
吴多利, 姜肃猛 , 范其香, 宫骏, 孙超
, 范其香, 宫骏, 孙超
中国科学院金属研究所, 沈阳 110016
WU Duoli, JIANG Sumeng, FAN Qixiang, GONG Jun, SUN Chao
中图分类号: TG111.5, TG174.44
通讯作者:
收稿日期: 2014-02-19
修回日期: 2014-02-19
接受日期: 2014-05-20
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介: 吴多利, 男, 1987年生, 硕士
展开
摘要
采用电弧离子镀沉积Cr和粉末包埋法渗Al的联合工艺制备了Al-Cr涂层, 并利用粉末包埋法制备了渗Al涂层, 分析了2种涂层的组织结构和成分, 研究了镍基高温合金DSM11基体、渗Al涂层和Al-Cr涂层在1000和1100 ℃下的恒温氧化行为. 结果表明: 渗Al涂层和Al-Cr涂层组织致密, 与基体结合良好且成分分布均匀. 2种涂层都明显分为2个区域: 外层和互扩散区. 渗Al涂层外层由b-NiAl相和Ni2Al3相组成, Al-Cr涂层外层由b-NiAl相、Ni2Al3相、a-Cr相和AlCr2相组成. Al-Cr涂层可以显著改善基体合金的抗氧化性能, 且明显优于渗Al涂层. Al-Cr涂层优良的抗氧化性能源于在氧化过程中出现了Cr(W)析出带, 能够一定程度阻碍涂层中的Al元素向基体扩散, 降低了涂层退化速度, 而Cr的存在可以促进Al的选择性氧化, 提高涂层的自修复能力.
关键词:
Abstract
Currently, Ni-based superalloys are widely applied to turbine blades or other components of gas turbines for their excellent high temperature mechanical properties. These components must exhibit a high level of resistance to the oxidation and corrosion conditions generated by the combustion environment. The general design philosophy is to select a high strength substrate alloy to withstand the stress and apply a surface coating to give maximum protection from the environment. In this work, a Cr-modified aluminide (Al-Cr) coating were prepared by combining arc ion plating and pack cementation aluminizing. As a contrast, a simple aluminide coating was developed by pack cementation aluminizing. The isothermal oxidation behaviors at 1000 and 1100 ℃ were investigated on the Ni-based superalloy DSM11 substrate, aluminide coating and Al-Cr coating. The results demonstrate that aluminide coating and Al-Cr coating are dense and adhere tightly to the substrate. The microstructures of aluminized coating and Al-Cr coating are divided in two distinguished areas: the outer layer and the interdiffusion zone. The outer layer of the aluminized coating is composed of b-NiAl and Ni2Al3 phases, while the Al-Cr coating consists of b-NiAl, Ni2Al3, a-Cr and AlCr2 phases. The DSM11 substrate shows bad oxidation behavior at 1000 ℃ isothermal oxidation test. The aluminide coating and Al-Cr coating both possess good oxidation properties in this test. Compared with aluminide coating, Al-Cr coating exhibits much better oxidation behavior due to the formation of Cr(W) zones, which can delay the process of Al depletion by hindering the diffusion of Al from the coating to the substrate. As for 1100 ℃ isothermal oxidation test, a large amount of mixed oxides include NiCr2O4 spinel and a-Al2O3 form on the surface of DSM11 substrate. The oxide scale on the surface of aluminide coating is simplex a-Al2O3 at the initial stage, while prolonging the oxidation time it changes into less protective mixed structure composed of NiCr2O4 spinel and a-Al2O3 with massive internal oxidation, leading to great degradation and even failure of the coating. The surface of Al-Cr coating is covered with thick a-Al2O3 during the whole oxidation process. The localized scaling zones produced during oxidation are re-covered by newly formed a-Al2O3. It benefits from the third element effect of Cr, which implies that the Al-Cr coating degenerates primarily by consuming Al-reservoirs. Moreover, the presence of Cr can promote the selective oxidation of Al and the self-repair abilities of the coating.
Keywords:
燃气轮机叶片涂层的抗高温氧化性能对叶片的服役性能至关重要, 其抗高温氧化性能主要取决于涂层中Cr和Al的含量. 在简单铝化物中加入少量的Pt, Cr, Si 和Ti 等元素, 可以明显提高涂层的抗高温氧化和热腐蚀性能[1-6]. Al氧化形成的a-Al2O3能够有效阻挡外界的氧扩散到涂层及基体, 同时阻挡涂层内部金属Ni, Co等向外扩散与O2反应生成保护性能较差的氧化膜. Cr的添加可以产生“第三元素效应”, 会显著降低生成连续a-Al2O3膜所需的临界Al含量, 改善抗高温氧化性能[7-12]. 当涂层在高温环境中表面容易生成连续致密且结合良好的保护性氧化膜时, 这层氧化膜可以有效阻挡高温环境中的氧和其它腐蚀性气体原子进入涂层, 以及抑制涂层中的金属原子扩散出氧化膜, 降低涂层体系的氧化和腐蚀速度, 起到高温防护效果[13-16]. 传统的制备Al-Cr涂层的方法是采用固体粉末包埋共渗法, 这种方法工艺简单, 但是对涂层的厚度以及成分的控制比较困难. 电弧离子镀由于其高离化率、高能量密度、高生产效率、低能耗、低成本等特点, 在涂层制备的技术中具有明显的优势.
本工作采用电弧离子镀Cr和固体粉末包埋渗Al的方法在镍基高温合金DSM11基体上制备了Al-Cr涂层, 并同时利用粉末包埋渗Al的方法制备了单一的渗Al涂层, 对2种涂层的组织结构进行了表征, 对比研究了渗Al涂层和Al-Cr涂层在1000和1100 ℃下的恒温氧化行为, 期望能为Al-Cr涂层的工业化应用提供理论和实验依据.
采用定向凝固镍基高温合金DSM11作为基材, 合金的化学成分(质量分数, %)为: Al 2.9, Ti 4.9, Cr 13.5, Co 9.5, W 3.7, Mo 1.5, C 0.1, Ta 2.8, Ni 余量.
