多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] .
在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段.
本工作通过对Gasar凝固过程中的传质、气泡形核、气孔生长、中断及脱离等的理论分析, 建立了一个描述单气孔演变过程的非稳态三维模型. 以Al-H2 系为研究对象, 采用有限差分的方法模拟其定向凝固过程中的气孔形貌变化, 得到形成藕状多孔Al的凝固速率范围, 并与实验结果进行了比较. 通过模拟仿真系统研究了熔体过热度和H2 分压对固/气两相协同生长凝固速率的影响, 并得出了不同熔体过热度和H2 分压条件下藕状多孔Al固/气两相协同生长的凝固速率范围. 通过对Al-H2 系和Cu-H2 系相关参数的比较分析, 认为H2 在金属熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数.
1 仿真理论模型
在铸锭定向凝固过程中, 凝固速率取决于温度场, 进而影响界面前沿熔体中的溶质分布和扩散. 为便于研究凝固速率对气孔结构的影响, 在模型中忽略温度场的计算, 将凝固速率作为初始条件直接输入, 同时对模型做出如下简化: (1) 忽略熔体的充型过程以及熔体在凝固过程中的流动; (2) 假设凝固界面上方熔体各高度处的温度梯度GTL 相等, 为熔体过热度DT与熔体高度h的比值; (3) 已凝固固相中的温度梯度GTS 为定值, 在模拟过程中作为初始条件直接给定.
图1 理想藕状多孔结构横截面示意图
Fig.1 Schematic of ideal lotus-type porous structure (rG —pore radius at the solid/liquid interface, rS —equivalent radius of circle which is approximately equal to half of the inter-pore spacing)
1.1 传质过程
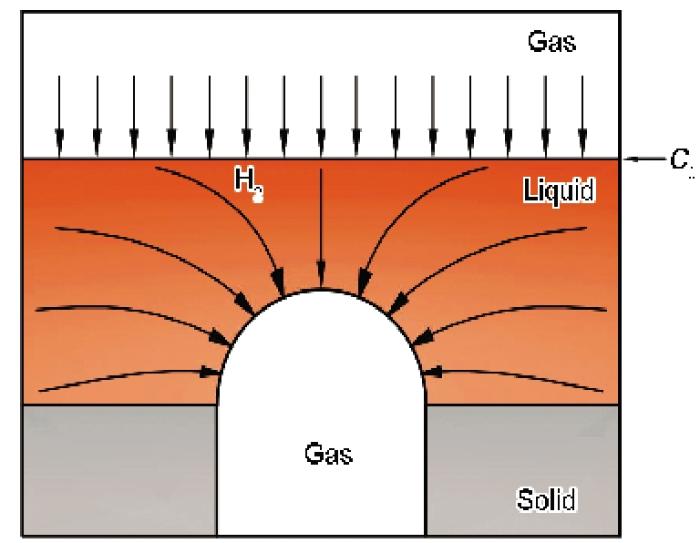
由于圆柱状气孔的存在, Gasar凝固过程中, 凝固界面前沿H2 的浓度在水平方向分布不均匀并产生传质. Gasar的理想横截面结构可以抽象为类似于固/固共晶的正六边形排布, 如图1所示. 为了计算的方便, 模型中将该六边形等效为面积相等的圆形区域[22 ] . 考虑到H2 在固相中的扩散系数比在熔体中小约3个数量级, 对孔结构的影响基本可以忽略[23 ] , 因此, 本工作计算中只考虑熔体中的传质过程, 同时忽略熔体中的对流. 如图2所示, 在凝固界面上建立柱状坐标系, H2 在凝固界面前沿熔体中的浓度CL (r, z, t)满足如下微分方程:
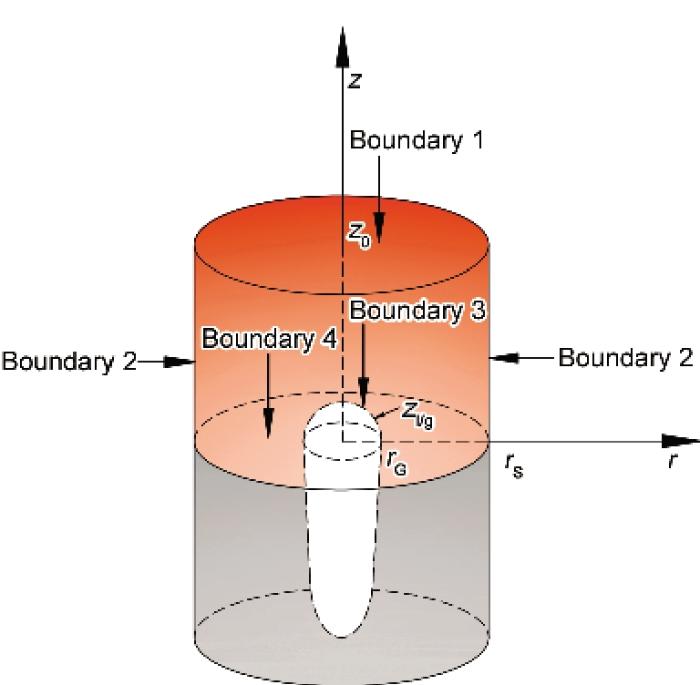
图2 熔体中的传质边界条件和坐标系
Fig.2 Solute diffusion boundary conditions and the corresponding coordinate selection (zl/g —gas/liquid interface, z0 —height of remaining melt)
(1) ∂ C L ∂ t = D L ∂ 2 C L ∂ r 2 + 1 r ∂ C L ∂ r + ∂ 2 C L ∂ z 2
式中, DL 为H2 在熔体中的扩散系数, r和z分别为径向和轴向坐标, t为凝固时间. 熔体中的初始H2 浓度CL (r, z, 0)可由Sieverts定律[24 ] 得到:
(2) C L r , z , 0 = C 0 = ξ ( T p ) p H 2
式中, p H 2 2 分压; Tp 为熔体初始温度; x (Tp )=exp(-A/Tp +B)为系数项, A和B为对应体系的溶解度常数. 边界条件如图2所示.
(1) 边界1 (自由液面):
(3) C L r , z 0 , t = C 0 = ξ T p p H 2
(2) 边界2 (侧向边界和中心处):
(4) ∂ C L 0 , z , t ∂ r = ∂ C L r S , z , t ∂ r = 0
(3) 边界3 (气/液边界):
(5) C L r , z l / g , t = ξ T m p b p b = p a t + ρ L g h + 2 σ l g / R G
式中, rS 为图1所示圆的等效半径; z l / g m 为金属熔点; pb 和pat 分别为界面前沿气泡内的气体压力和凝固时熔体上方的气室压力( p a t = p H 2 + p A r p A r L , g和h分别为金属熔体的密度、重力加速度以及气泡上方的熔体高度; σlg 和RG 分别为金属液/气界面张力和界面处球缺的曲率半径.
(4) 边界4 (固/液边界):
(6) ∂ C L r , 0 , t ∂ z = - v D L 1 - k 0 C L r , 0 , t r ∈ [ r G , r S ]
式中, v和k0 分别为试样的凝固速率以及H2 在金属固/液两相中的分配系数.
