
邸新杰 , 邢希学
, 邢希学
DI Xinjie, XING Xixue
中图分类号: TG401
通讯作者:
收稿日期: 2013-07-8
修回日期: 2013-08-9
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
邸新杰, 男, 1973年生, 副教授, 博士
展开
摘要
利用扫描电镜(SEM)和透射电镜(TEM)研究了Inconel 625熔敷金属中δ相的形成机理, 并揭示了焊后热处理(PWHT)过程中δ相粗化的内在规律. 结果表明, 经850 ℃焊后热处理的Inconel 625熔敷金属中大量析出的针条状δ相呈网格状分布在基体γ相中, 且其附近出现了贫γ"相区域. δ相的形成是一个类贝氏体转变的固态相变过程, 其晶核是在γ"相密排面的层错上通过切变方式形成的. 同时, δ相的粗化行为是扩散控制的长大过程. 保温时间较短时, 实际δ相颗粒的平均尺寸符合LSW理论, 随着保温时间的延长, δ相的高密度、不同向析出特征使得其实际尺寸偏离了经典LSW理论的预测值.
关键词:
Abstract
Using Inconel 625 wire to weld high yield strength steels or stainless steels that commonly used in nuclear power plant components and gas turbines can significantly improve high temperature mechanical properties and corrosion resistance of weld structure. However, toughness, fatigue strength and creep rupture strength of weld would decline obviously because of the precipitation of δ phase during service at elevated temperatures for a long time. This work aims to investigate nucleation mechanism of δ phase in Inconel 625 deposited metal by means of SEM and TEM. Meanwhile, coarsening inherent law of δ phase during post-weld heat treatment (PWHT) at 850 ℃ for 2, 4 and 8 h respectively was revealed. The results indicate that a large number of needle-like δ phase precipitates in Inconel 625 deposited metal after PWHT at 850 ℃. These δ phases appear a grid-like distribution in γ-matrix, and there are some poor γ" phase regions appearing near δ phase. Formation process of δ phase is a solid phase transformation process which is like bainite transformation in steels. Crystal nucleus of δ phase form in the close-packed plane of γ" phase by shear mode, and coarsening behavior of δ phase is a diffusion-controlled growth process. When PWHT holding time is shorter, actual average size of δ phase is in line with LSW theory. With PWHT holding time extending, its actual average size deviates from the predicted value of classical LSW theory, because of the high-density and non-directional precipitation characteristics of δ phase.
Keywords:
Inconel 625合金是一种加入Mo, Nb, Ti, Si, Fe, Al等元素形成弥散γ'相 [Ni3(Al, Ti, Nb)] 或亚稳定γ"相(Ni3Nb)增强的镍、铬基固溶体 [
目前, 针对δ相的研究已经取得一定的进展. Sundararaman 等[
本课题组研究发现, 与一般供货状态Inconel 625合金的组织结构不同, 焊态Inconel 625熔敷金属的显微组织由大小不均匀的柱状Ni-Cr奥氏体和少量的块状MC型碳化物(M为Nb和Ti)、颗粒状Laves相及弥散分布的γ'相组成. 将焊态Inconel 625熔敷金属在850 ℃进行焊后热处理(PWHT)时, 其微观组织中析出了大量的γ"相和δ相. 当熔敷金属中含有大量的δ相时, 其疲劳强度、蠕变强度及韧性将明显下降, 这和文献[11]~[13]的研究结果一致. 然而, 已有的报道中并未对熔敷金属中δ相的形成机理及其粗化规律进行系统、深入的研究.
在之前研究的基础上, 本工作借助扫描电镜(SEM)和透射电镜(TEM), 进一步研究了Inconel 625熔敷金属中δ相的形态、结构及其分布特点, 并对其形成机理进行了深入探讨. 同时, 揭示了在850 ℃不同PWHT保温时间后δ相粗化的内在规律.