基材经线切割加工成直径为15 mm, 厚为2 mm的试样, 在试样一端钻直径为2 mm的孔洞, 用于电弧离子镀制备涂层时悬挂样品, 用SiC砂纸将试样逐级水磨至800~1000号, 为防止氧化过程中由于边角效应而使氧化膜剥落, 将试样所有棱角倒边成圆角; 采用200号刚玉砂和玻璃砂的混合物在喷砂机上进行湿喷砂处理; 对喷砂样依次选择丙酮、去离子水进行超声清洗, 烘干. 采用MIP-8-800型电弧离子镀(AIP)设备在基体上沉积Cr层, 靶材为纯度99.9% (质量分数)的Cr靶. 电弧离子镀沉积Cr层的工艺参数为: 弧电压15~25 V, 弧电流 50~70 A, 偏压-150~-300 V, 偏压占空比20%~40%, 沉积温度 50~150 ℃, 沉积后的Cr层厚度为5 mm左右.
将沉积Cr层的试样采用粉末包埋法渗Al, 渗剂成分为95%~98% (质量分数)的FeAl合金粉末和2%~5% 的NH4Cl. 首先对FeAl粉进行烘干处理, 然后加入NH4Cl, 将已经沉积Cr层的试样埋入渗剂中, 将真空渗Al炉在低真空下加热到900~1000 ℃, 保温时间为2~3 h, 然后关闭加热电源, 随炉冷却至室温, 得到Al-Cr涂层. 同时, 采用相同的粉末包埋法渗Al工艺制备渗Al涂层.
恒温氧化实验在GSM-1200高温马弗炉中进行, 氧化环境为静态空气, 氧化温度为1000和1100 ℃. 实验前, 将高纯Al2O3 坩埚放入马弗炉中在1200 ℃下烧至恒重, 以免影响实验过程中动力学曲线的测量. 等温氧化采用不连续称重法测定氧化动力学曲线, 实验过程中, 剥落于坩埚中的氧化膜计入氧化增重中, 取不少于3 个样品的平均值作为质量变化值, 称重AL204天平感量为1×10-5 g. 采用带有能谱仪(EDS)的Inspect F50型扫描电子显微镜(SEM)及D/max-RA转靶式X射线衍射仪(XRD)分析涂层的形貌、相组成、成分分布及氧化产物.