1.2 气泡生长模型
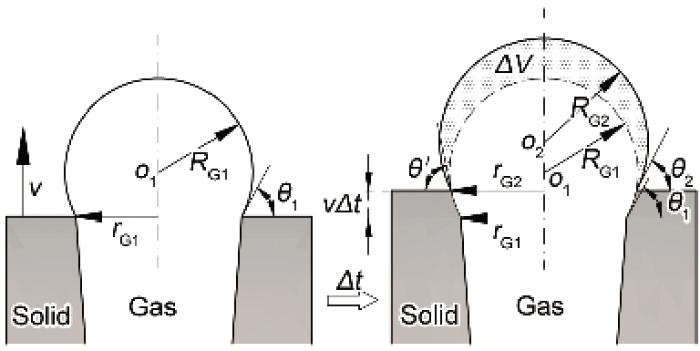
随着凝固界面的推进, 新凝固固相析出的H2 在界面前沿的熔体中富集并部分扩散进入气孔内, 使得气孔与固相一起生长. 气孔在生长过程中会形成凸入熔体中的气泡. 本模型中, 假设初始状态下气泡顶部的凸起为半球形, 之后气泡形状随着H2 扩散量的变化作出相应调整. 图3为一个时间步长Dt前后气孔的生长示意图. 气孔顶部球缺的曲率半径RG1 , 固/液界面处的气孔半径rG1 以及界面角θ1 经过Dt时间的生长后分别变为RG2 , rG2 和θ2 . 这3个变量之间始终满足如下关系式:
图3 Gasar凝固中Dt时间前后气孔生长示意图
Fig.3 Schematic describing the gas pore growth in a short time Dt for Gasar process (v—solidificationrate; Dt—time increment; rG1 , rG2 —pore radius at the solid/liquid interface before and after Dt time; RG1 , RG2 —pore radius of curvature before and after Dt time; θ1 , θ2 —interfacial angle before and after Dt time; DV—increased volume of pore in Dt time; θ′—interfacial angle between the old hemispherical before Dt time and the new solidification height after Dt time)
(7) s i n θ = r G / R G
当熔体中的传质以及温度、浓度分布已知后, 可以通过以下方法计算Dt时间后气孔的结构参数:
(1) Dt时间内通过气/液界面进入气泡内的H2 量DN与Dt时间前后气孔内的H2 总量之间满足:
(8) Δ N = Δ N r + Δ N z = - Δ t D L ∬ z l / g ∂ C L ∂ r d S r + ∬ z l / g ∂ C L ∂ z d S z N b t + Δ t = N b t + Δ N
式中, N b t N b t + Δ t 2 总量, DNr 和DNz 分别为Dt时间内在气/液界面处通过径向和轴向扩散进入气泡内的H2 量, Sr 和Sz 分别表示H2 在气/液界面处沿径向和轴向扩散的面积.
(2) Dt时间后凝固界面处气孔的半径为:
(9) r G 2 = R G 1 2 - R G 1 c o s θ 1 - v Δ t 2 R G 1 c o s θ 1 - v Δ t < R G 1 0 R G 1 c o s θ 1 - v Δ t ≥ R G 1
(3) Dt时间内由于H2 往气泡内的扩散所增加的气孔体积DV可以表示为:
(10) Δ V = V 2 - V ′ V 2 = 1 3 π R G 2 3 2 + 3 c o s θ 2 - c o s 3 θ 2 V ′ = 1 3 π R G 1 3 2 + 3 c o s θ ′ - c o s 3 θ ′ s i n θ ′ = r G 2 / R G 1
如图3所示, V2 为Dt时间后气孔顶部新球缺的体积, V′为Dt时间前气孔顶部的球缺在Dt时间后界面前沿剩余部分的体积, θ′为Dt时间前气孔顶部的球缺在Dt时间后的剩余部分与新凝固界面间的界面角.
(4) 根据理想气体定律, DV可由下式求得:
(11) Δ V = V b t + Δ t - V b t = N b t + Δ t R g T b t + Δ t p b t + Δ t - V b t
式中, V b t V b t + Δ t T b t + Δ t p b t + Δ t g 为理想气体常数.
在已知t时刻气孔各参数的情况下, 联立式(7)~(11)可以计算得到Dt时间后气孔的各参数值.
1.3 气泡形核、气孔中断与脱离
当熔体中以均质形核的方式出现球形胚胎气泡时, 体系Gibbs自由能的变化由体积自由能的降低( - 4 π R G 3 Δ G v / 3 ) 和界面自由能的升高( 4 π R G 2 σ l g ) 2部分组成[25 ] . 在经典形核理论中, DGv 为液、固相单位体积的Gibbs自由能, 而对于Gasar凝固中的气泡形核, 张华伟等[26 ] 认为其为气泡反抗气泡外阻力、排开单位体积熔体所作的体积功, 并给出气泡在熔体中的临界形核半径Rc 表达式为:
(12) R c = 2 σ l g / 3 p a t + ρ L g h
由上式求得本工作对应工艺参数条件(pat =0.5 MPa, h=0.15 m)下多孔Al的临界气泡形核半径为1.2 μm.
根据理想气体定律 V = n R g T / p H 2 2 压力 p H 2 2 量n所引起的体积增加V不足以维持气孔的正常生长时, 气泡半径减小, 界面角q 会相应增大, 当q → 180 °时, 气孔发生中断. 与之相反, 若气孔内H2 的扩散量远大于维持气孔正常生长所需的量时, 气泡半径增大, 界面角相应减小, 界面前沿的气泡大于半球形, 当q → 0 °时, 界面处的气泡发生脱离. 本计算中, 设q≥ 160°时气孔发生中断; 与此相应, 设q≤ 20°时,界面处的近球形气泡与界面间形成缩颈并脱离.
一旦气泡脱离凝固界面, 就会以一定的速率上浮逸出. 一般认为半径1 mm以下球形气泡的上浮速率可由Stokes公式计算得到. 然而, 气泡自由表面存在的表面张力梯度会使气泡受到向上的表面张力, 从而产生Marangoni运动. 陈自发[27 ] 认为熔体中气泡的实际上浮速率vf 应由Stokes运动和Marangoni运动共同决定, 并对气泡的上浮速率进行修正, 给出如下计算公式:
图4 浓度场网格划分示意图
Fig.4 Schematic of mesh devision of concentration field
(13) v f = 2 g ρ L 9 η R G 2 + G T L d σ l g / d T 2 η R G
式中, h 为熔体黏度, ds lg /dT为气/液界面张力对温度的导数. 当vf 大于v时, 脱离后的气泡不能被凝固界面重新捕获, 最终上浮逸出.
2 仿真结果与分析
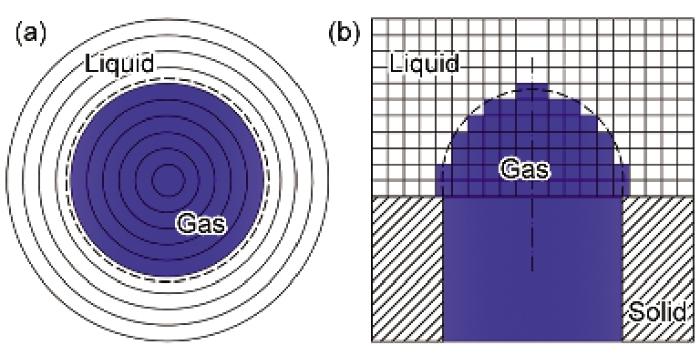
在上述理论模型的基础之上编写计算机程序, 对不同凝固速率下藕状多孔Al单气孔的生长过程进行模拟, 并与实验结果进行比较. 该过程中浓度场的计算采用有限差分法. 如图4所示, 将柱状坐标系原点固定在凝固界面中心处, 实时划分凝固界面附件的熔体网格, 把熔体划分为Nr×Nz个单元(Nr和Nz分别为径向和横向的单元数量), (i, k)代表分别沿r和z方向第i和k (0≤i≤Nr-1, 0≤k≤Nz-1)个单元, 单元尺寸为p ×[(i+1)2 -i2 ]×Dr2 ×Dz (Dr和Dz分别为径向和轴向的单元尺寸). k=0时单元位于凝固界面上, i=0时圆柱形单元体的中心位于熔体轴对称中心线上, 单元属性由单元体中心的位置决定. 对于i≠0的圆环柱单元体(i, k), 其属性则取决于该单元内[(i+0.5)×Dr, (k+0.5)×Dz]的坐标位置与气泡球心位置间的距离与RG 的相对大小. 如图5所示, 若该距离大于RG (虚线所示为气泡边界), 则为熔体单元. 反之, 则认为该单元体为气相单元(蓝色区域所示), 气体压力为pb , 气泡内等效H2 浓度Cb 为气/液边界处的H2 浓度CL (r, zl/g , t).
图5 浓度场气相单元确定示意图
Fig.5 Schematic of determination of gas phase in concentration field(a) cross-section(b) longitudinal-section
分别计算Dt时间后熔体单元的H2 浓度和该时间段内通过气/液界面由熔体单元扩散进入气泡内H2 的物质的量, 进而对整个浓度场进行求解, 最终可得到藕状多孔Al的气孔结构.
