point of view of the application, the service life of component usually relies on the wear resistance of local region, and it is desirable that the local region of component rather than the whole component is reinforced by ceramic particulate to offer high-wear resistance. In this study, the TiC-TiB2 particulates locally reinforced steel matrix composites were fabricated by an SHS-casing route using an Al-Ti-B4C system. The effects of the Al content on the microstructure and wear resistance of the composites were investigated. The results show that the TiC and TiB2 particulates were formed in all the preforms with various Al contents (0~50%, mass fraction) after the high temperature (about 1873 K ) steel melt was poured into the mold and the molten steel, to the different extents, penetrates into the synthesized samples. The Al content in the preforms has a large effect on the constitute of the synthesized products and the quantity, size and distribution of the ceramic phases in both the reinforced region and the transition region. With the increase of the Al content, the quantity and average size of the ceramic particles as well as holes decrease, the type and quantity of the intermetallic compounds in the products increase and the gradient distribution of the ceramic particles in the transition region weakens and finally disappears. The wear resistance of the locally reinforced composites is much superior to that of the unreinforced steel matrix, and the best appears in the sample free of Al composition, and then followed by the samples of 30%Al, 10%Al and 50%Al in turn.
Keywords:
钢铁是机械、冶金等行业中应用最广的结构材料, 在现代工业中占有重要地位[
钢液内原位合成陶瓷颗粒局部增强钢基复合材料为解决钢铁构件因局部磨损失效而造成钢铁资源巨大浪费的难题提供了一条切实可行的途径. 这种方法工艺简单、节能、省时且合成的产物纯净[
实验原材料为工业Al粉(纯度约99%, 颗粒尺寸约为29 μm), Ti粉(纯度约99%, 颗粒尺寸约48 μm), B4C粉(纯度95%, 颗粒尺寸为2.5~3.5 μm). B4C粉中的杂质主要是游离的C和B. 反应物中Ti和B4C摩尔比固定为3∶1, Al含量设计为0, 10%, 30%和50% (质量分数). 反应物装进不锈钢密封罐中在球磨机上混料8 h, 球磨机转速32 r/min. 然后, 分别取适量反应物混合粉末在液压机上压成直径22 mm
将预制块放在砂型型腔的相应位置. 浇注钢液的主要化学成分(质量分数, %)为: C 0.45, Si 0.60, Mn 2.04, S 0.01, P 0.03, Cr 0.04, V 0.03, Fe余量. 钢液温度上升到大约1873 K时, 将钢液浇注到砂型的型腔中, 预制块在高温钢液的作用下发生反应, 形成陶瓷颗粒局部增强的钢基复合材料. 用线切割机从增强复合材料中切出10 mm×10 mm×8 mm的长方体制成金相试样, 利用JSM5310扫描电子显微镜(SEM)及其附带的Link-Isis Britain能谱(EDS)和D/Max 2500PC X射线衍射仪(XRD)进行形貌观察和成分分析. 用线切割从复合材料的钢基体区和增强区切出直径6 mm的圆柱试样进行磨损测试. 干磨损实验在ML-100销盘磨损试验机上进行. 采用600号SiC砂纸做为磨料, 载荷为5~20 N, 磨损行程为8.813 m. 磨损失重利用Item AR1140万分之一电子天平测量, 并用Archimedes法测量磨损试样的密度
式中, m为试样在空气中的质量, mw为试样在蒸馏水中的质量. 得到密度后将磨损失重数据转化为单位距离上的磨损体积. 体积磨损率A按下式计算:
式中,
绝热燃烧温度Tad是自蔓延反应能否发生的重要判断参数, 它定义为体系在绝热条件下反应达到的最高理论温度. 通过计算绝热燃烧温度能够预测燃烧合成反应的放热程度和反应物、产物在反应过程中的状态. 文献[21,22]提出, 在无预热条件下, 反应能够发生自蔓延的条件是绝热温度要大于1800 K. 从热力学角度来看, 为确保Al-Ti-B4C预制块在钢液内能够发生自蔓延反应, 需要对该体系的反应燃烧温度进行理论预测. 假定: (a) 自蔓延反应的初始温度为298 K (即钢液一接触压坯, 反应即引发, 钢液对压坯内层的反应无明显的预热作用); (b) 燃烧合成反应按式(3)进行,最终产物相为Al, TiB2和TiC; (c) 产物TiB2与TiC之间不发生共晶型转变(TiC+TiB2 => Liquid)[
式中,
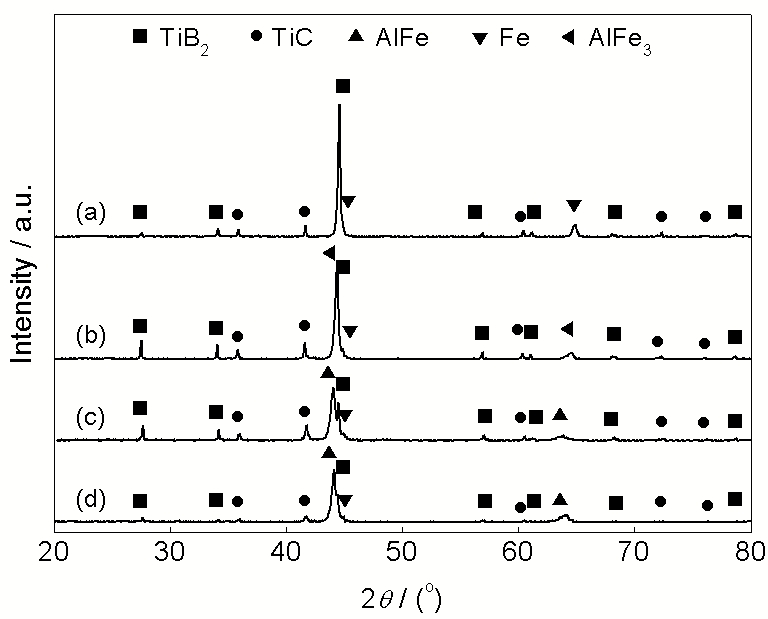