经过氧化或热腐蚀的试样一般都需要制备截面样品, 采用化学镀法在试样表面镀5~10 mm厚的Ni层, 以保护表面在氧化或热腐蚀过程中生成的氧化膜, 然后再进行镶样和抛光处理.
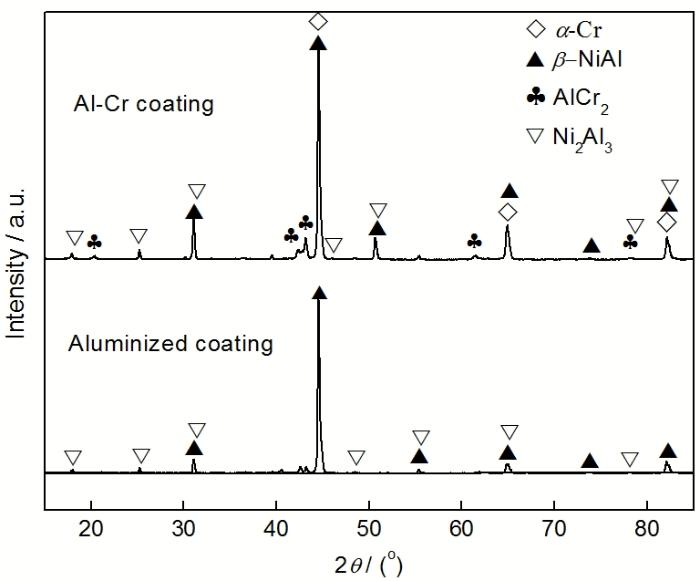
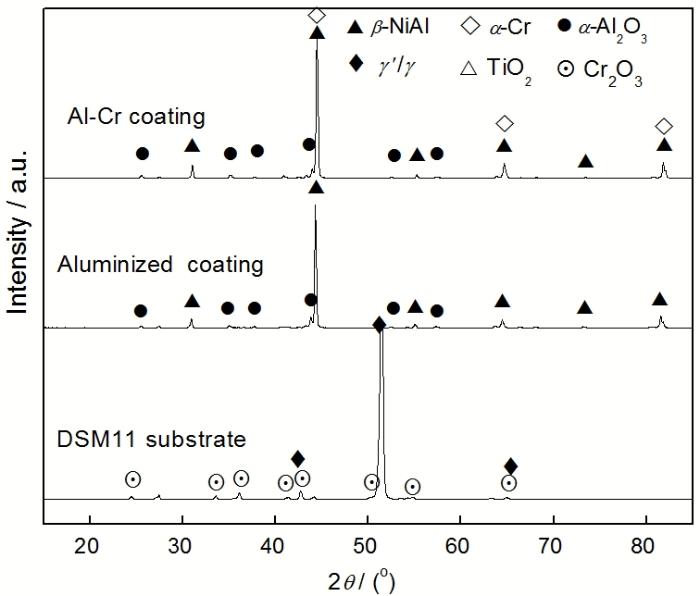
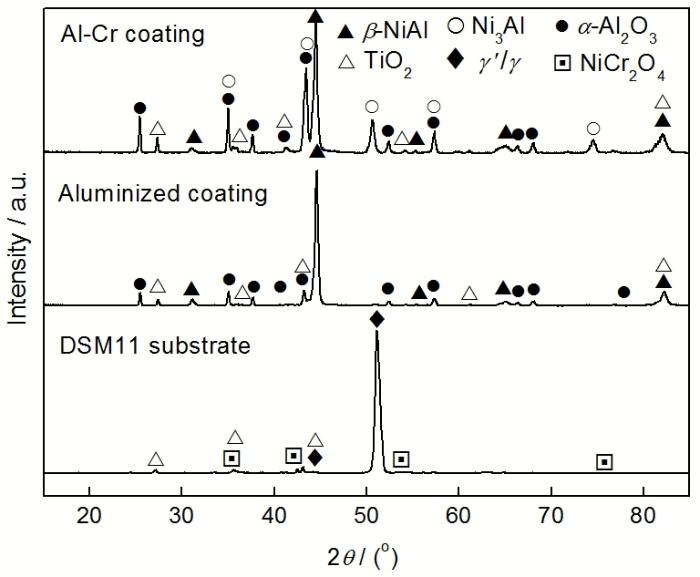
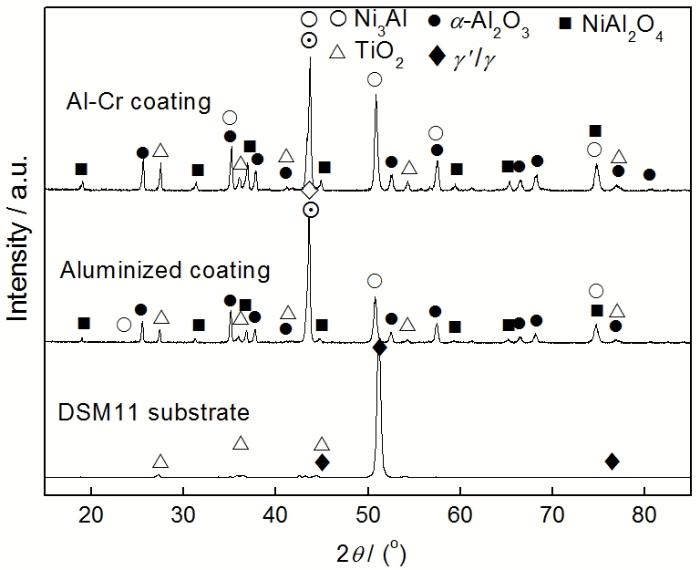
图1为制备态的渗Al涂层和Al-Cr涂层的XRD谱. 可以看出, 渗Al涂层和Al-Cr涂层都含有β-NiAl相和Ni2Al3相. 而Al-Cr涂层还含有a-Cr相和AlCr2相, AlCr2相的衍射峰相对较弱. Al 元素对涂层的性能和使用寿命至关重要, b-NiAl相中含有较高的Al元素, 当涂层中含有较高b-NiAl相时, 涂层抗高温氧化性能较好; a-Cr相中Cr含量较高, 可以明显改善涂层的抗热腐蚀性能; Ni2Al3相脆性比较大, 但是在高温扩散时很容易转变成抗氧化性能好的b-NiAl相.
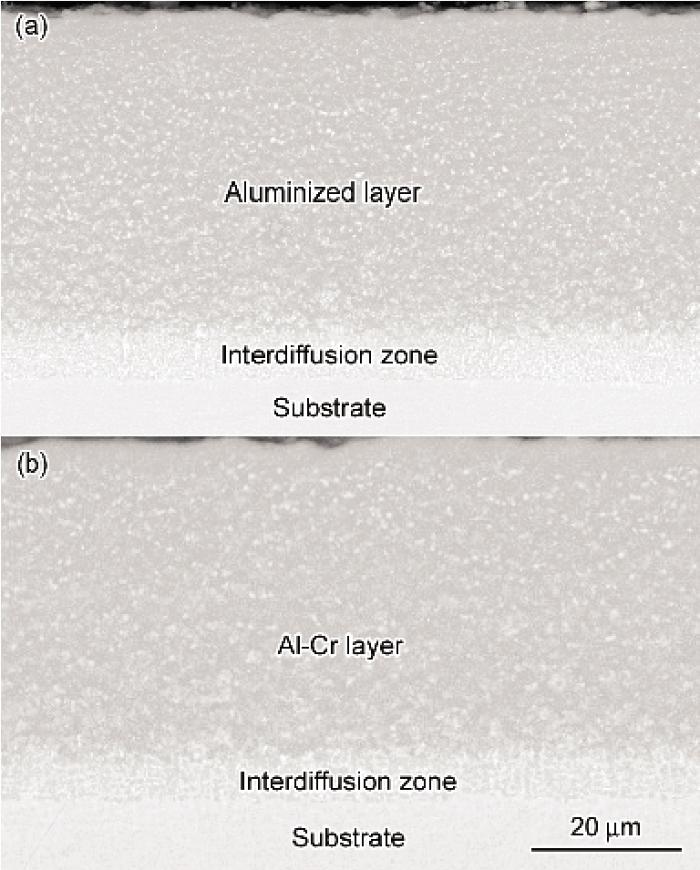
图2为渗Al涂层和Al-Cr涂层的截面形貌图. 由图可知, 渗Al涂层和Al-Cr涂层致密, 而且与基体结合良好, 2种涂层的厚度均约为45 μm. 渗Al涂层和Al-Cr涂层都分为2个区域: 外层和互扩散区. 渗Al涂层的外层为富Al层, 而Al-Cr涂层的外层则是Al-Cr层, 根据文献[17~19]报道, 铝化物涂层的互扩散区是由b-NiAl相、Ni3Al相、 M23C6相、MC型碳化物和s相等构成. 渗Al涂层和Al-Cr涂层的成分如表1所示.