2.1 凝固速率对气孔结构的影响
Liu等[28 ] 和李再久等[29 ] 的研究结果认为, 藕状多孔金属稳态生长时的凝固速率v和气孔间距L之间满足类似于Jackson-Hunt关系的关系式: vL2 =F (F是由合金系、熔体保温温度和气体压力共同决定的常数). 根据Ide等[21 ] 采用普通连铸法对Al-H2 系的实验研究, v为0.015 mm/s时, 藕状多孔Al的气孔平均孔径2rG 和孔隙率分别约为700 mm和10%, 与之对应的气孔间距约为2.2 mm. 以此为基准, 本工作采用与上述实验相同的工艺参数( p H 2 p A r TS =10 K/mm), 并分别模拟v为0.5, 0.15, 0.05, 0.015, 0.01, 0.005和0.0015 mm/s时, Al-H2 系单气孔的纵截面生长形貌, 其孔间距(L≈2rS )分别取为0.3, 0.7, 1.2, 2.2, 2.7, 3.8和7.0 mm.
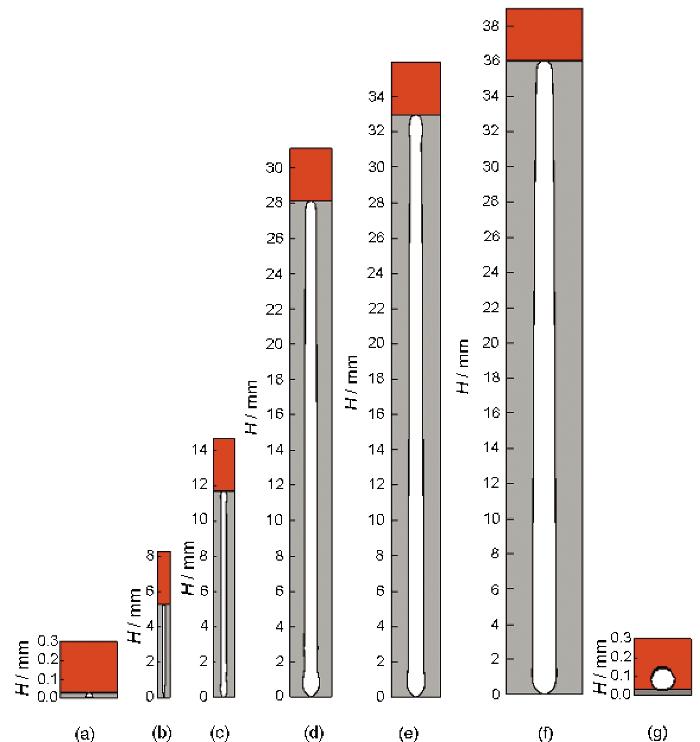
图6为不同凝固速率下模拟出的Al-H2 系纵截面生长形貌图. 可以看出, v为0.5 mm/s时, 由于H2 扩散量不足, 气泡形核后孔径迅速减小并发生中断, 只得到近球形气泡. 当v降低至0.15 mm/s, 圆柱状气孔开始形成, 但孔径很小(不足200 mm); 随着v不断降低至0.005 mm/s, 气孔孔径逐渐增大, 固/气两相能够保持协同生长. 然而, 当v继续降低到0.0015 mm/s时, 由于孔径增长过快, 界面前沿的气泡达到脱离条件而上浮逸出. 因此, 在v为0.15~0.005 mm/s范围内, Al-H2 系固/气两相能够维持协同生长. 在此范围内, 在凝固初始阶段, 单位时间内H2 的扩散量大于气孔生长所需的量, 气孔孔径随凝固高度的增加迅速增大至最大值, 之后由于固相温度梯度的存在缓慢降低, 直至最后发生中断.
图6 不同凝固速率下气孔生长纵截面形貌的仿真图
Fig.6 Cross-sections parallel to the solidification direction of porous Al under solidification rate v= 0.5 mm/s (a), 0.15 mm/s (b), 0.05 mm/s (c), 0.015 mm/s (d), 0.01 mm/s (e), 0.005 mm/s (f) and 0.0015 mm/s (g) (p H 2 p A r TS =10 K/mm, H—the solidification height, p H 2 p A r
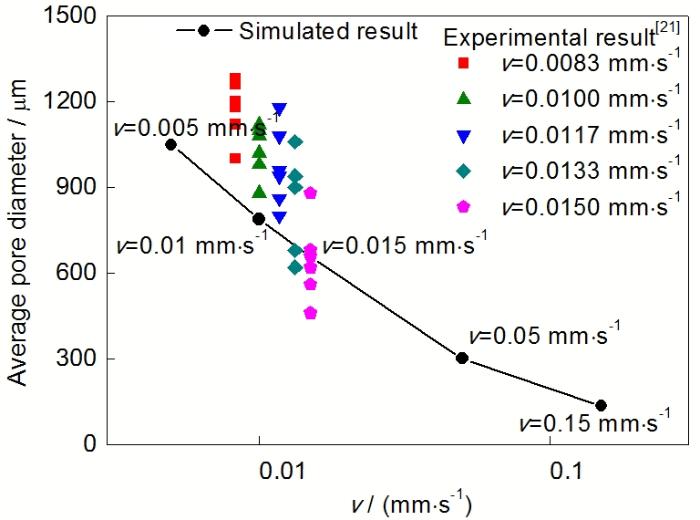
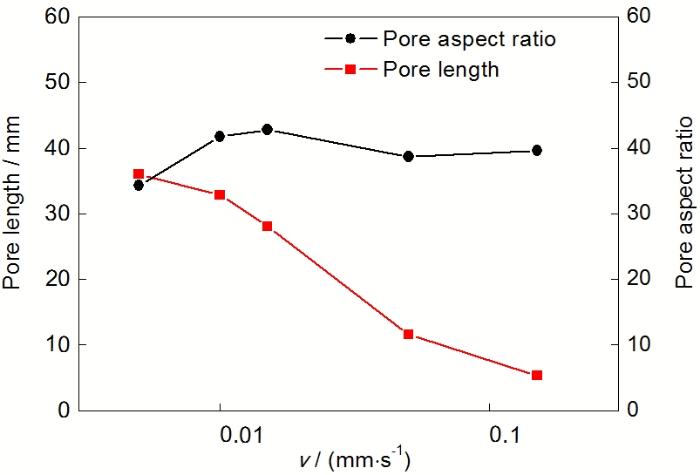
图7给出了不同凝固速率下气孔平均孔径的模拟值与实验值[21 ] 的比较. 可以看出, 气孔的平均孔径模拟值分布在100~1100 mm之间, 且随v的降低逐渐增加. 当v=0.015 mm/s时, 模拟值与实验值吻合较好, 之后随v的降低, 模拟孔径略低于实验值. 图8给出了不同凝固速率下气孔长度和长径比的模拟结果. 可以看出, 气孔长度随凝固速率的升高而显著降低, 而长径比则基本保持在40左右.