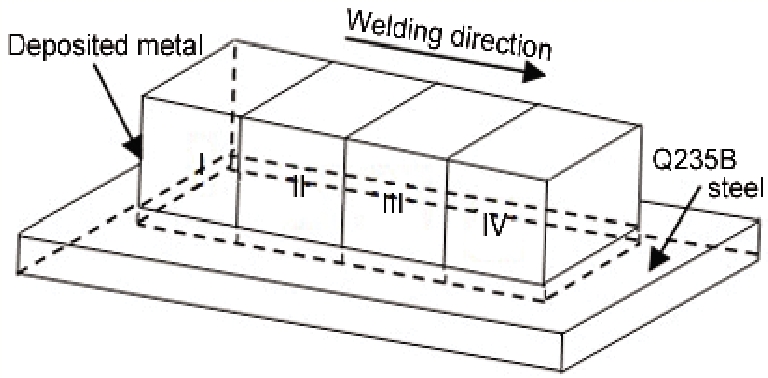
利用钨极氩弧焊(GTAW)的方法将Inconel 625焊丝堆焊在Q235B钢板上. 熔敷金属的化学成分(质量分数, %)为: C 0.01, Mn 0.09, Si 0.08, Cr 22.66, Mo 8.71, Nb 3.53, Fe 0.32, Cu 0.01, Al 0.14, Ti 0.21, Ni 余量. 焊接时采用的工艺参数为: 焊接电流(110±5) A, 焊接电压(13±0.5) V, 焊接速度(25±1) mm/min, 层间温度(100±5) ℃, 焊丝直径2.5 mm. 焊接完成后, 沿焊接方向将熔敷金属等分为4组(图1), 第I组用于焊态组织观察, 第II, III, IV组分别用于在850 ℃保温2, 4和8 h的PWHT. 切取焊态及PWHT后的熔敷金属试样, 经过镶嵌、磨制、抛光和腐蚀制成相应的金相试样. 借助JEOL JSM-6360LV型SEM 观察熔敷金属的微观组织结构, 并采用PHILIPS CM200 型TEM 对熔敷金属中的析出相进行结构观察及选区电子衍射(SAED)分析.
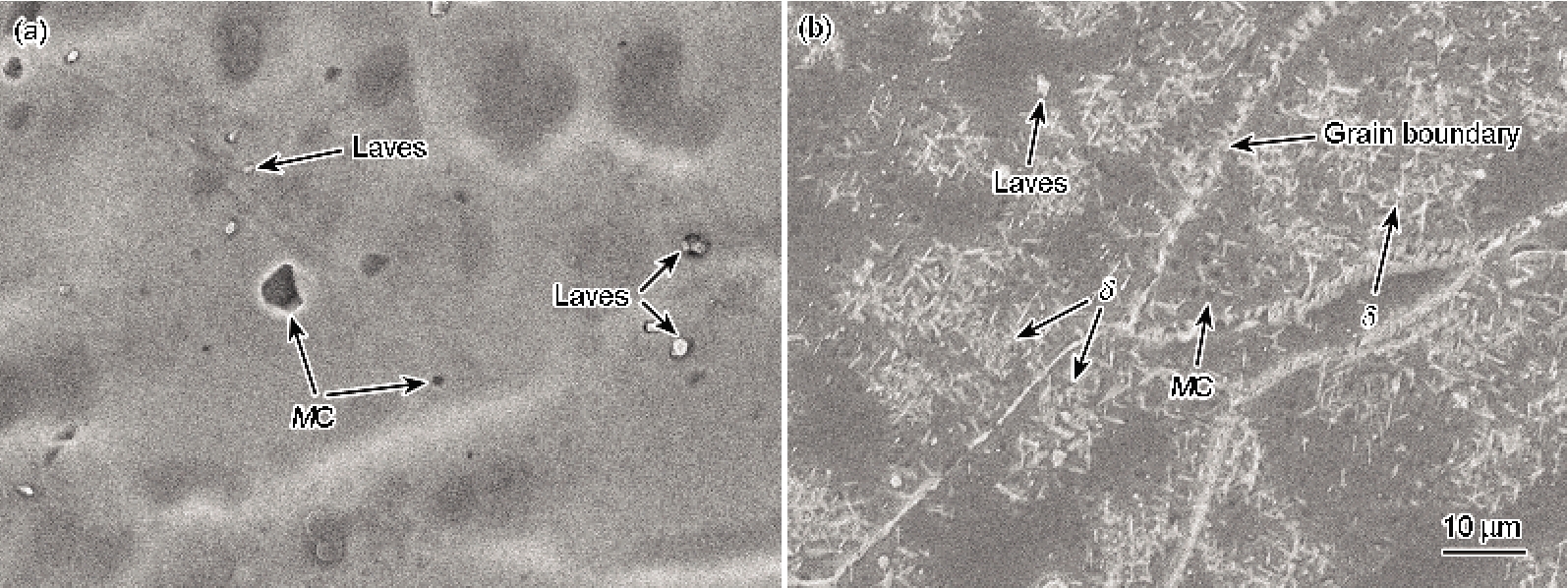
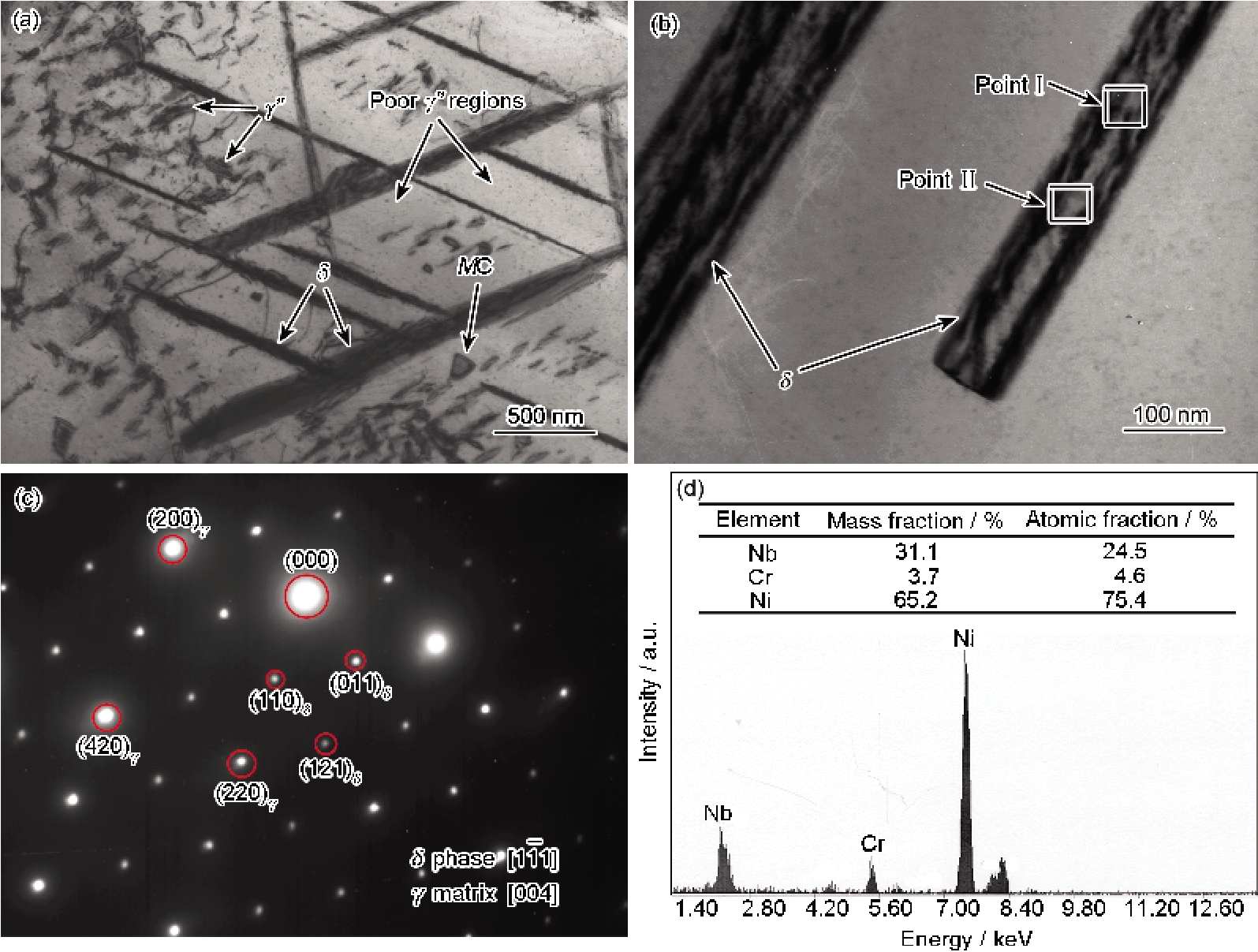