图1 渗Al涂层和Al-Cr涂层的XRD谱
Fig.1 XRD spectra of aluminized coating and Al-Cr coating
图2 渗Al涂层和Al-Cr涂层的截面形貌
Fig.2 Cross sectional images of aluminized coating (a) and Al-Cr coating (b)
表1 渗Al涂层和Al-Cr涂层的化学成分
Table 1 Nominal chemical compositions of aluminized coating and Al-Cr coating
| Sample | Al | Ti | Cr | Co | Ni |
|---|---|---|---|---|---|
| Aluminized coating | 25.6 | 4.5 | 5.3 | 6.8 | Bal. |
| Al-Cr coating | 31.9 | 0.4 | 13.2 | 6.4 | Bal. |
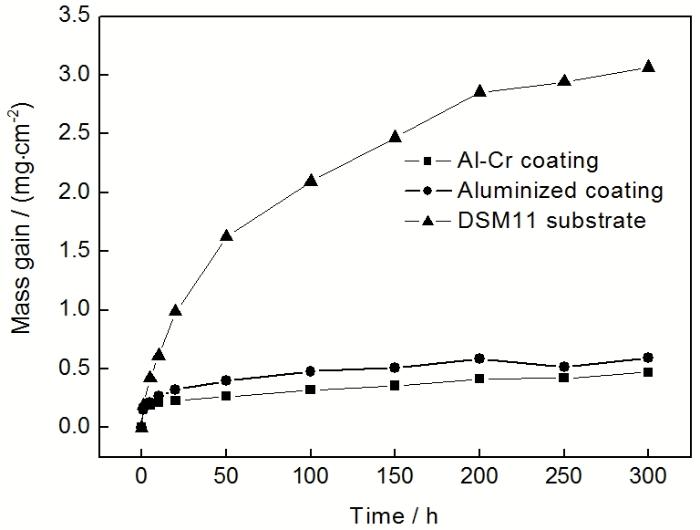
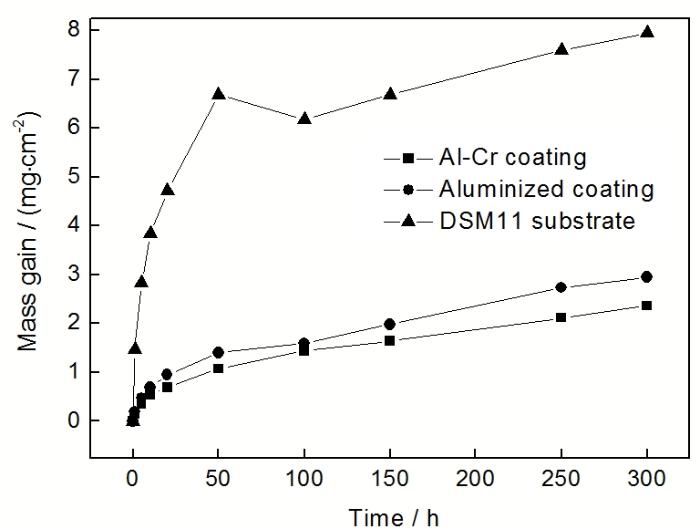
图3是DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下的恒温氧化动力学曲线. 可以看出, 在300 h的氧化时间内, 3种试样表现出不同的氧化增重规律. DSM11基体在氧化初期快速增重, 恒温氧化50 h后, 单位面积增重约为1.6 mg/cm2. 此时, 渗Al涂层的增重约为0.4 mg/cm2, Al-Cr涂层的增重约为0.25 mg/cm2 左右. DSM11基体的增重远高于2种涂层, 而且在整个氧化过程中一直处于持续快速增重的状态, 抗氧化性能较差. 渗Al涂层和Al-Cr涂层在氧化初期也出现了较快的增重, 但是在氧化50 h后, 随着保护性氧化膜的形成, 在接下来整个氧化过程中都保持在稳定阶段, 氧化增重缓慢, 氧化动力学基本符合抛物线规律, 因此2种涂层均表现出优良的抗高温氧化性能. Al-Cr涂层在整个氧化过程中的增重比渗Al涂层增重更小, 因而具有更好的抗高温氧化性能.
图3 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃的恒温氧化动力学曲线
Fig.3 Isothermal oxidation kinetic curves of DSM11 substrate, aluminized coating and Al-Cr coating at 1000 ℃
图4 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化20 h后的表面XRD谱
Fig.4 Surface XRD spectra of DSM11 substrate, aluminized coating and Al-Cr coating after isothermal oxidation at 1000 ℃ for 20 h
图4是DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化20 h后的表面XRD谱. 经过20 h的恒温氧化后, DSM11基体表面的氧化物主要是Cr2O3相, 这是因为基体中的Al含量只有2.9%(质量分数, 下同), 达不到Al发生选择性氧化而形成连续Al2O3氧化膜的临界Al含量, 而基体中Cr含量为13.5%, 因而优先形成Cr2O3氧化膜. 渗Al涂层和Al-Cr涂层表面的氧化物都是单一的a-Al2O3相, 而且2种涂层中都含有充足的b-NiAl相.
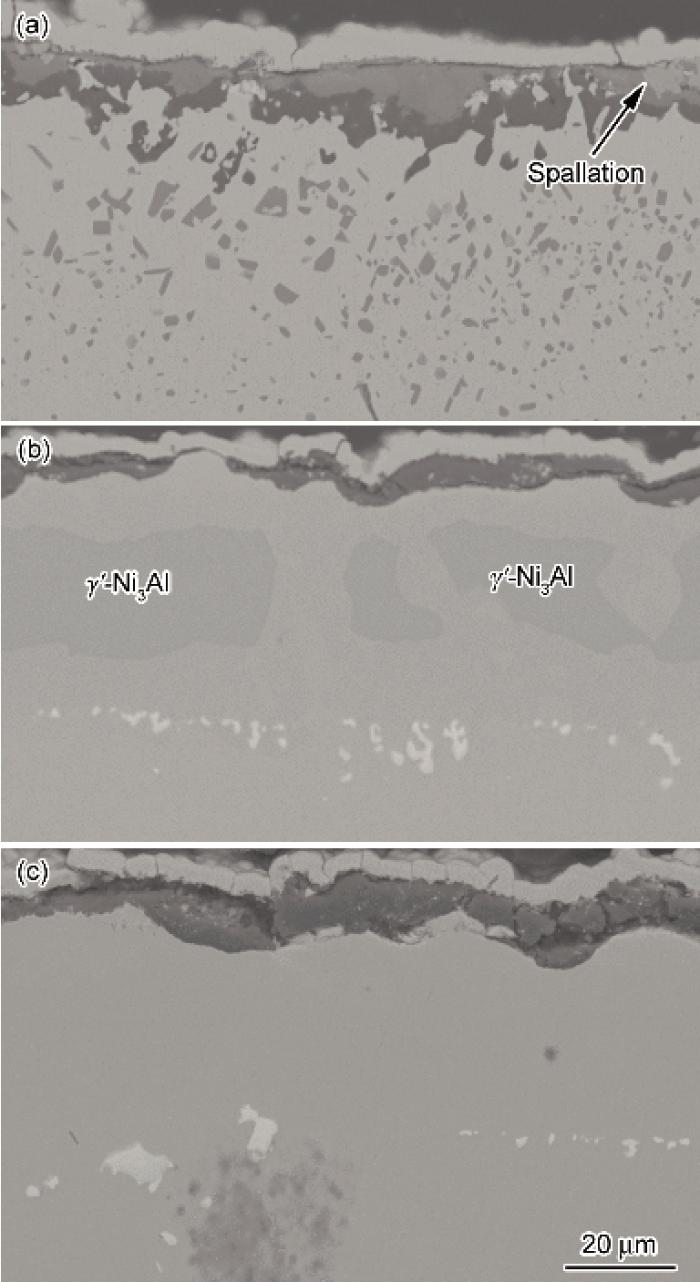
图5是 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化20 h后的截面形貌. 可以看出, 在DSM11基体表面生成了比较薄的一层Cr2O3氧化膜, 这是由于基体中Al含量较低, 而Cr含量较高而形成的. 在渗Al涂层和Al-Cr涂层的表面形成了一层具有保护性的a-Al2O3氧化膜. 2种涂层在20 h之前快速增重可能与q-Al2O3的生成有关. q-Al2O3是一种暂态氧化物[20,21], 其致密性不如a-Al2O3, 抗氧化效果比较弱, 因此在高温氧化初期2种涂层增重迅速. 但是在高温氧化过程中, q-Al2O3会很快转变为致密性和抗氧化性更好的a-Al2O3, 氧化后期涂层重量保持在稳定状态.