图7 不同凝固速率下气孔平均孔径的模拟值与实验值[21 ] 的比较
Fig.7 Comparisons of the simulated and experimental[21 ] average pore diameter results
2.2 凝固速率对浓度场分布的影响
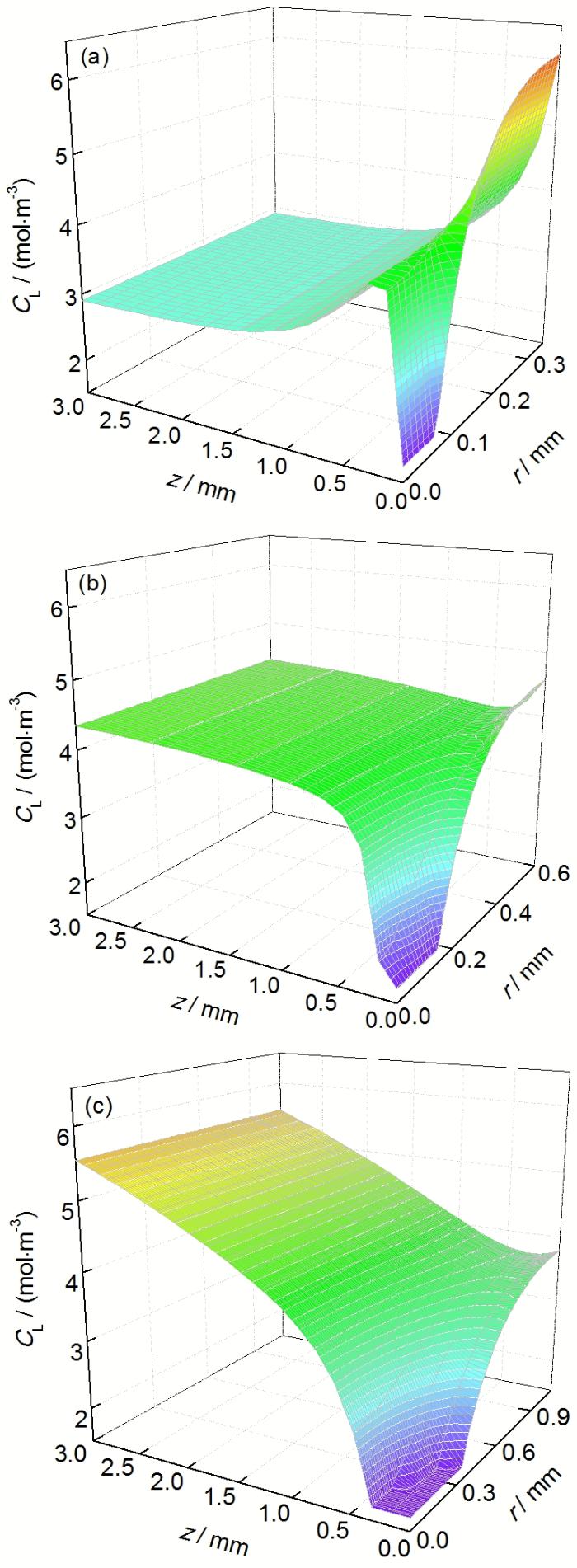
图9显示了凝固速率为0.15, 0.05和0.015 mm/s时, 气孔稳定生长时界面前沿熔体中的浓度场分布(对应凝固高度为该速率下气孔总长度一半左右). 可以看出, 沿水平方向(r轴方向), 凝固界面处熔体中的H2 浓度逐渐增大, 随着v的降低, 熔体中的H2 扩散更加充分, 径向浓度梯度逐渐减小. 沿高度方向(z轴方向), v较大时(v=0.15 mm/s), 气泡上方熔体中的H2 浓度随高度增加先升高后降低至初始浓度值. 在此情况下, 对应的气泡内的H2 由来自于界面前沿的熔体向固相转变时排出的H2 以及气泡上方一定范围内熔体中向气泡内扩散的H2 组成. 随着v的降低, 气泡上方熔体中的H2 浓度随高度的增加逐渐增大, 且v越小, H2 浓度随高度增加越显著. 这是因为随着v的降低, 气泡周围影响其生长的熔体区域相应增大, 相当于更大范围熔体中的H2 扩散进入气孔内, 产生单一的随高度增加而逐渐增大的浓度变化, 与之对应的气泡内的H2 主要来自于气泡上方更大范围熔体中向气泡内扩散的H2 .
图8 不同凝固速率下的气孔长度和长径比的模拟结果
Fig.8 Simulated results of pore length and pore aspect ratio
可见, 随着v的降低, 气孔内的H2 由主要依靠界面前沿的熔体向固相转变时排出的H2 提供转变为主要依靠气泡上方更大范围熔体中的H2 向气泡内的扩散供应. 而在采用普通模铸法制备多孔Al时, 由于v太大(约为0.5~1.5 mm/s), 且H2 在Al熔体中本身的溶解度较低, 气泡内的H2 主要依靠界面前沿熔体向固相转变时排出的H2 来提供, 其扩散量不足以维持气孔的正常生长. 而通过降低v至0.15~0.005 mm/s, 气泡周围一定范围熔体中的H2 向气泡内的扩散量能够满足多孔Al中气孔正常生长的需要, 因此固/气两相能够维持协同生长.
图9 不同凝固速率下气孔生长界面前沿的浓度场分布模拟结果
Fig.9 Simulated hydrogen concentration distributions in the melt ahead of the front of solidification under v=0.15 mm/s (a), 0.05 mm/s (b) and 0.015 mm/s (c) (p H 2 p A r TS =10 K/mm)
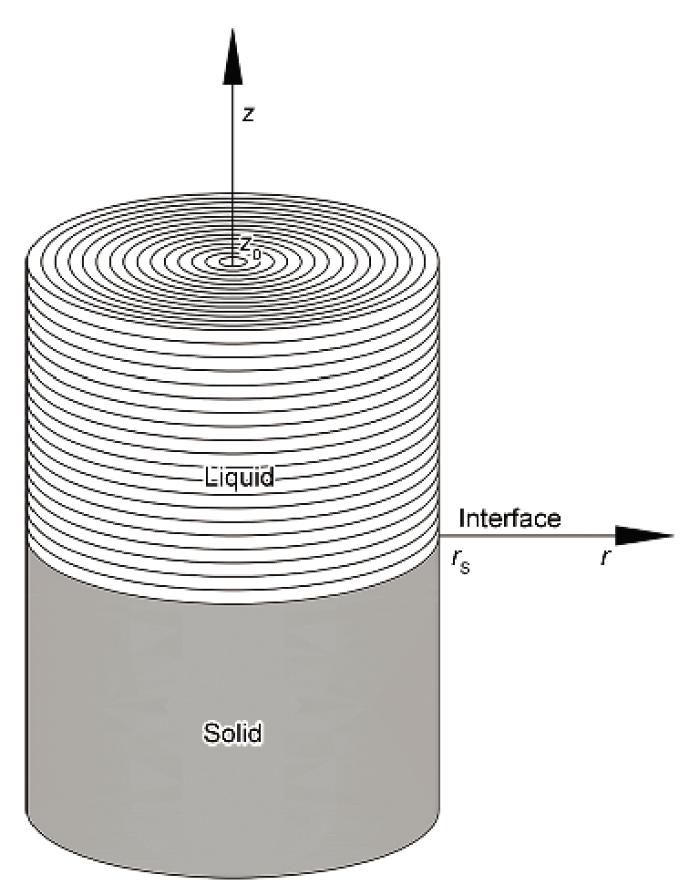
从图9中还可以看出, v越低, 气泡上方熔体中的浓度梯度越高(熔体中的H2 浓度均低于熔体上表面的H2 浓度), 熔体中向气泡提供溶质的影响区域越大. 然而, 实际的实验过程中, 随着凝固界面的不断升高, 气泡上方剩余熔体的高度h不断变小, 熔体上表面的H2 由于向气泡内的扩散会不断减少. 根据气液两相的浓度平衡原理, 气室内的H2 会源源不断地通过界面扩散到熔体中, 以保持熔体上表面始终为C0 , 如图10所示. 最终, 导致扩散进入气孔内的H2 量增加, 孔径增大. 而模拟过程中, 浓度场计算高度始终为定值, 与实际实验制备过程的不断变化的浓度场扩散高度存在差异. 因此, 认为实际凝固过程中熔体上方的H2 向熔体内的不断扩散是造成图7中v<0.015 mm/s时气孔的模拟平均孔径低于实验值的主要原因. 与此同时, 文献[21]中并未给出界面前沿熔体中的温度梯度GTL , 模拟过程中则始终假定剩余熔体中各高度处的GTL 相同, 并取值为熔体过热度DT与剩余熔体高度h的比值. 因此, 真实GTL 和模拟值之间的差异也是导致气孔的模拟平均孔径低于实验值的重要原因.