图1为不同Al含量时Al-Ti-B4C体系钢液内反应合成局部增强区产物相的XRD谱. 可见, 反应产物中都出现了TiC和TiB2, 说明预制块在高温钢液的作用下都能发生反应生成TiC和TiB2; 另外产物中都存在Fe或Fe的化合物, 说明高温钢液向预制块中发生了浸渗, 并且不同程度地参与了反应. 当压坯中Al含量增加时, 产物中出现中间相, 并且中间相种类随Al含量的增加而发生改变. 当Al含量为0时, 产物中只有TiC, TiB2和Fe, 没有Fe2B等中间相; 当Al含量为10%, 30%和50%时, 产物中除了TiC和TiB2外, 都出现了FeAl和AlFe3 2种金属间化合物. 由此可见, 不同Al含量的压坯按式(3)发生了反应. 钢液向反应后的压坯浸渗并与Al发生反应在凝固过程中形成了FeAl和AlFe3. 铁铝金属间化合物具有比重轻、弹性模量高、抗氧化、耐高温和耐磨等突出优点, 具备作为高温结构材料的性能特征, 其缺点是室温脆性和温度超过873 K后强度急剧下降, 但是当铁铝金属间化合物基体中加入非连续增强相如TiC和TiB2等陶瓷, 就能够克服铁铝金属间化合物上述性能缺陷[
图2是不同Al含量时局部增强区的低倍和高倍SEM像. 图中黑色的区域主要分布着细小的陶瓷颗粒, 灰白色区域主要是浸渗进去的钢液或形成的铁铝化合物. 从图2a可以看出, 合成的陶瓷相分布不连续. 在钢液外(如手套箱中)Ti-B4C试样反应后膨胀非常严重, 样品中形成的孔大多是大孔, 以至于试样在钢液中反应后, 大量的钢液浸渗进去构成连续的基体相. 此外, 在基体相里也可以观察到一些较为细小的孔洞. 从图2c可以看出, 压坯中含10%Al时, 反应后陶瓷相形成了连续的网状支架, 浸渗进来的钢液均匀地填充在这个支架内部的孔隙中, 浸渗区观察不到明显的孔洞. 当Al含量增加到30%时, 钢液的浸渗良好, 亦观察不到明显的孔洞, 基体上分布着尺寸大小不一的陶瓷相, 这些陶瓷相各自独立均匀地分布在基体上, 如图2e所示. 当Al含量增加时, 生成的陶瓷相数量大大减少, 从图2g的整体组织分布来看, 基体和陶瓷分布比较均匀, 但是在它们之间分布着很多微小的孔洞. 由以上分析可以看出, 预制块中Al的加入对局部增强区的孔洞、孔隙和陶瓷相的数量、分布等有着极其重要的影响; 从陶瓷相的分布情况来看, 压坯中含有(10%~30%)Al是比较理想的. 从图2b, d, f和h可以看出, 在平面上陶瓷颗粒呈现出2种形貌, 即圆形和矩形. 其中, 圆形的陶瓷颗粒是TiC, 矩形的陶瓷颗粒是TiB2[
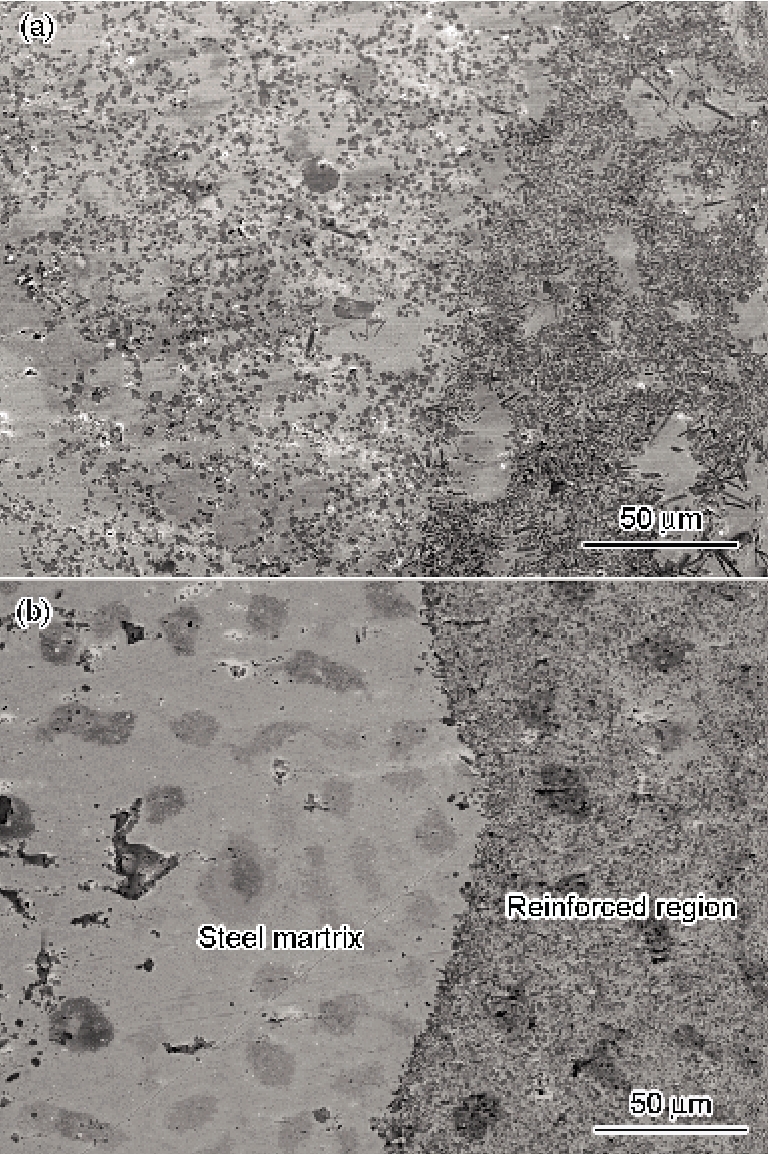
图3为Al含量为10%和50%的预制块反应后局部增强区和钢基体界面处的微观结构. 可以看出, Al含量为10%和50%时, 钢基体和增强区界面结合紧密, 观察不到明显的孔洞或裂纹. Al含量为10%时, 界面较宽, 是一个过渡界面, 即从增强区到钢基体区, 增强颗粒尺寸逐渐减少; 而Al含量为50%时, 钢基体和增强区之间不存在过渡区. 由前文可知, Al含量为10%和50%时, 绝热燃烧温度分别为2767和1880 K, Al含量为10%的绝热温度远高于钢液浇注温度, 而Al含量为50%的绝热温度接近钢液浇注温度, 显然, 前者的合成产物表层在钢液凝固前有更充足的时间向钢液内溶解并扩散, 从而形成一个较宽的陶瓷梯度分布式的界面. 这种呈梯度分布式的界面对巩固增强区和基体区间的结合, 缓和其间的应力集中是有利的.