图2为焊态及PWHT后Inconel 625熔敷金属微观组织的SEM像. 由图2可见, 焊态Inconel 625熔敷金属中只有少量的MC型碳化物和Laves相析出. 而经850 ℃PWHT的熔敷金属中, 除MC型碳化物和Laves相外, 还析出了大量的针条状二次相, 该析出相呈网格状分布在熔敷金属组织的晶粒内部. 在TEM下对其进一步观察, 结果如图3所示. 由图3a可见, 熔敷金属中的针条状二次相主要有3个不同的取向, 且其附近出现了贫γ"相区域. 放大后观察可知, 该析出相的精细亚结构主要为层错(图3b). 图3c为图3b中针条状二次相的SAED谱. 对其衍射斑点进行标定可知, 该析出相是具有斜方晶体结构的δ相, 其晶格常数分别为a=0.51 nm, b=0.43 nm, c=0.46 nm. 此外, 由图3c还可以判断出δ相和基体γ相之间存在以下的位向关系:
对δ相的形成过程进行深入分析, 结果如图4所示. 由图可见, 在PWHT过程中, 随着热处理温度的升高, 合金元素的扩散速度及其在基体中的溶解度都不断增加, 导致熔敷金属中的Laves相不断溶解, 同时释放出了大量的Nb原子. 而γ"相的析出温度范围是678~936 ℃ [