图10 H2 往熔体内扩散的示意图
Fig.10 Schematic of diffusion of hydrogen into the melt
2.3 工艺参数对协同生长凝固速率范围的影响
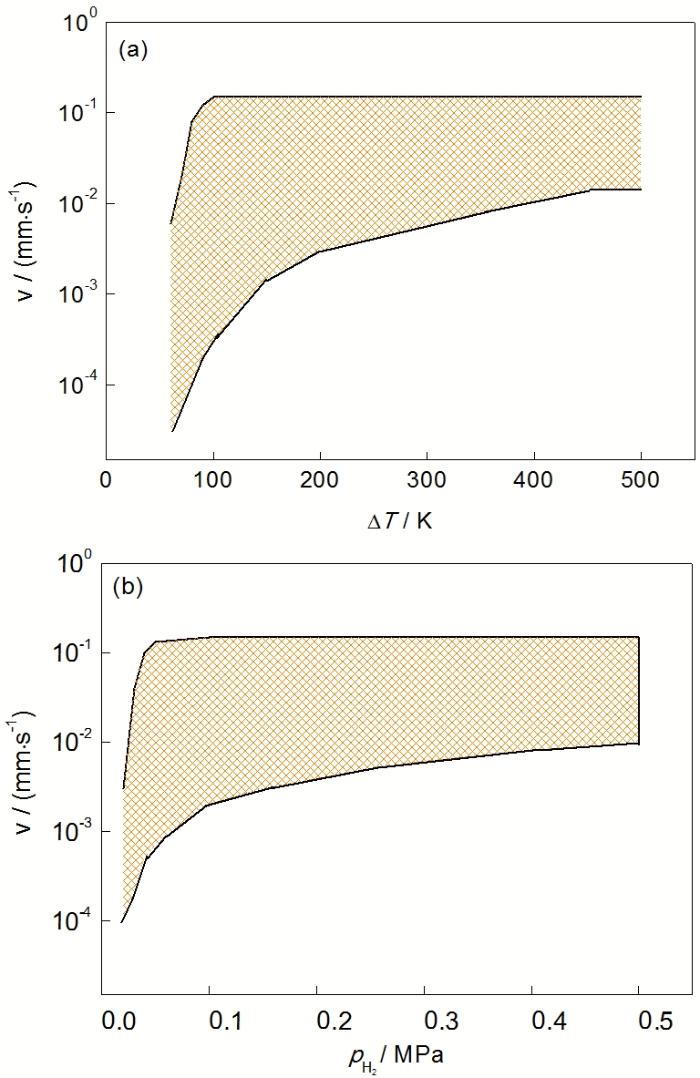
图11给出了不同DT和 p H 2 2 系固/气两相协同生长的凝固速率范围. 可以看出, 当DT约在100 K和 p H 2 p H 2 p H 2 p H 2
根据式(13), vf 由Stokes运动速度和Marangoni迁移速度共同决定. 与此同时, 张华伟[30 ] 给出饱和溶解有H2 的熔体在凝固开始前发生H2 逸出的工艺判据为:
图11 不同熔体过热度DT和H2 分压pH2 条件下Al-H2 系固/气两相协同生长的凝固速率范围
Fig.11 Simulated range of solidification rate for coupled growth of solid/gas phases under different superheat degrees of melt (p H 2 Ar =0.25 MPa, GTS =10 K/mm) (a) and hydrogen partial pressures (p H 2 Ar =0.5 MPa, GTS =10 K/mm, DT=290 K) (b) for Al-H2 system
(14) C 0 ≥ C b v f ≥ ν
式中, Cb 为气泡的生长浓度( C b = ξ T m p b ). 当vf =v时, 将式(13)代入上式, 求得H2 逸出的临界半径 R ′ G [26 ] :
(15) R ′ G = - 9 G T L d σ l g / d T + 81 G T L d σ l g / d T 2 + 288 η g ρ L v 8 g ρ L
根据式(15)可求出不同凝固速率对应的 R ′ G c =2s lg / R ′ G ) , 结合式(14)进而得到凝固开始前H2 逸出的临界熔体过热度DT′和H2 分压 p ′ H 2 [30 ] :
(16) Δ T ′ = 1 1 T m - 1 2 A l n p a t + ρ L g h + p ′ c / p H 2 - T m p ′ H 2 = ξ 2 T m p a t + ρ L g h + p ′ c ξ 2 T m + Δ T
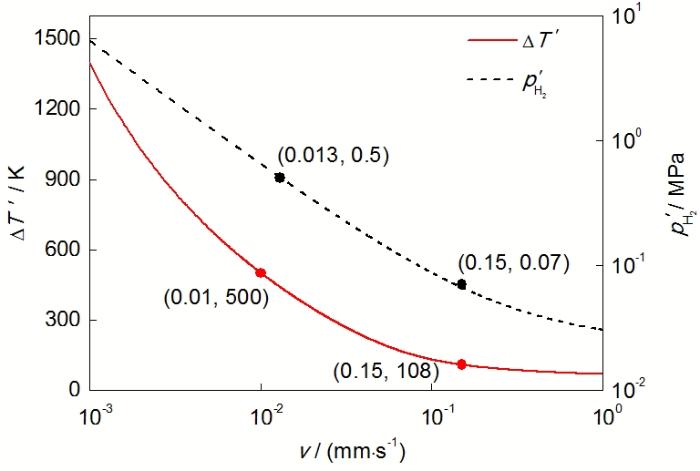
图12给出了不同凝固速率下, 多孔Al凝固前熔体中H2 逸出的DT′和 p ′ H 2 . 不同凝固速率下 Δ T ′ p ′ H 2 2 逸出越严重). v=0.15 mm/s时, DT′和 p ′ H 2 p H 2 2 分压均能有效增加熔体中的H2 浓度进而提高固/气两相协同生长的最大凝固速率; 一旦超过上述临界值且v≥0.15 mm/s时, 由于更高过热和H2 分压, 使多溶入熔体中的H2 在降温到凝固温度之前就逸出了, 熔体开始凝固时的H2 浓度分别为相应凝固速率下临界熔体过热度和H2 分压的浓度, 固/气两相协同生长的最大凝固速率也不会继续升高.
在v分别低至0.01和0.013 mm/s时, 对应的DT′和 p ′ H 2 2 分压下固/气两相协同生长的最小凝固速率基本位于上述临界值以下, 即在该速率范围内, 熔体中的H2 不会逸出, H2 浓度随DT和 p H 2 p H 2
图12 不同凝固速率下Al-H2系中H2逸出的临界熔体过热度ΔT′和H2 分压p ′ H 2
Fig.12 Critical superheat degree of melt Δ T ′ p H 2 Ar =0.25 MPa, GTS =10 K/mm) and hydrogen partial pressure p ′ H 2 p H 2 Ar =0.5 MPa, GTS =10 K/mm, DT=290 K) under different solidification rates for Al-H2 system
根据上述分析, Gasar凝固中固/气两相的协同生长主要取决于单位时间内H2 的扩散量Q1 与气孔生长所需的H2 量Q2 是否匹配. 在总压一定的情况下, 前者主要取决于熔体中H2 的扩散系数DL 以及熔体中的H2 浓度CL , 后者则主要由v决定. 即H2 的扩散系数和H2 浓度决定了该体系Gasar凝固中固/气两相协同生长的凝固速率. 其中, H2 在熔体中的扩散系数由体系本身决定, 熔体中H2 浓度的提升虽然可以通过在一定范围内增大熔体过热度DT和H2 分压 p H 2 2 逸出的影响, 调整上述工艺参数对提升固/气两相协同生长凝固速率的影响有限.
因此, 文献[19]采用普通模铸法制备多孔Al, 其对应的凝固速率过大, 导致Q1 始终小于Q2 , 是造成气孔迅速中断的主要原因. 而Komissarchuk等[20 ] 采用普通模铸法在凝固开始时采用降低H2 压力的方法, 虽然一定程度上减小了气孔生长所需的H2 量, 但因其孔径较小且对应凝固速率下的固相温度梯度较大, 气孔内气体发生较为严重的冷却收缩, 导致其藕状多孔结构不理想.
另外, 通过对Al-H2 和Cu-H2 的比较发现, H2 在金属熔点温度附近熔体中的扩散系数相差并不大(分别为0.070[31 ] 和0.058[32 ] mm2 /s), 而0.1 MPa下H2 在熔体中的溶解度则相差数十倍(分别为0.7[24 ] 和18.8[24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数.