图5 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化20 h后的截面形貌
Fig.5 Cross sectional images of DSM11 substrate (a), aluminized coating (b) and Al-Cr coating (c) after isothermal oxidation at 1000 ℃ for 20 h
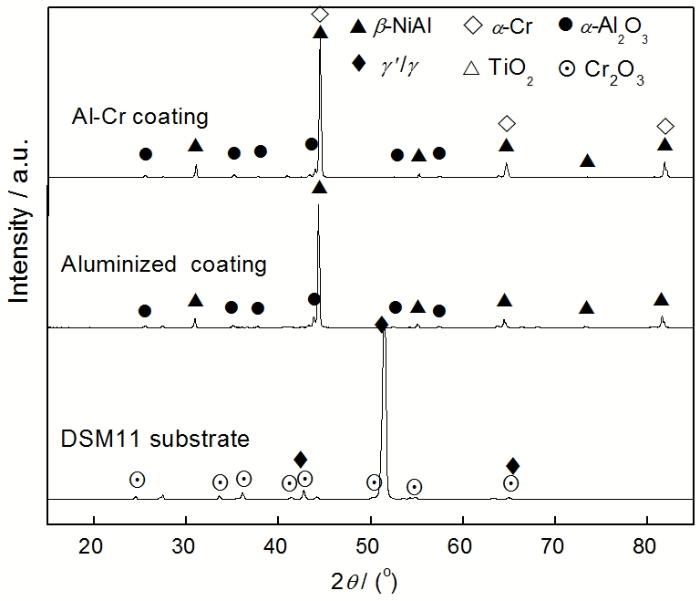
图6 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化150 h后的表面XRD谱
Fig.6 Surface XRD spectra of DSM11 substrate, aluminized coating and Al-Cr coating after isothermal oxidation at 1000 ℃ for 150 h
图6是DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化150 h后的表面XRD谱. 可以看出, 除了g′/g相, 在DSM11基体表面形成了混合的氧化物. 同氧化20 h相比, 氧化后不仅有Cr2O3相, 还生成了TiO2相. 基体表面生成的TiO2中的Ti来自于DSM11合金基材, Ti在合金中扩散速率很快, 在高温下容易扩散至氧化膜表面, 影响已生成涂层的致密性, 进而降低了原有氧化膜的抗氧化性能. 对于渗Al涂层和Al-Cr涂层, 在恒温氧化150 h后, 表面仍然生成的是单一的a-Al2O3相. 而且b-NiAl相的衍射峰强度依然很高, 说明涂层中依然有充足的Al存储相来保证连续致密a-Al2O3氧化膜的进一步形成.
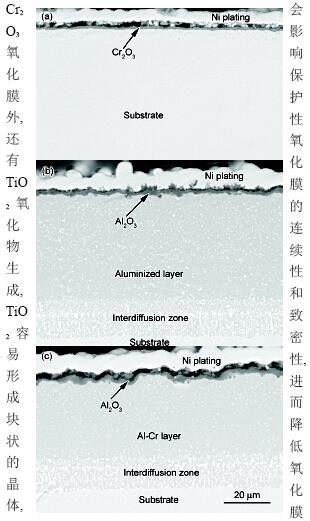
图7 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化150 h后的截面形貌
Fig.7 Cross sectional images of DSM11 substrate (a), aluminized coating (b) and Al-Cr coating (c) after isothermal oxidation at 1000 ℃ for 150 h
图7是 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化150 h后的截面图. 可以看出, 与氧化20 h不同的是, 在DSM11基体表面生成了混合的氧化物. 高温氧化过程中, 基体表面除了生成Cr2O3氧化膜外, 还有TiO2氧化物生成, TiO2容易形成块状的晶体, 会影响保护性氧化膜的连续性和致密性, 进而降低氧化膜的抗高温氧化性能. 此外, 从图中可以看到, 在DSM11基体内部发生了严重的内氧化, 这是由于在基体表面Al 的选择性氧化不能实现, 具有稍高平衡氧分压的Cr2O3 会在表面优先形成, 但是在Cr2O3氧化膜下的Al 含量相对较高, 而且生成Cr2O3的平衡氧分压高于生成Al2O3所需的平衡氧分压, 故Cr2O3 膜下生成了Al2O3, 最终生成的Al2O3 从Cr2O3 膜下以“脊”状氧化物形式挤出. 表面能否形成连续致密的a-Al2O3 膜是判定该涂层是否具有良好抗氧化能力的标准[22,23], 从图7可以得知, 恒温氧化150 h后, 在渗Al涂层和Al-Cr涂层表面形成了连续致密的a-Al2O3氧化膜, 证实了2种涂层具有良好的抗高温氧化能力. 通过EDS分析进一步发现, 在Al-Cr涂层与基体的界面处出现了大量的Cr(W)相, 形成了一条Cr(W)相析出带. 于大千[24]通过分析元素在截面的分布发现, Cr(W)相的形成是由于基体中的W通过扩散优先在Cr相中固溶形成Cr(W)相, 并且Cr(W)相中的W含量自基体向涂层逐渐降低. Cr(W)析出带的形成能够阻碍Al-Cr涂层中的Al元素向基体扩散, 促进Al-Cr涂层外层在长期氧化后仍维持较高的Al含量, 有利于涂层的后续氧化行为, 因此Cr的加入对Al-Cr涂层的抗氧化能力有一定益处.