钢基体的密度为7.811 g/cm3; Al含量为0, 10%, 30%和50%时, 局部增强区的密度分别为4.997, 6.337, 5.595和4.871 g/cm3. 可见, 不同Al含量时局部增强复合材料的密度均比钢基体要小, 这主要是由于增强区中陶瓷相的密度远低于钢的密度. 不同Al含量时增强区的密度与反应物中Al含量、浸渗钢液数量及增强区中形成的孔洞体积有关. Al含量为0时, 密度为4.997 g/cm3, 从图1a和2a可以看出,局部增强区与其它试样相比存在更多细小的孔洞和孔隙, 另外陶瓷数量也多, 因此密度较小. Al含量为10%时, 密度最大, 可能主要是由于预制块反应后浸渗进去的钢液数量较多, 其次是增强区孔隙大小和数量减少. 随着Al含量的增加, 由于Al的密度比TiC, TiB2陶瓷和Fe的密度小得多, 而且燃烧反应形成的孔洞大部分被Al液填充, 少部分被浸渗进来的钢液填充, 所以密度随着Al含量的增加而降低.
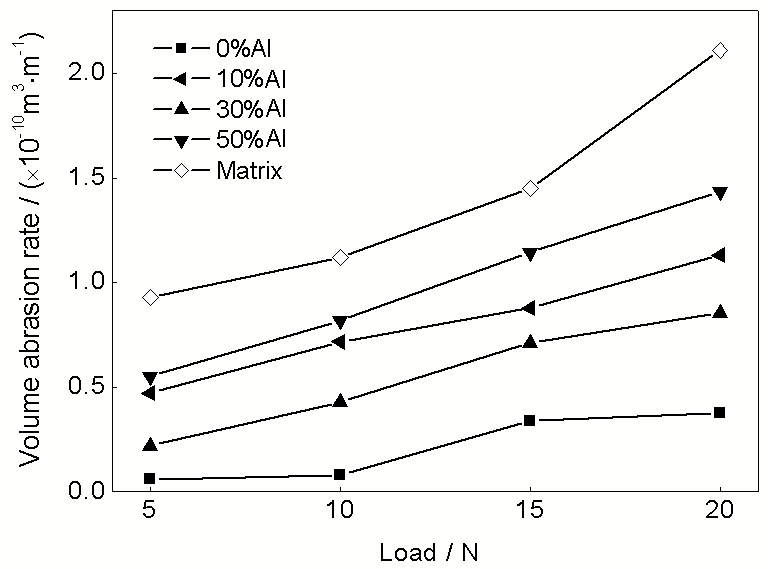
图4是钢基体和不同Al含量局部增强区在不同载荷下干磨损后的体积磨损率. 可以看出, 在实验载荷下, 钢基体的体积磨损率最大, 局部增强区的体积磨损率均比钢基体小. 而且, Al含量为0的试样体积磨损率最小, 说明其耐磨性最好, 这可能是由于此样品增强区陶瓷数量比其它试样多的缘故. Al含量为30%时的体积磨损率要比Al含量为10%时小, 其原因除了前面提到的Al含量为30%时浸渗进去的钢液比Al含量为10%时相对较少之外, 还有可能是因为前者压坯中含Al多, 局部增强区中形成的Fe-Al金属间化合物数量可能更多, 而Fe-Al金属间化合物的耐磨性要比钢基体好. Al含量为50%时, 局部增强复合材料的体积磨损率比其它的都要大, 说明耐磨性最差, 但相对钢基体而言, 其耐磨性亦有了明显的提高. 而且, 随着载荷的增加, 虽然所有试样的体积磨损率均增大, 但钢基体增大的幅度远比复合材料增强区更明显, 尤其是与Al含量为0和30%相比.