3 结论
(1) 通过建立描述Gasar凝固中单气孔演变过程的非稳态三维模型, 模拟了不同凝固速率下Al-H2 单气孔的生长形貌, 并得出了藕状多孔Al固/气两相协同生长的凝固速率范围为0.15~0.005 mm/s. 该范围内气孔的平均孔径分布在100~1100 mm之间, 且随凝固速率的降低逐渐增加, 气孔长度亦随凝固速率的降低逐渐增加, 长径比则基本保持在40左右; 当凝固速率为0.015 mm/s时, 气孔孔径的模拟值与实验值吻合较好, 之后随凝固速率的降低, 模拟孔径略低于实验值, 分析认为实际凝固过程中熔体上方的H2 向熔体内的不断扩散是导致该差异的主要原因.
(2) 得出了不同熔体过热度和H2 分压条件下Al-H2 系固/气两相协同生长的凝固速率范围. 随着熔体过热度和H2 分压的增加, 该范围对应凝固速率的最大值由不足0.01 mm/s先逐渐增加之后稳定在0.15 mm/s, 最小值则由0.0001 mm/s左右逐渐增加至约0.01 mm/s. 通过对Al-H2 系和Cu-H2 系相关参数的比较分析表明, H2 在金属熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Banhart J Prog Mater Sci , 2001 ; 46 : 559
[本文引用: 1]
[2]
Nakajima H Prog Mater Sci , 2007 ; 52 : 1091
[3]
Jiang G R Li Y X Liu Y Metall Mater Trans , 2010 ; 41A : 3405
[4]
Li Z J Jin Q L Yang T W Jiang Y H Zhou R Acta Metall Sin , 2013 ; 49 : 757
(李再久 , 金青林 , 杨天武 , 蒋业华 , 周 荣 . 金属学报 , 2013 ; 49 : 757 )
[5]
Shapovalov V I US Pat , 5181549 , 1993
[本文引用: 1]
[6]
Simone A E Gibson L J Acta Mater , 1996 ; 44 : 1437
[本文引用: 1]
[7]
Hyun S K Nakajima H Mater Sci Eng , 2003 ; A340 : 258
[本文引用: 1]
[8]
Muramatsu K Ide T Nakajima H Eaton J K J Heat Transfer , 2013 ; 135 : 072601
[本文引用: 1]
[9]
Chen L T Zhang H W Liu Y Li Y X Acta Metall Sin , 2012 ; 48 : 329
(陈刘涛 , 张华伟 , 刘 源 , 李言祥 . 金属学报 , 2012 ; 48 : 329 )
[10]
Zhang H W Chen L T Liu Y Li Y X Int J Heat Mass Transfer , 2013 ; 56 : 172
[本文引用: 1]
[11]
Nakajima H Proc Jpn Acad Ser B , 2010 ; 86 : 884
[本文引用: 1]
[12]
Zhang H W Li Y X Liu Y Acta Metall Sin , 2006 ; 42 : 1165
[本文引用: 1]
(张华伟 , 李言祥 , 刘 源 . 金属学报 , 2006 ; 42 : 1165 )
[本文引用: 1]
[13]
Park J S Hyun S K Suzuki S Nakajima H Acta Mater , 2007 ; 55 : 5646
[14]
Zhou R Li Z H Jiang Y H Zhou R F Yang T W Jin Q L Chin Pat, 200910094262.8 , 2009
[本文引用: 1]
(周 荣 , 黎振华 , 蒋业华 , 周荣锋 , 杨天武 , 金青林 . 中国专利, 200910094262.8 , 2009 )
[本文引用: 1]
[15]
Zahrani M M Meratian M Kabiri Y Mater Lett , 2012 ; 85 : 14
[本文引用: 1]
[16]
Zhou R Jiang Y H Li Z H Jin Q L Yang T W Zhou R F Chin Pat, 200910094261.3 , 2009
(周 荣 , 蒋业华 , 黎振华 , 金青林 , 杨天武 , 周荣锋 . 中国专利, 200910094261.3 , 2009 )
[17]
Tane M Nakajima H J Mater Res , 2008 ; 23 : 849
[18]
Liu Y Li Y X Zhang H W Acta Metall Sin , 2004 ; 40 : 1121
[本文引用: 1]
(刘 源 , 李言祥 , 张华伟 . 金属学报 , 2004 ; 40 : 1121 )
[本文引用: 1]
[19]
Zhang H W Li Y X Liu Y Acta Metall Sin , 2007 ; 43 : 11
[本文引用: 1]
(张华伟 , 李言祥 , 刘 源 . 金属学报 , 2007 ; 43 : 11 )
[本文引用: 1]
[20]
Komissarchuk O Xu Z B Hao H Zhang X L Vladimir K China Foundry , 2014 ; 11 : 1
[本文引用: 2]
[21]
Ide T Iio Y Nakajima H Metall Mater Trans , 2012 ; 43A : 5140
[本文引用: 5]
[22]
Drenchev L Sobczak J Malinov S Sha W Modell Simul Mater Sci Eng , 2006 ; 14 : 663
[本文引用: 1]
[23]
Li Y X Wu A P Principle of Materials Processing . Beijing : Tsinghua University Press , 2005 : 83
[本文引用: 1]
(李言祥 ,吴爱萍 . 材料加工原理 . 北京 : 清华大学出版社 , 2005 : 83 )
[本文引用: 1]
[24]
Zhang H W Li Y X Liu Y Acta Metall Sin , 2007 ; 43 : 113
[本文引用: 3]
(张华伟 , 李言祥 , 刘 源 . 金属学报 , 2007 ; 43 : 113 )
[本文引用: 3]
[25]
Kurz W Fisher D J Fundamental of Solidification. Switzerland: Trans Tech Publications , 1998 : 22
[本文引用: 1]
[26]
Zhang H W Li Y X Acta Phys Sin , 2007 ; 56 : 4864
[本文引用: 2]
(张华伟 , 李言祥 . 物理学报 , 2007 ; 56 : 4864 )
[本文引用: 2]
[27]
Chen Z F Bachelor Thesis, Tsinghua University, Beijing , 2011
[本文引用: 1]
(陈自发 . 清华大学学士学位论文, 北京 , 2011 )
[本文引用: 1]
[28]
Liu Y Li Y X Scr Mater , 2003 ; 49 : 379
[本文引用: 1]
[29]
Li Z J Jin Q L Yang T W Zhou R Jiang Y H Acta Metall Sin , 2014 ; 50 : 507
[本文引用: 1]
(李再久 , 金青林 , 杨天武 , 周 荣 , 蒋业华 . 金属学报 , 2014 ; 50 : 507 )
[本文引用: 1]
[30]
Zhang H W PhD Dissertation, Tsinghua University, Beijing , 2006
[本文引用: 2]
(张华伟 . 清华大学博士学位论文, 北京 , 2006 )
[本文引用: 2]
[31]
Fisher D J Hydrogen Diffusion in Metals—A 30 Year Retrospective. Switzerland: Scitec Publications Ltd , 1999 : 37
[本文引用: 1]
[32]
Sigrist P Feichtinger H K Marincek B Z Phys Chem-Frankfurt , 1977 ; 107 : 211
[本文引用: 1]
1
2001
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
1996
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
2003
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
2013
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
2013
... 多孔金属材料具有许多不同于其致密结构的优异的物理和力学性能, 如轻质、大比表面积、良好的吸声隔音以及渗透性能等, 正成为一种重要的功能材料. 作为一种新型多孔材料, 采用定向凝固方法制备的藕状多孔金属(又名Gasar), 其圆柱状气孔沿凝固方向规则排布, 且可以实现对孔径和孔隙率的有效控制[1 -5 ] . 藕状多孔金属的特殊结构使其在兼具传统多孔金属特征性能的同时, 还具有特殊的力学[6 ,7 ] 和热学性能, 尤其是作为一种特殊的微通道结构表现出优异的散热性能, 在高热流密度散热领域展现出重要的应用前景[8 -10 ] . ...