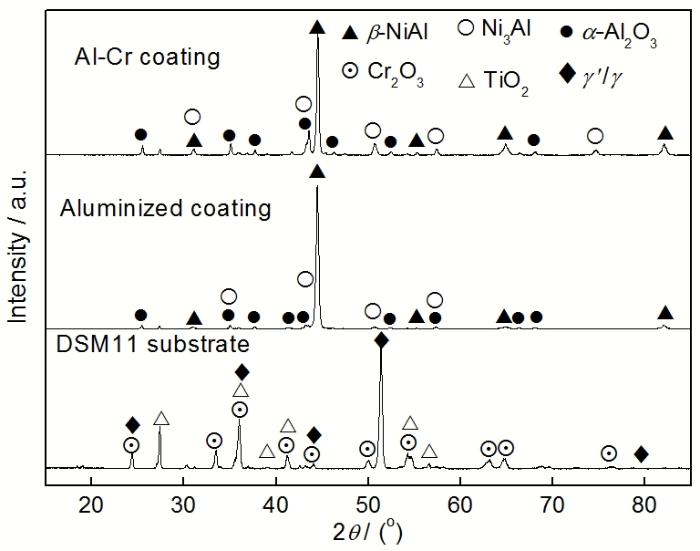
图8 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化300 h后的表面XRD谱
Fig.8 Surface XRD spectra of DSM11 substrate, aluminized coating and Al-Cr coating after isothermal oxidation at 1000 ℃ for 300 h
图8是DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化300 h后的表面XRD谱. 可以看出, 经过300 h氧化, DSM11基体表面的XRD谱与氧化150 h时基本相同. 除了g′/g相外, 在基体表面形成的是Cr2O3相和TiO2相混合的氧化物. 渗Al涂层和Al-Cr涂层的XRD谱中, 除了b-NiAl相和a-Al2O3相之外, 还存在Ni3Al相, 说明随着高温氧化过程的进行, Al元素在不断消耗, 涂层中富Al的b-NiAl相逐渐在向贫Al的Ni3Al相转变.
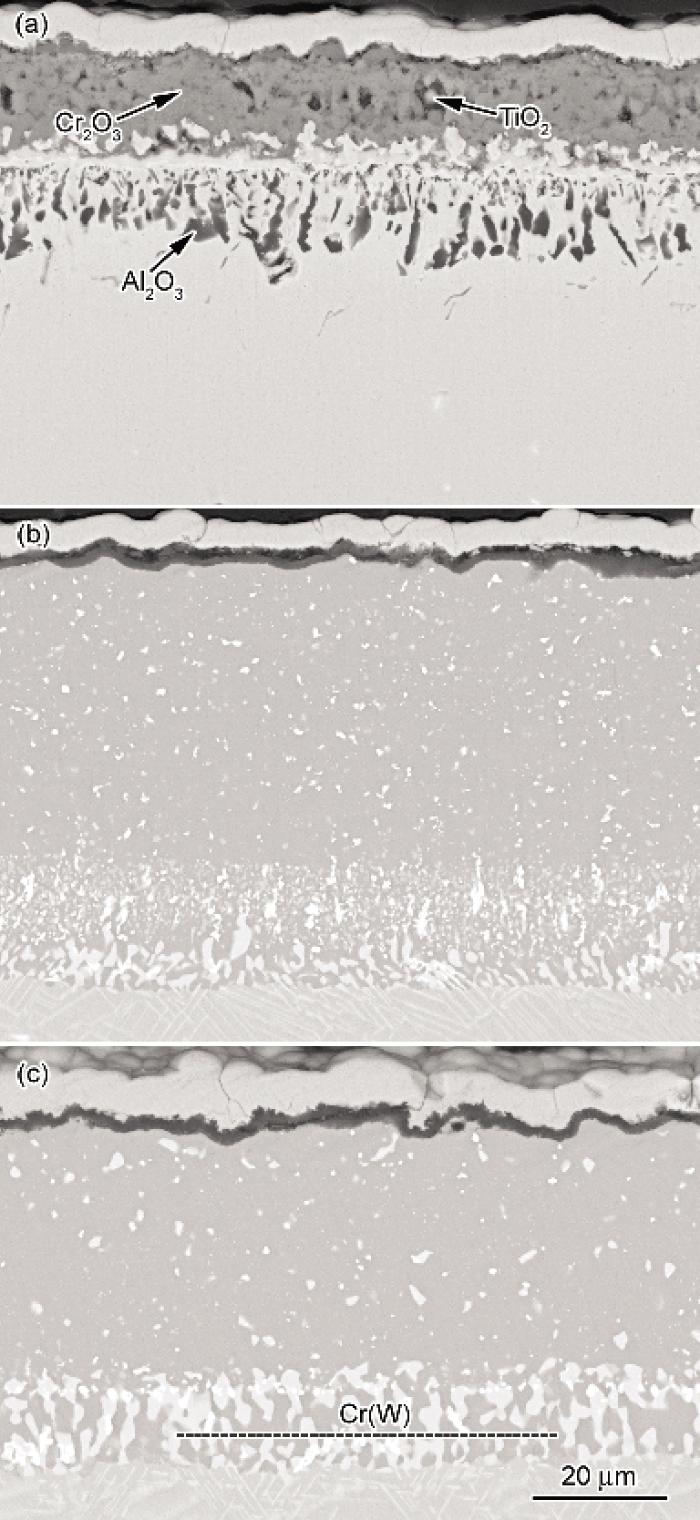
图9 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化300 h后的截面形貌
Fig.9 Cross sectional images of DSM11 substrate (a), aluminized coating (b) and Al-Cr coating (c) after isothermal oxidation at 1000 ℃ for 300 h
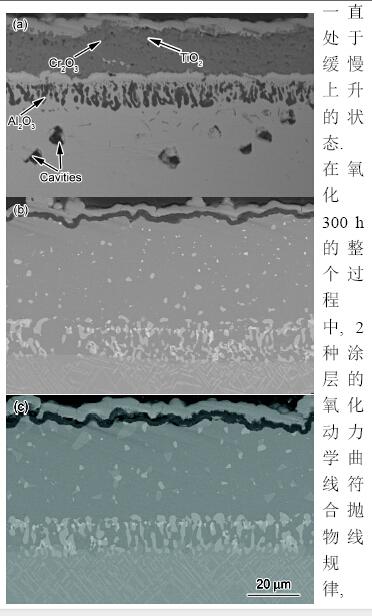
图9是 DSM11基体、渗Al涂层和Al-Cr涂层在1000 ℃下恒温氧化300 h后的截面形貌. 可以看出, 氧化300 h后, DSM11基体表面由Cr2O3和TiO2组成的混合的氧化膜逐渐变厚, 而且在混合氧化膜下方出现了更加严重的内氧化, 在基体内部也出现了大量的空洞, 这可能是由于氧化膜与基体之间发生严重的互扩散而导致的Kirkendall效应引起的[13,25].