完成形核的δ相沿着阻力最小的方向(γ"相的3个不同的密排方向)不断长大, 这使得长大后的δ相有且仅有3个不同的取向. 在δ相生长的过程中将与其它γ"相相交, 从而使得γ"相中产生新的层错. δ相会在这些新产生的层错处进一步形核使得熔敷金属中δ相的含量不断增加(图4c). 图4d 为图4c中δ相的SAED谱. 对其衍射斑点进行标定可知, δ相和γ"相之间存在以下的位向关系:
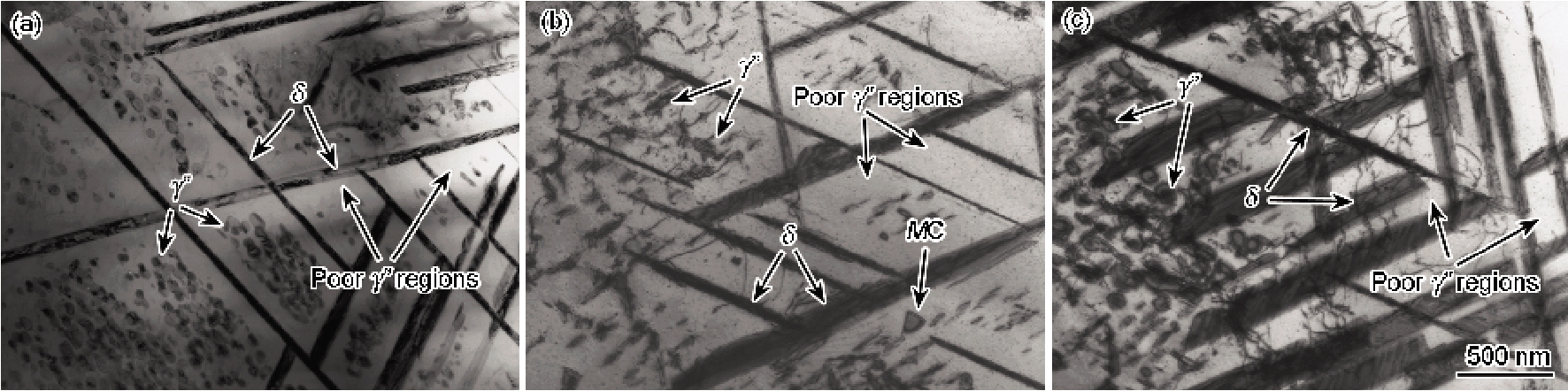
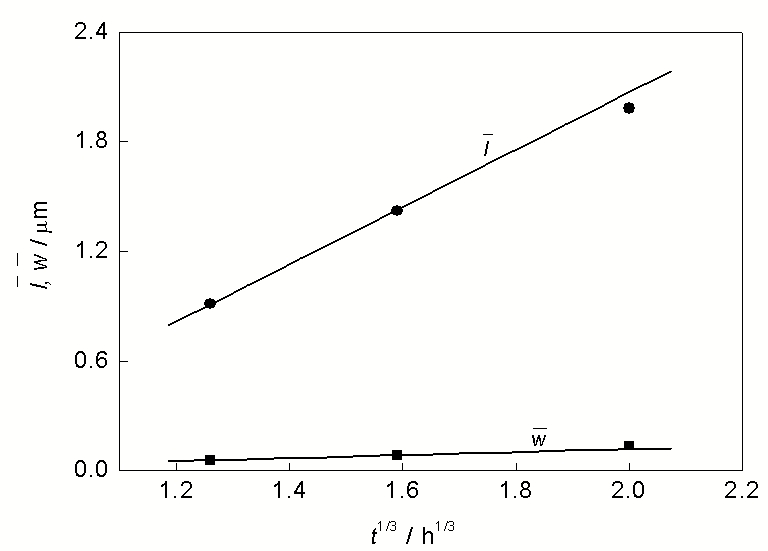
图5为Inconel 625熔敷金属在850 ℃分别保温2, 4和8 h后其组织中δ相的TEM像. 由图5可以看出, 随着保温时间的延长, 熔敷金属中δ相的平均尺寸不断增大, 其含量也不断增加. 表1为实验中测得的熔敷金属中δ相的平均尺寸(平均长度
式中,
将表1中的实验数据代入式(1), 得到δ相平均长度
表1 不同保温时间下δ相的平均尺寸
Table 1 The average sizes of δ phase at different holding times
| Holding time / h | ||
|---|---|---|
| 2 | 913 | 57 |
| 4 | 1423 | 84 |
| 8 | 1894 | 136 |
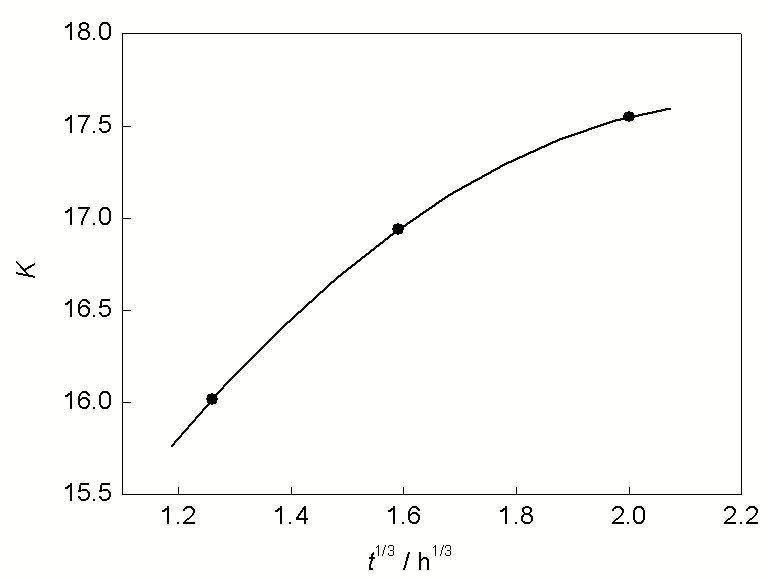