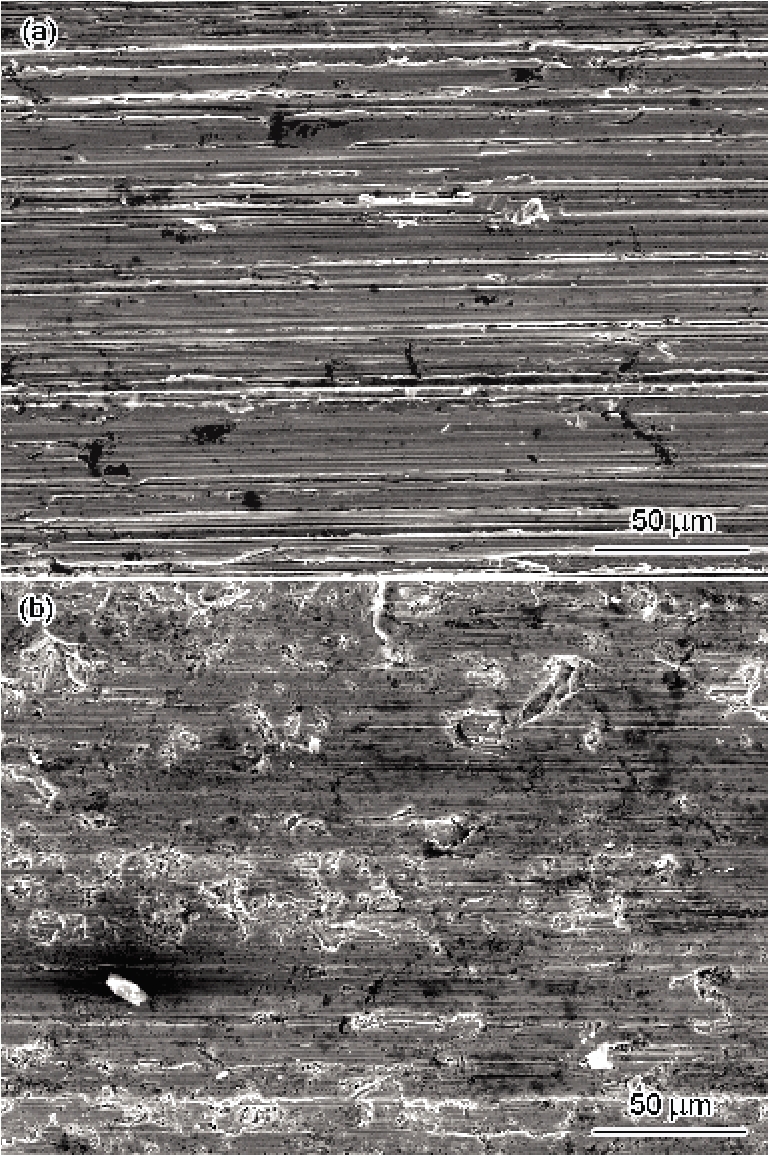
图5比较了钢基体和Al含量10%时局部增强区在20 N载荷下的干磨损后的磨痕形貌. 可见, 钢基体表面犁沟深而宽, 而Al含量为10%时局部增强区的磨损表面犁沟浅而窄, 甚至在局部区域观察不到明显的犁削迹象. 显而易见, 增强区中的TiC, TiB2甚至Fe-Al金属间化合物起到了抵御载荷的作用, 从而极大地提高了增强区的耐磨性能.
(1) 热力学计算和实验表明, Al含量为0~50%时, Al-Ti-B4C压坯在高温钢液的加热下能发生自蔓延燃烧反应. 随着Al含量的增加, 绝热燃烧温度降低.
(2) 不同Al含量(0~50%)的Al-Ti-B4C压坯在钢液内燃烧反应后都生成了TiC和TiB2陶瓷颗粒, 而且钢液都向预制块发生了不同程度的浸渗; Al含量的变化影响了合成产物的相组成及陶瓷相的分布、尺寸和数量. 随着Al含量的增加, 产物中间相种类和数量增多, 合成的陶瓷颗粒大小、数量以及颗粒间的孔隙均变小; 局部增强区和钢基体界面处陶瓷颗粒的梯度分布变得不明显.
(3) Al含量对局部增强区的密度和耐磨性影响较大. 随着Al含量的增加, 密度先增大后减小; 局部增强区的耐磨性按Al含量为0, 30%, 10%和50%依次递减, 但均比钢基体要好, 尤其是在高载荷时, 其优势更为显著.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}