渗Al涂层和Al-Cr涂层表面仍然存在连续致密的a-Al2O3氧化膜, 但是图8中的XRD谱中已经有Ni3Al相出现, 说明涂层中的Al元素消耗也比较严重. 此外, 通过EDS分析发现, 2种涂层表面Al2O3膜下方的Al元素贫化区中Cr元素含量较高, 这可能是因为Al元素向外扩散生成a-Al2O3导致该区域的Al含量逐渐降低, 从而使该区域发生b→g′→g的相转变, 而Cr在b, g′, g 相中的溶解度逐渐升高, 最终导致了Cr元素从里向外的扩散. 同时, 涂层表层Cr含量的提高也促进了第三元素效应[26], 从而间接提高了Al的选择性氧化. 在氧化300 h后, 通过EDS分析发现, Al-Cr涂层中仍然含有约16% 的Al元素, 由于Cr元素的第三元素效应, 该含量的Al在继续氧化过程中依旧可以形成稳定的a-Al2O3氧化膜, 依然保持良好的抗氧化性能.
综合以上分析, 在1000 ℃恒温氧化过程中, DSM11基体在氧化初期在表面形成了单一的Cr2O3, 对基体具有一定的保护性, 继续氧化时,表面生成了Cr2O3和TiO2混合氧化膜, 此时氧化速率快速升高, 且在基体内部产生内氧化和空洞,说明基体的抗氧化性能比较差. 渗Al涂层和Al-Cr涂层的表面氧化膜在整个氧化实验期间形成的基本都是连续致密的a-Al2O3膜, 对基体具有很好的保护性, 2种涂层的抗氧化性能都很好. Al-Cr涂层中由于Cr元素的加入, 阻碍了涂层中Al元素向基体内的扩散速率, 涂层内部的退化以Al的消耗为主, 氧化速率更慢, 抗氧化性能更加优异.
图10是DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下的恒温氧化动力学曲线. 由图可知, 与1000 ℃相比, 3种试样都出现了氧化加剧的现象, 相同时间内氧化增重更高. DSM11基体在氧化开始后迅速增重, 恒温氧化50 h后, 单位面积增重达到了约6.7 mg/cm2, 远远高于1000 ℃氧化50 h的单位面积增重(约1.6 mg/cm2), 抗氧化性能进一步降低. 但是, 与1000 ℃恒温氧化不同的是, 在氧化100 h的时候出现了减重的现象, 这是由于Cr2O3氧化膜在温度高于1000 ℃高氧分压的条件下容易形成挥发性CrO3等氧化物, 因此导致DSM11基体重量的减少, 接下来伴随着新的氧化膜的形成和生长, 重量又进一步增加, 氧化后期处于持续增重状态. 渗Al涂层和Al-Cr涂层的氧化增重也有了明显增加, 氧化50 h后, 渗Al涂层的增重达到了约1.5 mg/cm2, Al-Cr涂层的增重约为1.0 mg/cm2, 2种涂层在同一时间的单位面积增重几乎是1000 ℃恒温氧化的4倍. 在接下来的氧化过程中, 2种涂层的恒温氧化动力学曲线并没有像1000 ℃那样保持在一个稳定的阶段, 而是一直处于缓慢上升的状态. 在氧化300 h的整个过程中, 2种涂层的氧化动力学曲线符合抛物线规律, 而且一直没有出现失稳氧化的现象, 因此, 2种涂层仍然具有较好的抗氧化性能.
图10 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃的恒温氧化动力学曲线
Fig.10 Isothermal oxidation kinetic curves of DSM11 substrate, aluminized coating and Al-Cr coating at 1100 ℃
图11 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化20 h后的表面XRD谱
Fig.11 Surface XRD spectra of DSM11 substrate, aluminized coating and Al-Cr coating after isothermal oxidation at 1100 ℃ for 20 h
图11是DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化20 h后的表面XRD谱. 可以看出, 1100 ℃下恒温氧化20 h后的XRD谱和1000 ℃时相比发生了很大的变化. DSM11基体在氧化20 h后, 在基体表面并没有出现Cr2O3相, 而是生成了TiO2和NiCr2O4尖晶石相. 而在渗Al涂层和Al-Cr涂层表面, 除了b-NiAl和a-Al2O3相之外, 在氧化初期就有贫Al的Ni3Al出现, 说明在1100 ℃氧化时Al的消耗量急剧增加, 这也进一步证实了在1100 ℃下2种涂层也发生了氧化加剧的现象.