1
2010
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2006
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2006
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2012
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2004
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2004
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2007
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
1
2007
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
2
2014
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
... 因此, 文献[19]采用普通模铸法制备多孔Al, 其对应的凝固速率过大, 导致Q1 始终小于Q2 , 是造成气孔迅速中断的主要原因. 而Komissarchuk等[20 ] 采用普通模铸法在凝固开始时采用降低H2 压力的方法, 虽然一定程度上减小了气孔生长所需的H2 量, 但因其孔径较小且对应凝固速率下的固相温度梯度较大, 气孔内气体发生较为严重的冷却收缩, 导致其藕状多孔结构不理想. ...
5
2012
... 在诸多金属当中, Al因其密度低、耐腐蚀性好和导热性能高等特点, 其藕状多孔结构有望在轻质工程和芯片散热领域得到应用[11 ] . 然而, 与制备工艺成熟的藕状多孔Cu[12 -14 ] , Mg[15 -18 ] 等相比, 藕状多孔Al的制备一直比较困难. 张华伟等[19 ] 最先采用与藕状多孔Cu和Mg相同的模铸法Gasar制备工艺来制备藕状多孔Al, 得到孔隙率不仅很低(小于5%), 而且气孔为近球形的多孔Al, 并不是所期望的藕状多孔结构, 这是因为H2 在Al中的溶解度太小(0.1 MPa下, H2 在Al中溶解度比在Mg和Cu中溶解度低约1~2个数量级), 导致气泡生长过程中没有足够H2 扩散进入气泡而发生生长中断. Komissarchuk等[20 ] 也采用同样的普通模铸法, 但在凝固开始时通过减小H2 压力来降低气泡生长的阻力, 从而减小气泡生长所需H2 扩散供应量, 希望能得到长条形气孔, 结果得到的是孔径在0.2~0.3 mm, 孔长在1.5~2.5 mm的近椭球形气孔(长径比7~8). 虽然孔长有所增加, 但也还不是理想的藕状多孔结构. Ide等[21 ] 采用连铸工艺, 在比普通模铸法低1~2个数量级的极低速(凝固速率v=0.008~0.015 mm/s)和高过热度(240~340 K)的条件下成功制备出了气孔长径比大于10, 孔隙率高达40%的藕状规则多孔Al. 以上实验结果表明, 藕状多孔结构的形成受凝固速率、气体压力、熔体过热度等的共同影响. 只有当试样的凝固速率与其他工艺参数相匹配时, 才能够得到孔分布均匀、孔径一致且具有较大长径比(不小于15)的理想藕状多孔结构, 即实现固/气两相的协同生长. 否则就会导致气孔的迅速中断, 甚至得到近球形气孔. 由于影响因素较多, 且相互耦合, 仅通过实验研究无法获得各种工艺参数以及不同体系的物性参数差异对制备工艺的影响. 与之相比, 模拟仿真能够综合考虑各物性参数和工艺参数的影响, 是一种研究非稳态凝固过程的有效手段. ...
... Liu等[28 ] 和李再久等[29 ] 的研究结果认为, 藕状多孔金属稳态生长时的凝固速率v和气孔间距L之间满足类似于Jackson-Hunt关系的关系式: vL2 =F (F是由合金系、熔体保温温度和气体压力共同决定的常数). 根据Ide等[21 ] 采用普通连铸法对Al-H2 系的实验研究, v为0.015 mm/s时, 藕状多孔Al的气孔平均孔径2rG 和孔隙率分别约为700 mm和10%, 与之对应的气孔间距约为2.2 mm. 以此为基准, 本工作采用与上述实验相同的工艺参数( p H 2 p A r TS =10 K/mm), 并分别模拟v为0.5, 0.15, 0.05, 0.015, 0.01, 0.005和0.0015 mm/s时, Al-H2 系单气孔的纵截面生长形貌, 其孔间距(L≈2rS )分别取为0.3, 0.7, 1.2, 2.2, 2.7, 3.8和7.0 mm. ...
... 图7给出了不同凝固速率下气孔平均孔径的模拟值与实验值[21 ] 的比较. 可以看出, 气孔的平均孔径模拟值分布在100~1100 mm之间, 且随v的降低逐渐增加. 当v=0.015 mm/s时, 模拟值与实验值吻合较好, 之后随v的降低, 模拟孔径略低于实验值. 图8给出了不同凝固速率下气孔长度和长径比的模拟结果. 可以看出, 气孔长度随凝固速率的升高而显著降低, 而长径比则基本保持在40左右. ...
... Comparisons of the simulated and experimental[21 ] average pore diameter results ...
... 不同凝固速率下气孔平均孔径的模拟值与实验值[21 ] 的比较 ...
1
2006
... 由于圆柱状气孔的存在, Gasar凝固过程中, 凝固界面前沿H2 的浓度在水平方向分布不均匀并产生传质. Gasar的理想横截面结构可以抽象为类似于固/固共晶的正六边形排布, 如图1所示. 为了计算的方便, 模型中将该六边形等效为面积相等的圆形区域[22 ] . 考虑到H2 在固相中的扩散系数比在熔体中小约3个数量级, 对孔结构的影响基本可以忽略[23 ] , 因此, 本工作计算中只考虑熔体中的传质过程, 同时忽略熔体中的对流. 如图2所示, 在凝固界面上建立柱状坐标系, H2 在凝固界面前沿熔体中的浓度CL (r, z, t)满足如下微分方程: ...
1
2005
... 由于圆柱状气孔的存在, Gasar凝固过程中, 凝固界面前沿H2 的浓度在水平方向分布不均匀并产生传质. Gasar的理想横截面结构可以抽象为类似于固/固共晶的正六边形排布, 如图1所示. 为了计算的方便, 模型中将该六边形等效为面积相等的圆形区域[22 ] . 考虑到H2 在固相中的扩散系数比在熔体中小约3个数量级, 对孔结构的影响基本可以忽略[23 ] , 因此, 本工作计算中只考虑熔体中的传质过程, 同时忽略熔体中的对流. 如图2所示, 在凝固界面上建立柱状坐标系, H2 在凝固界面前沿熔体中的浓度CL (r, z, t)满足如下微分方程: ...
1
2005
... 由于圆柱状气孔的存在, Gasar凝固过程中, 凝固界面前沿H2 的浓度在水平方向分布不均匀并产生传质. Gasar的理想横截面结构可以抽象为类似于固/固共晶的正六边形排布, 如图1所示. 为了计算的方便, 模型中将该六边形等效为面积相等的圆形区域[22 ] . 考虑到H2 在固相中的扩散系数比在熔体中小约3个数量级, 对孔结构的影响基本可以忽略[23 ] , 因此, 本工作计算中只考虑熔体中的传质过程, 同时忽略熔体中的对流. 如图2所示, 在凝固界面上建立柱状坐标系, H2 在凝固界面前沿熔体中的浓度CL (r, z, t)满足如下微分方程: ...
3
2007
... 式中, DL 为H2 在熔体中的扩散系数, r和z分别为径向和轴向坐标, t为凝固时间. 熔体中的初始H2 浓度CL (r, z, 0)可由Sieverts定律[24 ] 得到: ...
... 另外, 通过对Al-H2 和Cu-H2 的比较发现, H2 在金属熔点温度附近熔体中的扩散系数相差并不大(分别为0.070[31 ] 和0.058[32 ] mm2 /s), 而0.1 MPa下H2 在熔体中的溶解度则相差数十倍(分别为0.7[24 ] 和18.8[24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...
... [24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...
3
2007
... 式中, DL 为H2 在熔体中的扩散系数, r和z分别为径向和轴向坐标, t为凝固时间. 熔体中的初始H2 浓度CL (r, z, 0)可由Sieverts定律[24 ] 得到: ...
... 另外, 通过对Al-H2 和Cu-H2 的比较发现, H2 在金属熔点温度附近熔体中的扩散系数相差并不大(分别为0.070[31 ] 和0.058[32 ] mm2 /s), 而0.1 MPa下H2 在熔体中的溶解度则相差数十倍(分别为0.7[24 ] 和18.8[24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...
... [24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...