图7为δ相平均长度
式中, γL和γW分别为δ相纵向和横向与基体γ相之间的界面能,
由以上分析可知, Inconels 625熔敷金属中δ相的析出是一个固态相变的过程. δ相在γ"相密排面的层错上的形核是通过切变的方式进行的, 同时在δ相的长大过程中伴随着Nb原子的扩散 [
随着保温时间的延长, 熔敷金属中的δ相不断长大, 当不同取向的δ相相互连接时, δ相的长大受到抑制, 随着δ相尺寸的增大和含量的增加, 这种抑制效果更加显著, 使得实际δ相颗粒的平均尺寸偏离了经典LSW理论的预测值. 此外, Burke和Miller [
4 结论
(1) 经850 ℃ PWHT的熔敷金属中析出了大量的针条状δ相, 这些不同取向的δ相呈网格状分布在基体γ相中, 且其附近出现了贫γ"相区域.
(2) δ相的形成是一个类贝氏体转变的固态相变过程. δ相在γ"相密排面的层错上通过切变方式形核, 且晶核沿着γ"相的密排方向不断长大.
(3) δ相的粗化行为是扩散控制的生长过程. 保温时间较短时, δ相的平均尺寸符合LSW理论, 随着保温时间的延长, δ相的高密度、不同向析出特征使得其实际尺寸偏离了LSW理论的预测值.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}