图12 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化20 h后的截面形貌
Fig.12 Cross sectional images of DSM11 substrate (a), aluminized coating (b) and Al-Cr coating (c) after isothermal oxidation at 1100 ℃ for 20 h
图12是 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化20 h后的截面形貌. 可以看出, DSM11基体在氧化初期就出现了内氧化, 并且外层的氧化膜有剥落的现象, 这是因为在基体表面生成了保护性比较差的TiO2和NiCr2O4尖晶石的混合氧化物. 尖晶石一般具有较高的氧化物/金属体积比(pilling-bed-worth ratio, PBR), 生长过程中会产生很大的内应力, 甚至导致氧化膜的破裂脱落, 并引发氧化增重速度的加快和氧化膜失稳生长[27]. 渗Al涂层和Al-Cr涂层表面除了连续致密的a-Al2O3 膜外并没有尖晶石的生成, 说明2种涂层的抗恒温氧化性能较好.
图13 DSM11 基体、渗Al 涂层和Al-Cr 涂层在1100 ℃下恒温氧化300 h后的表面XRD谱
Fig.13 Surface XRD spectra of DSM11 substrate, aluminizedcoating and Al-Cr coating after isothermal oxidation at 1100 ℃ for 300 h
图14 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化300 h后的表面XRD谱
Fig.14 Surface XRD spectra of DSM11 substrate, aluminized coating and Al-Cr coating after isothermal oxidation at 1100 ℃ for 300 h
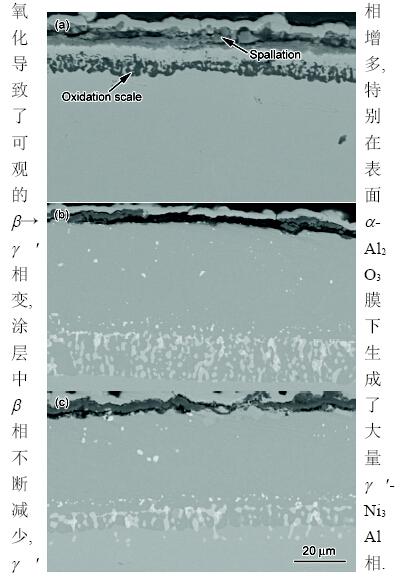
图13是DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化300 h后的表面XRD谱. DSM11基体在氧化300 h后, 表面仍然是TiO2和NiCr2O4尖晶石的混合氧化物. 而在渗Al涂层和Al-Cr涂层表面, 仍然发现有a-Al2O3相的存在, 但是在氧化20 h时存在的b-NiAl相已经完全消失, 取而代之的是贫Al的g′-Ni3Al相. 这是因为长时间的高温氧化导致了可观的b→g′相变, 涂层中b相不断减少, g′相增多, 特别在表面a-Al2O3 膜下生成了大量g′-Ni3Al相. 除此之外, 在2种涂层表面还出现了NiAl2O4尖晶石相.
图14是 DSM11基体、渗Al涂层和Al-Cr涂层在1100 ℃下恒温氧化300 h后的截面形貌. 可以看出, 氧化300 h后, DSM11基体表面的氧化膜出现了剥落, 而且在基体内部出现了大面积的内氧化, 这证实了尖晶石相的生成对氧化膜产生了严重的破坏. 渗Al涂层表面生成了a-Al2O3膜和NiAl2O4尖晶石的混合氧化膜. 氧离子及金属离子在这种混合氧化膜中的扩散速度要比其在单纯a-Al2O3膜中的扩散速度高, 从而导致涂层的氧化速率提高, 氧化膜迅速增厚并很容易发生剥落, 使得表面氧化膜变薄. 渗Al涂层表面氧化膜的厚度已经变得很薄, 而且随着b-NiAl相的消失在氧化膜下方出现了较大区域的g′-Ni3Al相, 互扩散区也基本消失. b-NiAl相一般作为Al 源存储相存在于涂层中, 由于高温氧化时生成Al2O3 需要消耗Al 元素, 会诱发b →g′的相转变, 故氧化后b相分数不断减少直至消失. 因此, 可以根据涂层内是否存在b相来判断涂层是否具有Al2O3 膜形成能力, 可以根据b相铝化物层的厚度对涂层的使用寿命进行预测[28]. 因此, 渗Al涂层氧化300 h后的抗氧化能力已经明显退化. Al-Cr涂层表面也生成了a-Al2O3膜和NiAl2O4尖晶石的混合氧化膜, 但是在涂层外部仍然存在着较厚的氧化膜, 而且在氧化膜下方并没有发现大面积的g′-Ni3Al相, 这得益于Al-Cr涂层中Cr元素的存在, 一方面降低了形成连续a-Al2O3膜的临界Al含量, 延缓了Al元素的消耗速度; 另一方面互扩散区中Cr(W)析出带的形成也在一定程度上降低了Al元素向基体的扩散, 减少了Al元素的损耗. 氧化300 h后Al-Cr涂层中的Al含量为8%左右, 因此Al-Cr涂层仍然具有一定的抗氧化作用.
综合以上分析, 相比1000 ℃恒温氧化, 1100 ℃下的恒温氧化明显加剧, 3种试样的单位面积增重更大. DSM11基体表面生成的是TiO2和NiCr2O4尖晶石的混合氧化物, 氧化膜出现了裂纹和剥落, 而且在基体内部也发生了严重的内氧化. 渗Al涂层和Al-Cr涂层氧化初期形成的是单一的a-Al2O3膜, 但是在氧化末期出现了氧化较严重的NiAl2O4尖晶石, 渗Al涂层表面氧化膜趋于失效, 抗氧化能力下降, Al-Cr涂层中由于Cr元素的存在, 能够促进a-Al2O3的修复和再生, 因此Al-Cr涂层仍然具有一定的抗氧化能力.
(1) 采用电弧离子镀沉积Cr和粉末包埋法渗Al的联合工艺制备了Al-Cr涂层, 并利用粉末包埋法制备了单一的渗Al涂层. 渗Al涂层外层由b-NiAl相和Ni2Al3相组成, Al-Cr涂层外层由b-NiAl相、Ni2Al3相、a-Cr相和AlCr2相组成.
(2) 在1000和1100 ℃高温氧化条件下, Al-Cr涂层的抗氧化性能均优于渗Al涂层. Al-Cr涂层优良的抗氧化性能源于在氧化过程中出现了Cr(W)析出带, 能够阻碍涂层中的Al元素向基体扩散, 降低了涂层退化速度, 而Cr的存在可以促进Al的选择性氧化, 提高涂层的自修复能力.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}