1
1998
... 当熔体中以均质形核的方式出现球形胚胎气泡时, 体系Gibbs自由能的变化由体积自由能的降低( - 4 π R G 3 Δ G v / 3 ) 和界面自由能的升高( 4 π R G 2 σ l g ) 2部分组成[25 ] . 在经典形核理论中, DGv 为液、固相单位体积的Gibbs自由能, 而对于Gasar凝固中的气泡形核, 张华伟等[26 ] 认为其为气泡反抗气泡外阻力、排开单位体积熔体所作的体积功, 并给出气泡在熔体中的临界形核半径Rc 表达式为: ...
2
2007
... 当熔体中以均质形核的方式出现球形胚胎气泡时, 体系Gibbs自由能的变化由体积自由能的降低( - 4 π R G 3 Δ G v / 3 ) 和界面自由能的升高( 4 π R G 2 σ l g ) 2部分组成[25 ] . 在经典形核理论中, DGv 为液、固相单位体积的Gibbs自由能, 而对于Gasar凝固中的气泡形核, 张华伟等[26 ] 认为其为气泡反抗气泡外阻力、排开单位体积熔体所作的体积功, 并给出气泡在熔体中的临界形核半径Rc 表达式为: ...
... 式中, Cb 为气泡的生长浓度( C b = ξ T m p b ). 当vf =v时, 将式(13)代入上式, 求得H2 逸出的临界半径 R ′ G [26 ] : ...
2
2007
... 当熔体中以均质形核的方式出现球形胚胎气泡时, 体系Gibbs自由能的变化由体积自由能的降低( - 4 π R G 3 Δ G v / 3 ) 和界面自由能的升高( 4 π R G 2 σ l g ) 2部分组成[25 ] . 在经典形核理论中, DGv 为液、固相单位体积的Gibbs自由能, 而对于Gasar凝固中的气泡形核, 张华伟等[26 ] 认为其为气泡反抗气泡外阻力、排开单位体积熔体所作的体积功, 并给出气泡在熔体中的临界形核半径Rc 表达式为: ...
... 式中, Cb 为气泡的生长浓度( C b = ξ T m p b ). 当vf =v时, 将式(13)代入上式, 求得H2 逸出的临界半径 R ′ G [26 ] : ...
1
2011
... 一旦气泡脱离凝固界面, 就会以一定的速率上浮逸出. 一般认为半径1 mm以下球形气泡的上浮速率可由Stokes公式计算得到. 然而, 气泡自由表面存在的表面张力梯度会使气泡受到向上的表面张力, 从而产生Marangoni运动. 陈自发[27 ] 认为熔体中气泡的实际上浮速率vf 应由Stokes运动和Marangoni运动共同决定, 并对气泡的上浮速率进行修正, 给出如下计算公式: ...
1
2011
... 一旦气泡脱离凝固界面, 就会以一定的速率上浮逸出. 一般认为半径1 mm以下球形气泡的上浮速率可由Stokes公式计算得到. 然而, 气泡自由表面存在的表面张力梯度会使气泡受到向上的表面张力, 从而产生Marangoni运动. 陈自发[27 ] 认为熔体中气泡的实际上浮速率vf 应由Stokes运动和Marangoni运动共同决定, 并对气泡的上浮速率进行修正, 给出如下计算公式: ...
1
2003
... Liu等[28 ] 和李再久等[29 ] 的研究结果认为, 藕状多孔金属稳态生长时的凝固速率v和气孔间距L之间满足类似于Jackson-Hunt关系的关系式: vL2 =F (F是由合金系、熔体保温温度和气体压力共同决定的常数). 根据Ide等[21 ] 采用普通连铸法对Al-H2 系的实验研究, v为0.015 mm/s时, 藕状多孔Al的气孔平均孔径2rG 和孔隙率分别约为700 mm和10%, 与之对应的气孔间距约为2.2 mm. 以此为基准, 本工作采用与上述实验相同的工艺参数( p H 2 p A r TS =10 K/mm), 并分别模拟v为0.5, 0.15, 0.05, 0.015, 0.01, 0.005和0.0015 mm/s时, Al-H2 系单气孔的纵截面生长形貌, 其孔间距(L≈2rS )分别取为0.3, 0.7, 1.2, 2.2, 2.7, 3.8和7.0 mm. ...
1
2014
... Liu等[28 ] 和李再久等[29 ] 的研究结果认为, 藕状多孔金属稳态生长时的凝固速率v和气孔间距L之间满足类似于Jackson-Hunt关系的关系式: vL2 =F (F是由合金系、熔体保温温度和气体压力共同决定的常数). 根据Ide等[21 ] 采用普通连铸法对Al-H2 系的实验研究, v为0.015 mm/s时, 藕状多孔Al的气孔平均孔径2rG 和孔隙率分别约为700 mm和10%, 与之对应的气孔间距约为2.2 mm. 以此为基准, 本工作采用与上述实验相同的工艺参数( p H 2 p A r TS =10 K/mm), 并分别模拟v为0.5, 0.15, 0.05, 0.015, 0.01, 0.005和0.0015 mm/s时, Al-H2 系单气孔的纵截面生长形貌, 其孔间距(L≈2rS )分别取为0.3, 0.7, 1.2, 2.2, 2.7, 3.8和7.0 mm. ...
1
2014
... Liu等[28 ] 和李再久等[29 ] 的研究结果认为, 藕状多孔金属稳态生长时的凝固速率v和气孔间距L之间满足类似于Jackson-Hunt关系的关系式: vL2 =F (F是由合金系、熔体保温温度和气体压力共同决定的常数). 根据Ide等[21 ] 采用普通连铸法对Al-H2 系的实验研究, v为0.015 mm/s时, 藕状多孔Al的气孔平均孔径2rG 和孔隙率分别约为700 mm和10%, 与之对应的气孔间距约为2.2 mm. 以此为基准, 本工作采用与上述实验相同的工艺参数( p H 2 p A r TS =10 K/mm), 并分别模拟v为0.5, 0.15, 0.05, 0.015, 0.01, 0.005和0.0015 mm/s时, Al-H2 系单气孔的纵截面生长形貌, 其孔间距(L≈2rS )分别取为0.3, 0.7, 1.2, 2.2, 2.7, 3.8和7.0 mm. ...
2
2006
... 根据式(13), vf 由Stokes运动速度和Marangoni迁移速度共同决定. 与此同时, 张华伟[30 ] 给出饱和溶解有H2 的熔体在凝固开始前发生H2 逸出的工艺判据为: ...
... 根据式(15)可求出不同凝固速率对应的 R ′ G c =2s lg / R ′ G ) , 结合式(14)进而得到凝固开始前H2 逸出的临界熔体过热度DT′和H2 分压 p ′ H 2 [30 ] : ...
2
2006
... 根据式(13), vf 由Stokes运动速度和Marangoni迁移速度共同决定. 与此同时, 张华伟[30 ] 给出饱和溶解有H2 的熔体在凝固开始前发生H2 逸出的工艺判据为: ...
... 根据式(15)可求出不同凝固速率对应的 R ′ G c =2s lg / R ′ G ) , 结合式(14)进而得到凝固开始前H2 逸出的临界熔体过热度DT′和H2 分压 p ′ H 2 [30 ] : ...
1
1999
... 另外, 通过对Al-H2 和Cu-H2 的比较发现, H2 在金属熔点温度附近熔体中的扩散系数相差并不大(分别为0.070[31 ] 和0.058[32 ] mm2 /s), 而0.1 MPa下H2 在熔体中的溶解度则相差数十倍(分别为0.7[24 ] 和18.8[24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...
1
1977
... 另外, 通过对Al-H2 和Cu-H2 的比较发现, H2 在金属熔点温度附近熔体中的扩散系数相差并不大(分别为0.070[31 ] 和0.058[32 ] mm2 /s), 而0.1 MPa下H2 在熔体中的溶解度则相差数十倍(分别为0.7[24 ] 和18.8[24 ] mol/m3 ). 因此, 分析认为H2 在熔体中的溶解度是决定Al-H2 系固/气两相协同生长凝固速率范围的主要参数. ...

 , 李言祥
, 李言祥

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}